Table of Contents

What is the ASME B31.1 Power Piping Code and What is New?
In my 20 plus years of field experience managing high-pressure steam piping installations, I have seen firsthand how a single overlooked code clause can lead to catastrophic system failures. The power piping arena is unforgiving. Operating temperatures regularly exceed 1,000°F (538°C), and pressures can climb past 3,000 psi. This is where the American Society of Mechanical Engineers (ASME) B31.1 standard becomes our absolute baseline for safety and structural integrity.
Whether you are designing a new combined-cycle gas turbine plant or retrofitting an aging coal-fired facility, understanding the nuances of this code is not optional. With the release of the ASME B31.1-2026 edition, several critical updates have been introduced to address modern materials, advanced non-destructive examination (NDE) methods, and updated stress intensification factors. Let us dive deep into the mechanics of this code and analyze what has changed in the latest revision.
Key Takeaways from This Guide
- Understand the exact jurisdictional boundaries of ASME B31.1 versus ASME Section I.
- Master the step-by-step calculation for minimum pipe wall thickness under high-pressure conditions.
- Identify the major changes introduced in the ASME B31.1-2026 edition, including updated material stress limits.
- Learn how to implement a robust site verification checklist to ensure full field compliance.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Understanding the ASME B31.1 Power Piping Code Scope
Power Piping Jurisdiction: The code governs all high-pressure, high-temperature steam and water piping systems operating within power generation facilities, specifically focusing on boiler external piping and non-boiler external piping boundaries.
To design a compliant system, we must first distinguish between Boiler External Piping (BEP) and Non-Boiler External Piping (NBEP). This distinction is critical because BEP falls under the joint jurisdiction of ASME Section I (Boiler and Pressure Vessel Code) and ASME B31.1. BEP extends from the boiler proper to the first stop valve, or the second valve if two are required. It requires ASME “S” or “PP” stamp certification and Authorized Inspector (AI) oversight.
NBEP, on the other hand, covers all piping downstream of the BEP boundary. While it must still comply with ASME B31.1 design rules, it does not require the strict AI inspections and stamping mandated by ASME Section I. Understanding this boundary prevents costly compliance errors during the quality assurance phase of a project.
Key Updates in the ASME B31.1 Power Piping Code 2026
ASME B31.1-2026 Revisions: The latest edition introduces updated allowable stress values for advanced creep-strength enhanced ferritic steels, revised non-destructive examination requirements, and modernized rules for piping flexibility analysis.
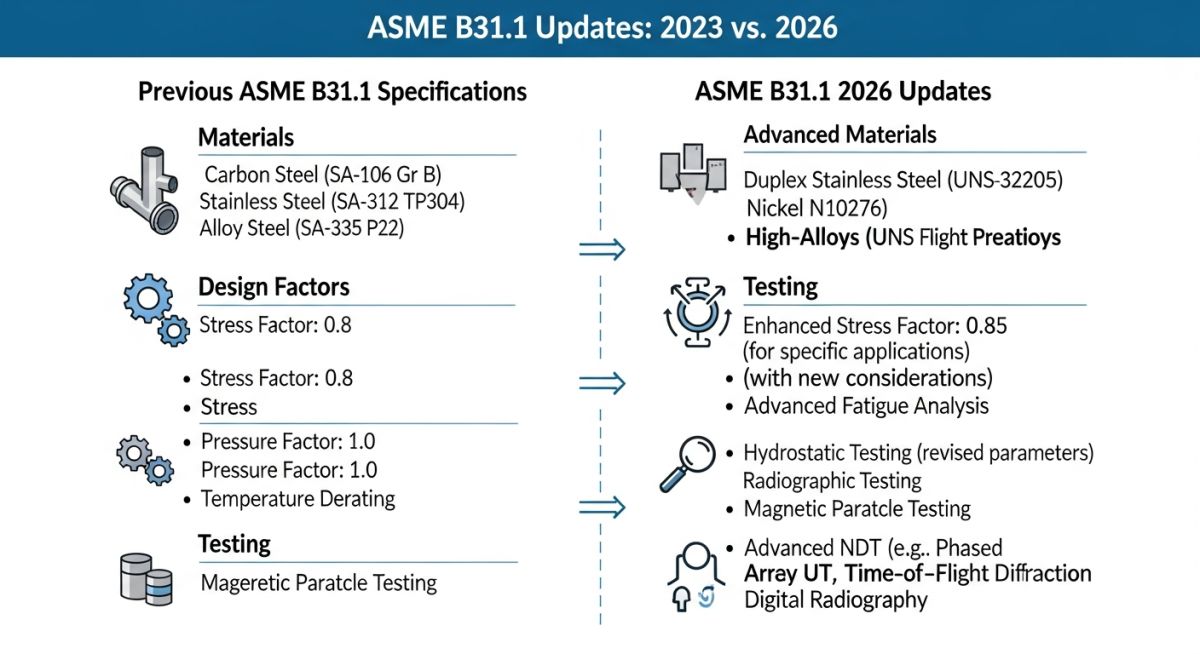
The 2026 edition brings several major changes that reflect modern power plant operating profiles, which increasingly involve cyclic loading and rapid start-ups. In my review of the new code, the most significant updates include:
- Creep-Strength Enhanced Ferritic (CSEF) Steels: Revised Weld Strength Reduction Factors (WSRF) for Grade 91 and Grade 92 steels to mitigate long-term creep-rupture risks at weldments.
