Mastering Oxygen Pipeline Design for Steel Plant Cold Blast Enrichment
In my 20-plus years of designing piping systems for heavy metallurgical complexes, nothing demands respect quite like gaseous oxygen. When we talk about cold blast enrichment in a blast furnace, we are injecting high-purity oxygen into the cold blast air main to boost combustion efficiency and raise the flame temperature. It sounds straightforward on paper, but oxygen is a fierce oxidizer. A single microscopic speck of grease, a tiny carbon steel burr, or an excessive velocity spike can trigger a catastrophic, self-sustaining metal fire. I have seen firsthand what happens when safety standards are compromised, and the results are devastating. This case study walks you through the exact engineering methodologies, velocity limits, and material selection criteria I use to ensure these systems operate safely and reliably.
Key Engineering Takeaways
- Understand the critical distinction between impingement and non-impingement zones to prevent particle-impact ignition.
- Learn how to apply velocity limits for carbon steel and stainless steel based on operating pressure.
- Discover why exempt materials like Monel 400 and copper-nickel alloys are mandatory in high-risk zones.
- Master the strict pre-commissioning cleaning protocols required to eliminate hydrocarbon contamination.
Safety Parameters in Oxygen Pipeline Design
The fundamental hazard in any oxygen piping system is the rapid, self-sustaining combustion of the piping material itself. Unlike typical process gases, oxygen does not just support combustion; at elevated pressures and velocities, it turns the steel pipe into the fuel. The primary mechanism of ignition is particle impingement. When tiny particulates (such as weld slag, rust, or sand) are carried by the high-velocity oxygen stream, they strike the pipe wall at bends, tees, or valves. The kinetic energy of this impact converts to thermal energy, raising the local temperature of the metal past its ignition point.
To mitigate this risk, we divide the pipeline into two distinct zones: impingement and non-impingement. An impingement zone is any location where the flow direction changes abruptly or where turbulence is high. This includes elbows, lateral tees, control valves, orifice plates, and bypass lines. A non-impingement zone consists of straight runs of pipe without obstructions.
Under the industry-standard guidelines of CGA G-4.4 and EIGA Doc 13, the allowable velocity for carbon steel is strictly limited based on the operating pressure. For instance, at an operating pressure of 10 barg, the velocity in a non-impingement zone must not exceed 30 meters per second. However, in an impingement zone, this limit drops to 15 meters per second. If your process requirements demand higher velocities or pressures, you must transition to “exempt materials.” These are alloys with high thermal conductivity and low heat of combustion, such as Monel 400, Inconel 600, or copper-nickel alloys, which do not support combustion under typical industrial conditions.
