Does Stainless Steel Rust or Corrode in Industrial Piping Systems?
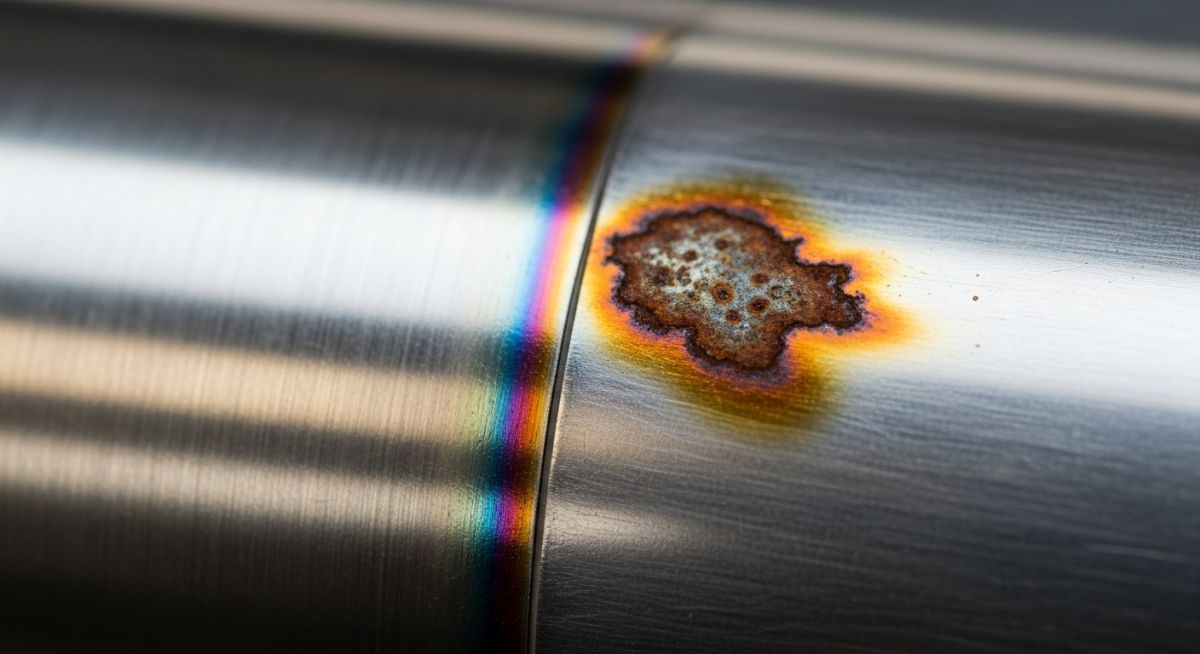
In my 20-plus years of piping engineering, I have lost count of the number of times a client or junior engineer has asked me: “Does stainless steel rust?” There is a common, highly dangerous misconception in our industry that stainless steel is completely invincible. I have stood on offshore platforms in the North Sea and chemical processing plants in Houston, looking at Grade 304 and Grade 316 piping systems covered in deep, reddish-brown pitting. The reality is that stainless steel is not rust-proof; it is rust-resistant.
Understanding the exact metallurgical boundaries of this resistance is what separates a reliable, decades-long piping installation from a catastrophic, high-pressure line blowout. When we select stainless steel for a project under ASME B31.3, we are relying on a microscopic, self-healing chromium oxide passive layer. If your process conditions, chemical exposures, or fabrication practices compromise this layer, the steel will degrade, sometimes far faster than standard carbon steel.
Key Engineering Takeaways
- The passive chromium oxide layer requires a minimum of 10.5% chromium to form and self-heal in the presence of oxygen.
- Chlorides are the primary enemy of stainless steel, causing localized pitting and crevice corrosion.
- Sensitization during welding can deplete chromium at the grain boundaries, leading to rapid intergranular corrosion.
- Selecting the correct grade (such as Duplex 2205 or Super Duplex 2507) is necessary for high-chloride or high-temperature environments.
- Proper post-weld cleaning, pickling, and passivation are mandatory to restore the protective oxide film.
Why Does Stainless Steel Rust Under Severe Conditions?