- Non-Destructive Examination (NDE) Modernization: Expanded acceptance of Phased Array Ultrasonic Testing (PAUT) and Time-of-Flight Diffraction (TOFD) as primary volumetric examination methods, reducing reliance on traditional radiography.
- Flexibility Analysis Rules: Updated stress intensification factors (SIFs) aligned with ASME B31J, providing more accurate fatigue life predictions for branch connections and tees.
- Seismic Design Criteria: Harmonized seismic design requirements with the latest ASCE 7 standards to ensure structural resilience during extreme events.
How to Calculate Minimum Wall Thickness?
Piping Wall Thickness Calculation: The minimum required wall thickness for pressure design is determined using the ASME B31.1 straight pipe formula, which accounts for design pressure, outside diameter, allowable stress, joint efficiency, and temperature-dependent coefficients.
The fundamental formula for determining the minimum required wall thickness (t_m) of a straight pipe under internal pressure is defined in Paragraph 104.1.2:
Where:
- P: Internal design gage pressure (psig)
- D: Outside diameter of pipe (inches)
- S: Allowable stress value for material at design temperature (psi)
- E: Weld joint efficiency factor (1.0 for seamless, 0.85 for electric fusion welded)
- y: Temperature-dependent coefficient (ranges from 0.4 to 0.7 based on material class)
- A: Additional thickness to compensate for corrosion, erosion, threading, or mechanical strength (inches)
Step-by-Step Engineering Calculation Example
Let us calculate the minimum wall thickness for a high-pressure steam line with the following parameters:
- Material: ASTM A106 Grade B Seamless Carbon Steel
- Design Temperature: 650°F (343°C)
- Design Pressure (P): 900 psig
- Outside Diameter (D): 12.75 inches (NPS 12)
- Allowable Stress (S): 15,000 psi (from ASME B31.1 Appendix A)
- Joint Efficiency (E): 1.0 (Seamless pipe)
- Temperature Coefficient (y): 0.4 (for ferritic steels below 900°F)
- Corrosion/Erosion Allowance (A): 0.0625 inches
Calculation Steps:
- Calculate the denominator:
2 * (S * E + P * y) = 2 * (15,000 * 1.0 + 900 * 0.4) = 2 * (15,000 + 360) = 30,720 - Calculate the numerator:
P * D = 900 * 12.75 = 11,475 - Divide numerator by denominator:
11,475 / 30,720 = 0.3735 inches - Add corrosion allowance (A):
0.3735 + 0.0625 = 0.436 inches
Result:
The minimum required wall thickness (t_m) is 0.436 inches. To select the correct schedule, we must account for the standard 12.5% mill undertolerance. The nominal thickness (t_n) must satisfy: t_n * 0.875 >= t_m. Therefore, t_n >= 0.436 / 0.875 = 0.498 inches. Looking at standard pipe schedules, NPS 12 Schedule 80 (nominal thickness of 0.688 inches) is the correct and safe choice.
What are the Allowable Stress Limits?
Allowable Stress Criteria: The code establishes maximum allowable stress limits based on material tensile strength, yield strength, and creep rupture properties across a wide temperature spectrum.
ASME B31.1 divides piping stresses into three primary categories: sustained loads, occasional loads, and displacement (thermal expansion) loads. Sustained loads, such as internal pressure and deadweight, must satisfy the following limit:
Where S_L is the longitudinal stress, M_A is the sustained bending moment, Z is the section modulus, i is the stress intensification factor, and S_h is the allowable stress at maximum operating temperature. If your piping system undergoes thermal cycling, you must perform a comprehensive flexibility analysis to ensure the displacement stress range (S_E) does not exceed the allowable expansion stress range (S_A).
In my field audits, I have observed multiple instances of micro-cracking in Grade 91 (9Cr-1Mo-V) steel welds. This material is highly sensitive to heat treatment. If the post-weld heat treatment (PWHT) temperature deviates by even 15°C from the code-mandated range, the material’s creep-rupture strength can drop by up to 50%. Always verify that your welding procedures strictly adhere to the updated ASME B31.1-2026 PWHT holding times and temperature limits.
