Table of Contents

Understanding Duplex Stainless Steel Properties and Industrial Piping Applications
In my 20 years of managing piping systems in offshore platforms and chemical processing plants, I have seen many materials fail under stress. Standard 316L stainless steel often succumbs to chloride-induced stress corrosion cracking within months in harsh marine environments. That is where duplex stainless steel changes the game. By balancing the microstructure, we get the best of both worlds: the stress corrosion cracking resistance of ferrite and the ease of fabrication of austenite.
When I specify materials for high-pressure, highly corrosive environments, I look for alloys that offer both mechanical strength and localized corrosion resistance. Duplex alloys deliver exactly that, boasting twice the yield strength of standard austenitic grades. This allows us to design piping systems with thinner walls, reducing overall structural weight and cutting material costs significantly.
Key Engineering Takeaways
- Dual-phase microstructure provides double the yield strength of standard austenitic steels.
- High resistance to chloride stress corrosion cracking makes it perfect for marine environments.
- Cost-effective alternative to high-nickel alloys due to lower nickel content.
- Strict temperature limits apply; not suitable for extreme cryogenic or high-temperature services.
- Welding requires precise heat input control to maintain the 50/50 phase balance.
Why Duplex Stainless Steel Outperforms Standard Alloys
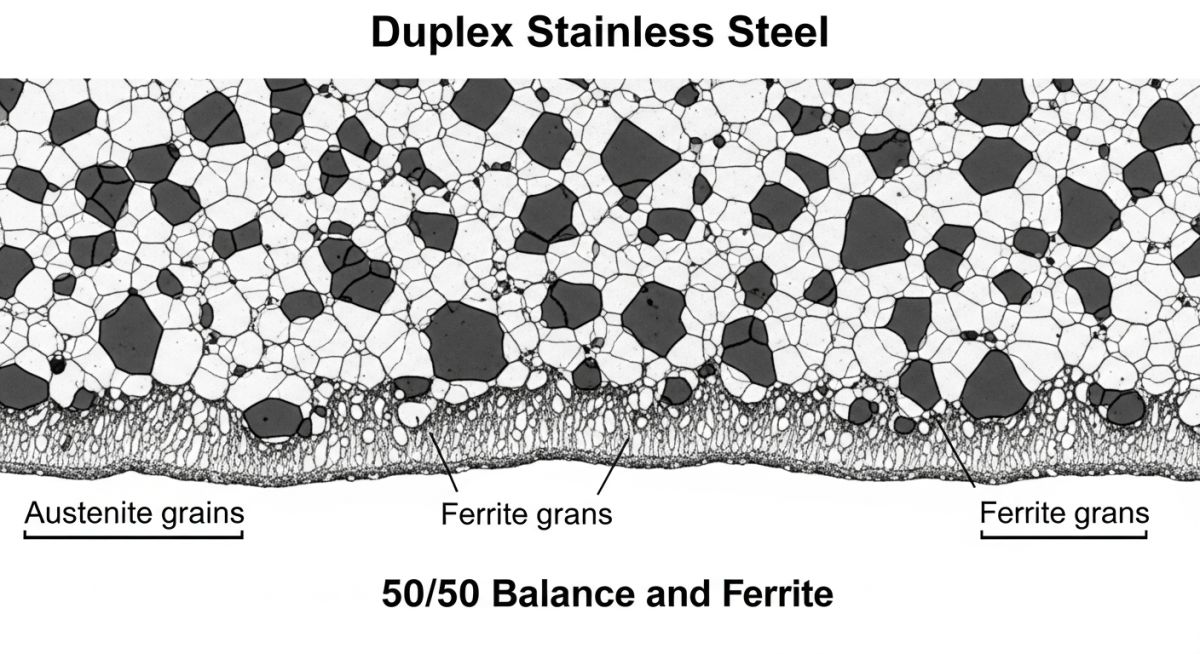
Duplex Stainless Steel Performance: The metallurgical synergy of a fifty-fifty austenite-ferrite grain structure that yields twice the mechanical strength of conventional austenitic grades while maintaining high localized pitting resistance in accordance with NACE MR0175 requirements.