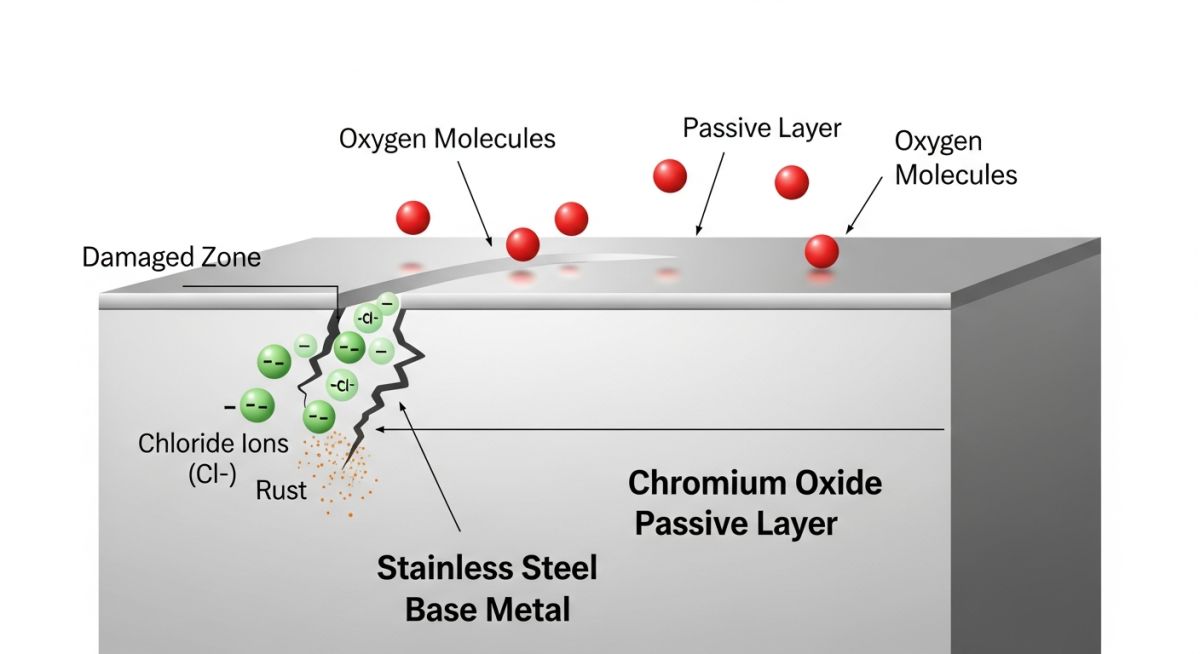
To understand why stainless steel fails, we must first look at its metallurgy. Unlike carbon steel, which forms a loose, porous iron oxide (rust) that continuously flakes off and exposes fresh metal to oxidation, stainless steel contains a minimum of 10.5% chromium. This chromium reacts instantly with ambient oxygen to form a continuous, non-porous, and highly adherent layer of chromium oxide (Cr2O3) that is only a few nanometers thick.
This passive layer is dynamic. If you scratch a stainless steel pipe, the exposed chromium immediately reacts with oxygen in the air or water to rebuild the barrier. However, this self-healing mechanism requires oxygen. In oxygen-depleted environments, or when aggressive chemical species like chlorides are present, the passive layer breaks down.
The Pitting Resistance Equivalent Number (PREN)
In piping design, we quantify a grade’s resistance to localized pitting corrosion using the Pitting Resistance Equivalent Number (PREN). The mathematical formula is written as:
Where Cr is the weight percentage of Chromium, Mo is Molybdenum, and N is Nitrogen. Molybdenum and nitrogen significantly boost the stability of the passive film against chloride ions. For example, standard Grade 304 has a PREN of approximately 18 to 20, while Grade 316 (containing 2% molybdenum) achieves a PREN of 23 to 25. For highly aggressive marine or chemical environments, we specify Duplex 2205 (PREN 35) or Super Duplex 2507 (PREN > 40) under NACE MR0175/ISO 15156 standards.
