Table of Contents

Is Stainless Steel Magnetic? A Metallurgical Guide for Piping Engineers
In my 20 plus years of managing piping systems and refinery installations, I have seen many junior inspectors panic when a hand magnet sticks to a newly delivered batch of 316L stainless steel elbows. The immediate assumption is often that the material is counterfeit or contaminated with carbon steel. However, the reality of metallurgy is far more nuanced.
Understanding whether a stainless steel alloy exhibits magnetic properties requires looking deep into its atomic structure. It is not a simple “yes” or “no” answer. The magnetic behavior of these alloys is a direct consequence of their crystal lattices, chemical compositions, and the mechanical processing they undergo during manufacturing.
Key Takeaways for Piping Engineers
- Microstructure Dictates Magnetism: Ferritic and martensitic structures are magnetic; annealed austenitic structures are not.
- Cold Work Changes Everything: Bending, drawing, or forming austenitic stainless steel can induce a magnetic martensitic phase.
- The Magnet Test is Not Definitive: Relying solely on a magnet to verify material grade can lead to costly, incorrect rejections on the job site.
- Heat Treatment Restores Non-Magnetism: Solution annealing can reverse cold-work-induced magnetism in austenitic alloys.
Why Is Stainless Steel Magnetic in Piping?
To understand why some stainless steels exhibit magnetic properties, we must examine their crystal structures. Iron, the base metal of all stainless steels, is ferromagnetic at room temperature. However, when we alloy iron with chromium, nickel, and other elements, we alter the arrangement of its atoms.
The Role of Crystal Lattices
The magnetic behavior of any metal is determined by the alignment of its unpaired electron spins. In stainless steel, this alignment is heavily influenced by the crystal lattice structure:
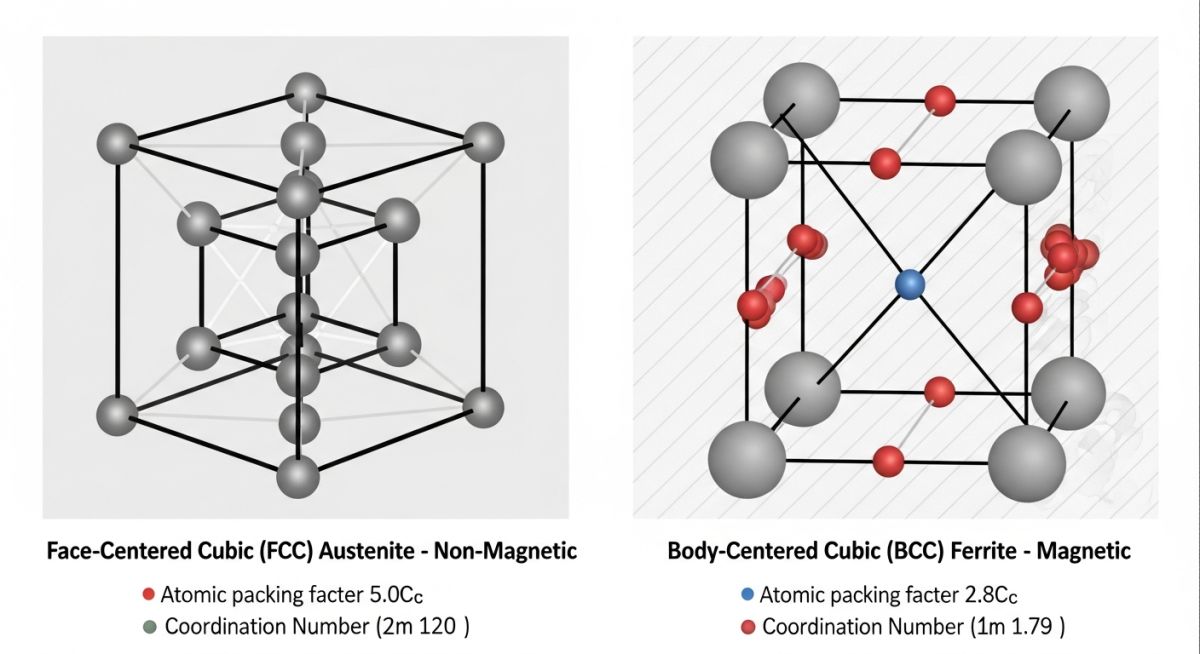
- Body-Centered Cubic (BCC) Lattice: Found in ferritic and martensitic stainless steels. In this structure, the iron atoms are arranged with one atom at the center of the cube and eight at the corners. This geometry allows electron spins to align parallel to one another, resulting in strong ferromagnetic properties.
- Face-Centered Cubic (FCC) Lattice: Found in austenitic stainless steels. Here, atoms are located at the corners and the centers of all the cube faces. This dense packing causes the electron spins to cancel each other out, rendering the material paramagnetic (practically non-magnetic).
The Schaeffler Diagram and Phase Predictions
In my design work, I use the Schaeffler diagram to predict the microstructural phases of weld metals and base materials. This diagram uses Chromium and Nickel equivalents to determine if a weld will contain magnetic ferrite. The formulas are expressed as follows:
Ni_eq = %Ni + 30 * %C + 0.5 * %Mn + 30 * %N
If the ratio of Chromium equivalent to Nickel equivalent is high, the material will solidify with a higher percentage of delta-ferrite, making the weld zone slightly magnetic. This is actually desirable in small amounts (typically 3% to 10% ferrite volume) to prevent hot cracking during welding, as specified in ASME Section III.