The secret behind the performance of duplex stainless steel lies in its balanced dual-phase microstructure. Unlike standard austenitic stainless steels (like 304 or 316) which have a face-centered cubic crystal structure, or ferritic stainless steels (like 430) which have a body-centered cubic structure, duplex alloys contain a mixture of both. This phase balance is typically targeted at a 50/50 ratio, though a range of 40% to 60% of either phase is acceptable under most international standards.
To achieve this dual-phase structure, chemical compositions are carefully controlled. Chromium and molybdenum act as ferrite stabilizers, while nickel and nitrogen act as austenite stabilizers. During the cooling process of manufacturing or welding, the material solidifies completely as ferrite. As it cools further, austenite nucleates and grows at the ferrite grain boundaries. If the cooling rate is too fast, too much ferrite remains, leading to reduced toughness. If the cooling rate is too slow, detrimental intermetallic phases can precipitate.
The Pitting Resistance Equivalent Number (PREN)
To quantify the resistance of duplex alloys to localized pitting and crevice corrosion, we use the Pitting Resistance Equivalent Number (PREN). The formula is calculated as follows:
Standard duplex grades like 2205 typically have a PREN value between 33 and 35, whereas super duplex grades like 2507 must have a PREN value greater than 40 to ensure high resistance in aggressive chloride environments.
Duplex stainless steels are susceptible to embrittlement when exposed to temperatures between 300 degrees Celsius and 475 degrees Celsius. This is known as “475-degree Celsius embrittlement” where the ferrite phase separates into chromium-rich and chromium-poor domains. Therefore, design codes like ASME B31.3 limit the maximum continuous service temperature of duplex alloys to 315 degrees Celsius (600 degrees Fahrenheit).
Chemical Composition of Duplex Stainless Steel
Duplex Stainless Steel Composition: The precise chemical allocation of chromium, nickel, molybdenum, and nitrogen designed to stabilize the dual-phase matrix and prevent intermetallic phase precipitation during thermal cycles under ASTM A240 specifications.
| Grade (UNS) | Common Name | Cr (%) | Ni (%) | Mo (%) | N (%) | Other Elements |
|---|---|---|---|---|---|---|
| UNS S32101 | Lean Duplex 2101 | 21.0 – 22.0 | 1.3 – 1.7 | 0.1 – 0.8 | 0.20 – 0.25 | Mn: 4.0 – 6.0 |
| UNS S32205 | Standard Duplex 2205 | 22.0 – 23.0 | 4.5 – 6.5 | 3.0 – 3.5 | 0.14 – 0.20 | C: 0.03 max |
| UNS S32750 | Super Duplex 2507 | 24.0 – 26.0 | 6.0 – 8.0 | 3.0 – 5.0 | 0.24 – 0.32 | Cu: 0.5 max |
| Grade (UNS) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Min PREN |
|---|---|---|---|---|
| UNS S32101 | 450 | 650 | 30 | 26 |
| UNS S32205 | 450 | 655 | 25 | 35 |
| UNS S32750 | 550 | 750 | 25 | 41 |
| Entity | Acronym | Physical Parameter | Standard Reference |
|---|---|---|---|
| Pitting Resistance Equivalent Number | PREN | Localized corrosion resistance index | ASTM A240 |
| Ferrite Number | FN | Magnetic measurement of ferrite content | AWS A4.2 |
| Critical Pitting Temperature | CPT | Minimum temperature for pitting initiation | ASTM G48 |
| Stress Corrosion Cracking | SCC | Environmentally assisted cracking mechanism | NACE MR0175 |
Field Verification of Duplex Stainless Steel
Duplex Stainless Steel Field Verification: The mandatory quality control protocol executed on-site to verify phase balance, positive material identification, and heat input limits during welding operations in compliance with API RP 582.