Primary Modes of Stainless Steel Corrosion
When stainless steel does fail, it typically occurs through one of four distinct metallurgical pathways:
- Pitting Corrosion: Localized chemical attack where chloride ions penetrate the passive film at specific microscopic weak points. This creates an extremely small, highly acidic anode, while the surrounding passive surface acts as a massive cathode. The resulting galvanic cell drives rapid, deep penetration through the pipe wall, often with very little visible warning on the outer surface.
- Crevice Corrosion: This occurs in shielded, stagnant areas where oxygen cannot easily circulate, such as under flange gaskets, threaded joints, or bolt heads. Once the oxygen inside the crevice is consumed, the passive layer cannot reform. Chloride ions migrate into the crevice, forming highly corrosive hydrochloric acid that rapidly eats the metal.
- Stress Corrosion Cracking (SCC): A catastrophic failure mode that requires three simultaneous conditions: tensile stress (either residual from welding or applied from operating pressure), a chloride-rich environment, and temperatures typically exceeding 60°C (140°F). SCC causes sudden, brittle transgranular or intergranular cracking without any prior thinning of the pipe wall.
- Intergranular Corrosion (Sensitization): When stainless steel is heated to temperatures between 425°C and 815°C (800°F to 1500°F) during welding, carbon combines with chromium to form chromium carbides along the grain boundaries. This depletes the adjacent areas of the chromium needed to maintain the passive layer, leaving the grain boundaries highly susceptible to rapid localized rusting.
In my field audits, I frequently catch mechanical contractors using the same grinding wheels or wire brushes on both carbon steel and stainless steel piping. This transfers free iron particles onto the stainless steel surface. These iron particles rust rapidly when exposed to atmospheric moisture, initiating localized galvanic corrosion cells that breach the stainless steel’s passive layer. Always enforce strict tool segregation on-site.
How Alloys Prevent Stainless Steel Rusting
To prevent premature piping failures, we must match the chemical composition of the alloy to the specific operating envelope of the process fluid. The table below outlines the critical limits for common stainless steel grades under typical industrial operating conditions.
| Alloy Grade | Common Standard | Nominal Composition | Typical PREN | Max Chloride Limit (at 60°C) | Primary Application Limits |
|---|---|---|---|---|---|
| Grade 304 / 304L | ASTM A312 | 18% Cr, 8% Ni | 18 – 20 | < 100 ppm | Freshwater, food processing, mild atmospheric exposure. High risk of SCC above 60°C. |
| Grade 316 / 316L | ASTM A312 | 16% Cr, 10% Ni, 2% Mo | 23 – 25 | < 1,000 ppm | Chemical processing, marine atmospheres, low-salinity waters. Susceptible to SCC at high temps. |
| Duplex 2205 | ASTM A790 | 22% Cr, 5% Ni, 3% Mo, 0.18% N | 34 – 36 | < 10,000 ppm | Produced water, oil and gas piping, marine environments. Excellent resistance to SCC. |
| Super Duplex 2507 | ASTM A790 | 25% Cr, 7% Ni, 4% Mo, 0.27% N | 41 – 43 | > 30,000 ppm | Seawater piping, desalination plants, highly acidic chemical processes. Extreme pitting resistance. |
Technical Mapping & Specifications Matrix
To ensure compliance with international design codes, engineers must map physical parameters and metallurgical properties to the correct industry standards.
| Technical Entity | Acronym / Code | Physical Parameter / Standard | Role in Corrosion Prevention |
|---|---|---|---|
| Pitting Resistance Equivalent | PREN | Dimensionless index (typically 15 to 45) | Predicts localized pitting resistance based on chemical composition. |
| Low Carbon Grade Designation | “L” Grades (e.g., 316L) | Carbon content limited to < 0.030% | Prevents chromium carbide precipitation and sensitization during welding. |
| Sour Service Compliance | NACE MR0175 / ISO 15156 | Hardness limits and heat treatment rules | Prevents sulfide stress cracking (SSC) in hydrogen sulfide environments. |
| Post-Weld Heat Treatment | PWHT | Solution annealing at 1040°C+ followed by rapid quenching | Redissolves chromium carbides and relieves residual tensile stresses. |
How to Verify Stainless Steel Integrity On-Site
In my role as a lead quality auditor, I have seen millions of dollars in piping assets ruined by poor field practices. To ensure your stainless steel piping does not rust prematurely, implement this strict quality control checklist during the fabrication and installation phases.