Is Stainless Steel Magnetic Across Various Grades?
To help field engineers and procurement teams make informed decisions, I have compiled the magnetic characteristics of the most common stainless steel grades used in industrial piping and structural applications.
| Alloy Grade | Metallurgical Family | Crystal Structure | Magnetic Permeability (μ) | Magnetic Response |
|---|---|---|---|---|
| 304 / 304L | Austenitic | FCC (Face-Centered Cubic) | 1.004 – 1.02 (Annealed) | Non-Magnetic (Slightly magnetic when cold-worked) |
| 316 / 316L | Austenitic | FCC (Face-Centered Cubic) | 1.003 – 1.01 (Annealed) | Non-Magnetic (Highly stable against cold-work magnetism) |
| 410 | Martensitic | BCT (Body-Centered Tetragonal) | 700 – 1000 | Strongly Magnetic (Ferromagnetic) |
| 430 | Ferritic | BCC (Body-Centered Cubic) | 1000+ | Strongly Magnetic (Ferromagnetic) |
| 2205 (Duplex) | Austenitic-Ferritic | Mixed (50% FCC / 50% BCC) | 30 – 100 | Moderately Magnetic |
Technical Mapping & Specifications Matrix
The following matrix maps the physical parameters and phase transformations of stainless steel alloys under standard testing conditions.
How to Verify Stainless Steel Magnetism on Site
When you are on a construction site, you cannot rely on a simple refrigerator magnet to perform quality control. If you need to verify whether a material is truly austenitic or if it has been compromised by excessive cold work or incorrect heat treatment, you must follow a structured verification protocol.
Site Inspection Checklist: Stainless Steel Magnetism
-
Identify the Nominal Grade: Check the material test report (MTR) to confirm if the specified grade is austenitic (e.g., 304L, 316L) or ferritic/duplex.
-
Locate Cold-Worked Zones: Focus your testing on areas that have undergone mechanical deformation, such as pipe bends, flared ends, or sheared edges.
-
Use a Calibrated Permeability Meter: Avoid simple magnets. Use a low-mu loop meter calibrated to ASTM A342 standards to measure the exact magnetic permeability.
-
Perform Positive Material Identification (PMI): If magnetic permeability exceeds 1.05 on an austenitic pipe, run an X-ray fluorescence (XRF) PMI test to verify the nickel and chromium percentages.
-
Evaluate Corrosion Risk: If the material is magnetic due to cold work and will be exposed to highly corrosive media, specify a solution annealing heat treatment to restore the non-magnetic, corrosion-resistant austenitic phase.
Field Case Study: Real-World Application
The Problem: Stress Corrosion Cracking in Magnetic 316L Elbows
During a turnaround at a coastal petrochemical plant, our inspection team discovered localized stress corrosion cracking (SCC) along the outer radius of several 316L stainless steel elbows. Curiously, a standard hand magnet strongly adhered to the cracked areas of these elbows, while the straight runs of the pipe remained completely non-magnetic.
The operations team suspected that the wrong material had been installed. However, chemical analysis confirmed the material was indeed 316L. The localized magnetism was caused by severe deformation-induced martensite (DIM) during the cold-bending process of the elbows. This phase change not only made the steel magnetic but also compromised its resistance to chloride-induced SCC.
The Outcome: Solution Annealing and Phase Restoration
To resolve the issue, we replaced the cracked elbows and implemented a strict post-bending heat treatment protocol. The new elbows were subjected to solution annealing at 1040°C (1900°F) followed by rapid water quenching, in accordance with ASTM A312.
This thermal processing successfully dissolved the magnetic martensitic phase back into a fully stable, non-magnetic austenitic phase. Post-treatment testing showed a magnetic permeability of 1.01, and the lines have now operated for over five years without any signs of cracking or magnetic response.
This case highlights why understanding the relationship between mechanical deformation, heat treatment, and magnetic properties is vital for piping integrity.
Frequently Asked Engineering Questions
Is 304 stainless steel magnetic?
Why does a magnet stick to some stainless steel bolts?
Can you make magnetic stainless steel non-magnetic?
Is 316L stainless steel less magnetic than 304?
Does magnetism affect the corrosion resistance of stainless steel?
Are duplex stainless steels magnetic?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: is stainless steel magnetic
Read these Guides



Related posts:
![Piping stress engineer analyzing 3D piping model on computer screen for stress analysis]()
Mastering Piping Stress Interview Questions: The Ultimate Engineering Guide
![Industrial steam jet ejector 3D CAD model showing inlet and discharge ports]()
What is an Ejector? Types, Parts, Datasheet, and Working Principles
![3D CAD model of industrial piping system showing color-coded piping classes and specifications.]()
Mastering the Piping Material Specification for Industrial Plant Design
![Industrial pig launcher and receiver station with quick-opening closure and bypass piping.]()
Design and Engineering of Pig Launchers and Receivers
![Close-up of an industrial dial pressure gauge mounted on a stainless steel pipe.]()
What is a Pressure Gauge and How Does It Work?
![3D cutaway diagram of an industrial ball valve showing internal components like the ball, stem, and seats.]()
What is a Ball Valve? Design, Types, and Engineering Standards