In my years on site, I have seen minor oil residues from tools or gloves lead to immediate flash fires during commissioning. Hydrocarbons have an extremely low ignition temperature in pure oxygen. Every single component, valve, gasket, and instrument must undergo rigorous oxygen cleaning to ASTM G93 Level A standards. If you cannot verify the cleanliness of a component, do not install it.
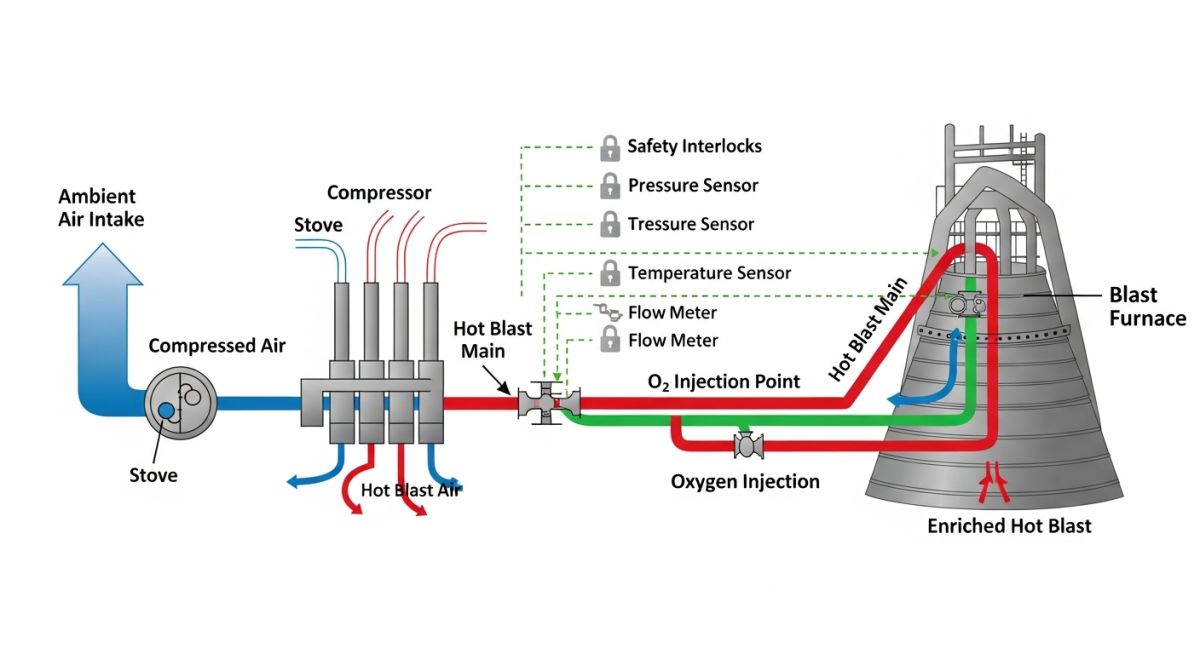
When designing the injection system for cold blast enrichment, the oxygen is introduced into the cold blast main, which typically operates at 3 to 5 barg and temperatures up to 250 degrees Celsius. Because the cold blast air contains suspended dust and particulates from the intake filters, the injection nozzle itself must be designed with extreme care. I always recommend using a concentric nozzle made of Monel 400 that projects into the center of the blast main, ensuring the oxygen mixes rapidly with the air stream before it can impinge on the carbon steel walls of the main duct.
The table below outlines the maximum allowable velocities for common piping materials in oxygen service as specified by CGA G-4.4. These limits are critical for preventing particle-impact ignition.
| Material Specification | Pressure Range (barg) | Impingement Limit (m/s) | Non-Impingement Limit (m/s) | Applicable Standard |
|---|---|---|---|---|
| Carbon Steel (ASTM A106 Gr. B) | 0 to 15 barg | 15 m/s | 30 m/s | CGA G-4.4 / EIGA Doc 13 |
| Stainless Steel (ASTM A312 TP316L) | 0 to 25 barg | 20 m/s | 40 m/s | ASME B31.3 / CGA G-4.4 |
| Monel 400 (UNS N04400) | 0 to 100 barg | No Limit | No Limit | Exempt Material (CGA G-4.4) |
| Copper Alloy (C12200) | 0 to 50 barg | No Limit | No Limit | Exempt Material (EIGA Doc 13) |
This matrix maps the core technical entities, structural acronyms, and physical parameters required for safe oxygen pipeline design and execution.
| Entity / Acronym | Technical Definition | Physical Parameter / Limit | Standard Reference |
|---|---|---|---|
| ASTM G93 | Standard Practice for Cleaning Methods and Cleanliness Levels for Material and Equipment Used in Oxygen-Enriched Environments. | Non-volatile residue less than 220 milligrams per square meter. | ASTM G93 Level A |
| Adiabatic Compression | Rapid pressure rise in a pocket of gas leading to localized high temperatures capable of igniting non-metallic seats. | Prevented by using slow-opening bypass valves and avoiding quick-acting ball valves. | ASME B31.3 |
| Exempt Alloys | Materials with high resistance to ignition that do not require velocity limitations under specified pressures. | Nickel content greater than 50 percent (e.g., Monel, Inconel). | CGA G-4.4 |
| ESD System | Emergency Shutdown System designed to isolate the oxygen supply in the event of pressure loss or temperature spikes. | Valve closure time less than 5 seconds with zero leakage. | ISA S84.01 |
How to Execute Oxygen Pipeline Design Audits
Before any oxygen pipeline is put into service, a comprehensive field audit must be performed. In my experience, relying solely on paperwork is a recipe for disaster. You must physically verify the installation, inspect the internal cleanliness of the piping, and ensure that all safety interlocks are fully functional. The checklist below represents the minimum verification steps required before introducing oxygen into the system.