Field Inspection & Passivation Checklist
-
Positive Material Identification (PMI): Perform 100% PMI testing on all incoming pipes, fittings, and flanges using a calibrated X-ray fluorescence (XRF) analyzer to verify chromium, nickel, and molybdenum content against material test reports (MTRs).
-
Segregated Storage Areas: Store all stainless steel materials on wooden dunnage or rubber-lined racks. Never allow direct contact with carbon steel storage racks or the ground.
-
Purge Gas Verification: Ensure 99.99% pure argon backing gas is used for all TIG welding. Monitor oxygen levels inside the pipe using a purging meter; oxygen must be below 50 ppm before striking the arc to prevent root oxidation (sugaring).
-
Chemical Pickling and Passivation: Treat all weld joints with a nitric or citric acid paste in accordance with ASTM A380. This removes free iron and weld scale, allowing the chromium oxide passive layer to reform uniformly.
-
Ferroxyl Testing: Conduct a ferroxyl test on critical surfaces to detect any microscopic free iron contamination. A blue color reaction indicates the presence of iron, requiring immediate re-cleaning and re-passivation.
Field Case Study: Real-World Application
The Problem: Rapid Pitting in a Coastal Desalination Plant
A coastal water treatment facility installed Grade 316L stainless steel piping for a high-pressure reverse osmosis feed line carrying seawater at 35°C. Within eight months of commissioning, the system experienced multiple pinhole leaks near the heat-affected zones (HAZ) of the circumferential butt welds. The operating pressure was 55 bar, and a sudden line rupture posed a severe safety risk to plant personnel. I was brought in to perform a forensic failure analysis.
The Outcome: Metallurgical Analysis & Remediation
Our metallurgical analysis revealed two critical errors. First, the chloride concentration of the seawater was approximately 19,000 ppm, which far exceeded the 1,000 ppm safe operating limit for Grade 316L. Second, the welding contractor had failed to use proper backing gas, resulting in severe “sugaring” (heavy oxidation) on the pipe ID. The combination of high chlorides, weld sensitization, and oxygen-depleted crevices under the oxide scale caused rapid pitting corrosion.
We replaced the entire line with Super Duplex 2507 (ASTM A790 UNS S32750) piping. We enforced strict orbital welding procedures with 99.99% argon purging and mandatory post-weld pickling. Ten years later, that line is still operating with zero recorded wall loss or pitting.
Direct Engineering Recommendation: Never compromise on material selection to save upfront capital costs. Upgrading from Grade 316L to Duplex or Super Duplex in high-chloride environments pays for itself within the first year by eliminating downtime, repair costs, and safety hazards.
When and Why Does Stainless Steel Rust?
Does stainless steel rust in water?
What is the difference between rust and corrosion in stainless steel?
Why does chlorine or bleach cause stainless steel to rust?
Can you remove rust from stainless steel?
How does temperature affect stainless steel corrosion?
Is magnetic stainless steel more likely to rust?
===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: does stainless steel rust
Read these Guides



Related posts:
![Cross-section diagram showing a steel solar pile foundation embedded in layered soil profiles for structural analysis.]()
Essential Geotechnical Pile Design Data for Utility-Scale Solar Structures
![Professional surveyor conducting Topographical Surveys for Solar Projects on a large-scale utility site with complex terrain.]()
Topographical Surveys for Solar Projects: A Technical Engineering Guide
![A geotechnical drill rig performing soil sampling on a large, open field intended for a utility-scale solar farm project.]()
Geotechnical Investigation for Solar Farms: Essential Site Design Guide
![Isometric site plan showing Utility Corridor Planning for Data Centres with color-coded power, water, and telecom infrastructure paths.]()
Utility Corridor Planning for Data Centres: A Strategic Engineering Guide
![Aerial view of a data centre site showcasing perimeter drainage systems, detention basins, and site grading for flood prevention.]()
Drainage Design Considerations for Data Centres: A Technical Guide
![Professional surveyor using a Total Station on a large data centre construction site for topographical mapping.]()
Topographical Surveys for Data Centre Projects: A Technical Guide