When duplex stainless steel arrives on-site, you cannot treat it like standard carbon steel or even standard 316L. The dual-phase structure is highly sensitive to thermal cycles. I have established this field verification checklist over years of troubleshooting weld failures to ensure that the material’s corrosion resistance and mechanical properties are preserved during installation.
On-Site Quality Control Checklist
-
Positive Material Identification (PMI): Perform 100% PMI on all received pipes, fittings, and flanges to confirm correct chromium, nickel, and molybdenum levels.
-
Ferrite Content Measurement: Use a calibrated Feritscope to measure the ferrite content of the base metal and completed welds. The target range must be between 35% and 65% ferrite.
-
Welding Heat Input Control: Monitor and record welding heat input. For standard duplex 2205, maintain heat input between 0.5 and 1.5 kJ/mm. For super duplex 2507, limit heat input to 0.2 to 1.0 kJ/mm.
-
Interpass Temperature Limits: Ensure the interpass temperature does not exceed 150 degrees Celsius (300 degrees Fahrenheit) for standard duplex and 100 degrees Celsius (212 degrees Fahrenheit) for super duplex.
-
Shielding and Backing Gas: Verify that pure argon or an argon-nitrogen mixture (typically 98% Ar + 2% N2) is used for shielding and backing to prevent nitrogen loss from the weld pool.
Field Case Study: Real-World Application
A coastal chemical processing facility experienced repeated failures of 316L stainless steel piping handling chlorinated process water at 60 degrees Celsius. The piping suffered from severe pitting and stress corrosion cracking near the heat-affected zones of the welds, leading to hazardous leaks and unscheduled shutdowns every 8 months.
I led the engineering team to replace the entire chlorinated water line with UNS S32205 duplex stainless steel. We implemented strict welding controls, including a 1.2 kJ/mm heat input limit and 98% Argon + 2% Nitrogen backing gas. After 5 years of continuous operation, ultrasonic testing and visual inspections showed zero signs of pitting, cracking, or wall thinning, saving the operator over 450,000 in maintenance costs.
My direct recommendation for any project handling high-chloride process streams is to perform a lifecycle cost analysis early in the design phase. While the initial material cost of duplex stainless steel is higher than standard austenitic grades, the elimination of maintenance shutdowns and the ability to use thinner wall thicknesses makes it the most economical choice over the system’s operating life.
Frequently Asked Engineering Questions
What is the difference between duplex and super duplex stainless steel?
Why is heat input so critical when welding duplex stainless steel?
Can duplex stainless steel be used in cryogenic applications?
How does the thermal expansion of duplex compare to carbon steel and austenitic stainless steel?
What is the significance of the PREN value for duplex alloys?
How do you measure the ferrite content of a duplex weld in the field?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: Duplex Stainless Steel
Read these Guides
- 📄 Carbon Steel vs Stainless Steel: Differences Every Engineer Must Understand
- 📄 Types of Steel: Complete Guide to Steel Grades, Classification & Real-World Applications
- 📄 How to Calculate Weight of a Steel Plate? Steel Plate Weight Calculator (2026)
- 📄 Stainless Steel vs Alloy Steel: 2026 Material Engineering Guide



Related posts:
![Close-up of a composite-wrapped pipeline on an offshore oil rig showing woven fiber texture.]()
How Anti-Corrosive Composites Protect Critical Oil and Gas Assets
![Infographic flowchart of the GRP GRE FRP piping stress analysis workflow in START-PROF.]()
Rigid Struts: Definition, Applications, and Modeling in Caesar II
![3D stress analysis model of GRP piping system in START-PROF software showing stress distribution.]()
Stress Analysis of GRP / GRE / FRP Piping using START-PROF
![Industrial centrifugal pump installed on a concrete foundation with precision piping and alignment.]()
How to Use a Pump Installation Checklist for Maximum Reliability
![3D Caesar II pipe stress analysis model of a centrifugal pump piping system showing stress distribution.]()
Pump-Piping Alignment Caesar II Stress Analysis Methodology
![3D render of a structural steel cross-bracing connection with a gusset plate.]()
Mastering Steel Connections with a Cross-Bracing Design Example