Site Verification & Inspection Checklist
-
Oxygen Cleanliness Verification (ASTM G93)
Perform blacklight (UV) inspection on all accessible internal surfaces. Any yellow or blue-white fluorescence indicates hydrocarbon contamination, requiring immediate solvent degreasing. -
Velocity Limit Compliance
Verify that the actual pipe diameters match the hydraulic design calculations. Ensure that no carbon steel sections are installed in designated high-velocity impingement zones. -
Electrical Grounding & Bonding
Measure the electrical resistance across all flanged joints. Ensure resistance is less than 10 ohms, and verify that the entire pipeline is connected to the plant grounding grid to prevent static discharge. -
Bypass Valve Configuration
Confirm that all control valve bypass lines are equipped with slow-opening globe valves or needle valves to prevent adiabatic compression heating during line pressurization. -
Pneumatic Leak Testing
Execute the pressure test using oil-free dry nitrogen or dry air in accordance with ASME B31.3 Section 345.5. Never use water for hydrostatic testing unless absolute drying can be guaranteed afterward.
Field Case Study: Real-World Application
During the commissioning of a cold blast enrichment system at a major steel plant in India, a localized piping burn-through occurred on the oxygen supply line. The incident took place immediately downstream of a control valve bypass line. The piping in this section was constructed of standard carbon steel (ASTM A106 Gr. B) operating at 16 barg. Investigation revealed that a quick-opening ball valve was used to bypass the control valve during manual startup. The rapid opening of this valve caused a severe pressure wave, leading to adiabatic compression heating of a pocket of air and particulate matter downstream. The resulting high-velocity particle impingement ignited the carbon steel pipe wall, causing a catastrophic breach and localized fire.
To resolve the failure and prevent future incidents, I led the engineering redesign team. We implemented a multi-layered safety strategy:
- Replaced the entire bypass piping section and the downstream 10 diameters of pipe with Monel 400 (UNS N04400), an exempt alloy highly resistant to ignition.
- Replaced the quick-opening ball valve with a multi-turn, slow-opening globe valve to eliminate the risk of adiabatic compression.
- Redesigned the piping layout to eliminate sharp 90-degree elbows, replacing them with 1.5D long-radius bends to minimize particle impingement.
- Enforced a strict ASTM G93 Level A cleaning protocol, followed by blacklight inspection of all components prior to reassembly.
The system was successfully recommissioned and has operated for over five years without a single safety incident, proving the effectiveness of robust material selection and velocity control.
My direct recommendation for any engineer designing these systems is simple: never compromise on material selection in high-velocity or bypass zones. While carbon steel is cost-effective, the safety margin provided by nickel alloys like Monel 400 in impingement zones is non-negotiable. Always design for the worst-case operating scenario, including manual bypass operations and transient pressure surges.
Frequently Asked Engineering Questions
Why is carbon steel limited in velocity for oxygen service?
What is adiabatic compression in oxygen pipelines and how is it prevented?
What cleaning standard is required for oxygen piping before commissioning?
Why are sharp 90-degree elbows avoided in oxygen pipeline design?
When must we transition from carbon steel to copper or nickel alloys?
How does static electricity pose a hazard in oxygen pipelines?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: oxygen pipeline design
Related posts:
![Cross-section diagram showing a steel solar pile foundation embedded in layered soil profiles for structural analysis.]()
Essential Geotechnical Pile Design Data for Utility-Scale Solar Structures
![Professional surveyor conducting Topographical Surveys for Solar Projects on a large-scale utility site with complex terrain.]()
Topographical Surveys for Solar Projects: A Technical Engineering Guide
![A geotechnical drill rig performing soil sampling on a large, open field intended for a utility-scale solar farm project.]()
Geotechnical Investigation for Solar Farms: Essential Site Design Guide
![Isometric site plan showing Utility Corridor Planning for Data Centres with color-coded power, water, and telecom infrastructure paths.]()
Utility Corridor Planning for Data Centres: A Strategic Engineering Guide
![Aerial view of a data centre site showcasing perimeter drainage systems, detention basins, and site grading for flood prevention.]()
Drainage Design Considerations for Data Centres: A Technical Guide
![Professional surveyor using a Total Station on a large data centre construction site for topographical mapping.]()
Topographical Surveys for Data Centre Projects: A Technical Guide