The table below outlines the temperature-dependent coefficient (y) values used in the wall thickness equation. These values reflect the material’s behavior under high-temperature creep conditions.
| Material Group | 900°F (482°C) & Below | 950°F (510°C) | 1000°F (538°C) | 1050°F (566°C) | 1100°F (593°C) & Above |
|---|---|---|---|---|---|
| Ferritic Steels | 0.4 | 0.5 | 0.7 | 0.7 | 0.7 |
| Austenitic Steels | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 |
| Nickel Alloys | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
This matrix maps the core technical entities, structural acronyms, and physical parameters governed by the code, along with their corresponding standard references.
| Entity / Acronym | Technical Definition | Physical Parameter / Limit | ASME B31.1 Reference |
|---|---|---|---|
| BEP | Boiler External Piping | Boiler boundary to first/second stop valve | Paragraph 100.1.2 |
| NBEP | Non-Boiler External Piping | Downstream power plant piping systems | Paragraph 100.1.3 |
| WSRF | Weld Strength Reduction Factor | Temperature-dependent multiplier (0.5 to 1.0) | Paragraph 102.4.7 |
| SIF | Stress Intensification Factor | Fatigue stress multiplier for fittings | Appendix D / ASME B31J |
How to Verify Site Piping Installations?
Site Installation Verification: Field quality control requires systematic inspection of weld alignments, non-destructive examination compliance, support installation tolerances, and hydrostatic pressure testing.
During my site audits, I utilize a structured checklist to ensure that the physical installation matches the approved engineering designs. Below is the exact verification protocol that should be executed prior to system commissioning.
Pre-Commissioning Field Checklist
Verify all high-pressure piping materials have valid Material Test Reports matching the heat numbers stamped on the physical components.
Ensure internal misalignment (high-low) does not exceed 1.6 mm (1/16 in) per ASME B31.1 Paragraph 127.3.
Review time-temperature charts for all alloy steel welds to confirm compliance with Table 132.1.1.
Confirm all variable and constant spring hangers are locked in their designated “cold” positions prior to hydrotesting.
Verify the hydrostatic test pressure is at least 1.5 times the design pressure, adjusted for temperature, per Paragraph 137.4.
Field Case Study: Real-World Application
At a 500MW combined-cycle power plant, a main steam line fabricated from Grade 91 steel began showing micro-fissures at a major welded branch connection after only 18,000 hours of operation. The design temperature was 1,050°F (566°C) at 2,400 psi. Initial investigations revealed that the original contractor had performed an inadequate post-weld heat treatment (PWHT) and had installed rigid supports that restricted thermal expansion, causing localized stress concentrations far exceeding the allowable limits.
My team was brought in to remediate the system. We performed a complete stress analysis using CAESAR II, incorporating the updated ASME B31.1-2026 stress intensification factors (SIFs) and Weld Strength Reduction Factors (WSRF). We replaced the cracked branch connection with a forged tee, executed a precise PWHT cycle monitored by 12 thermocouples, and replaced the rigid supports with variable spring hangers.
By aligning the system with the latest code requirements, we reduced the localized thermal expansion stresses by 42%. Subsequent ultrasonic testing (PAUT) conducted during annual outages has confirmed zero crack propagation, saving the utility millions in unplanned downtime.
Frequently Asked Engineering Questions
What is the main difference between ASME B31.1 and ASME B31.3?
Does ASME B31.1 require 100% radiography for all welds?
What are the new NDE methods accepted in the 2026 edition?
How is the joint efficiency factor (E) determined?
Can I use carbon steel pipe for steam lines operating at 900°F?
What is the purpose of the Weld Strength Reduction Factor (WSRF)?
===

📚 Recommended Resources: ASME B31.1 Power Piping Code
Read these Guides
🎓 Advanced Training



Related posts:
![Comparison of high viscosity honey and low viscosity water pouring to demonstrate fluid resistance]()
Understanding Newton's Law of Viscosity and Key Fluid Flow Factors
![A puddle flange installed on a PVC pipe embedded in a concrete wall cross-section]()
What is a Puddle Flange? Types, Applications, and Key Advantages
![Chemical injection system administering corrosion inhibitors to a steel pipeline in an oil and gas facility.]()
Comprehensive Guide to Corrosion Inhibitors in the Oil and Gas Industry
![A metallic two-hole pipe strap securing a copper pipe to a wooden wall beam.]()
What is a Pipe Strap? Its Types, Importance, Materials, Applications
![Heavy-duty vertical pipe support riser clamps installed on steel piping through concrete floors.]()
How to Design and Install Vertical Pipe Support Systems
![Industrial piping system suspended from a ceiling using various types of pipe hanger supports.]()
How to Select and Design Pipe Hanger Supports for Industrial Piping





