Table of Contents

How to Weld Galvanized Steel Safely and Prevent Risks
In my 20 years of managing piping systems and heavy structural fabrication yards, I have seen many welders attempt to weld galvanized steel as if it were standard carbon steel. This is a dangerous mistake. The moment your welding arc hits that bright, zinc-coated surface, you are not just making a weld; you are initiating a highly volatile chemical reaction. The zinc coating vaporizes instantly, releasing a thick, suffocating cloud of yellow-green zinc oxide fumes.
If you have ever experienced a sweet, metallic taste in your mouth followed by severe joint aches and shivering hours after a shift, you have experienced metal fume fever. Beyond the immediate health hazards, welding directly over zinc ruins the mechanical properties of your joint, leading to severe porosity, slag inclusions, and cracking.
Key Engineering Takeaways
- Mechanical removal of the zinc coating at least two inches back from the weld prep zone is the absolute gold standard for structural welds.
- Proper selection of welding consumables, such as low-hydrogen electrodes or specialized flux-cored wires, is necessary to minimize porosity.
- High-vacuum source extraction and positive-pressure respirators are non-negotiable safety requirements to prevent zinc oxide inhalation.
- Post-weld inspection must include non-destructive testing to check for subsurface cracking caused by liquid metal embrittlement.
How to Weld Galvanized Steel Safely
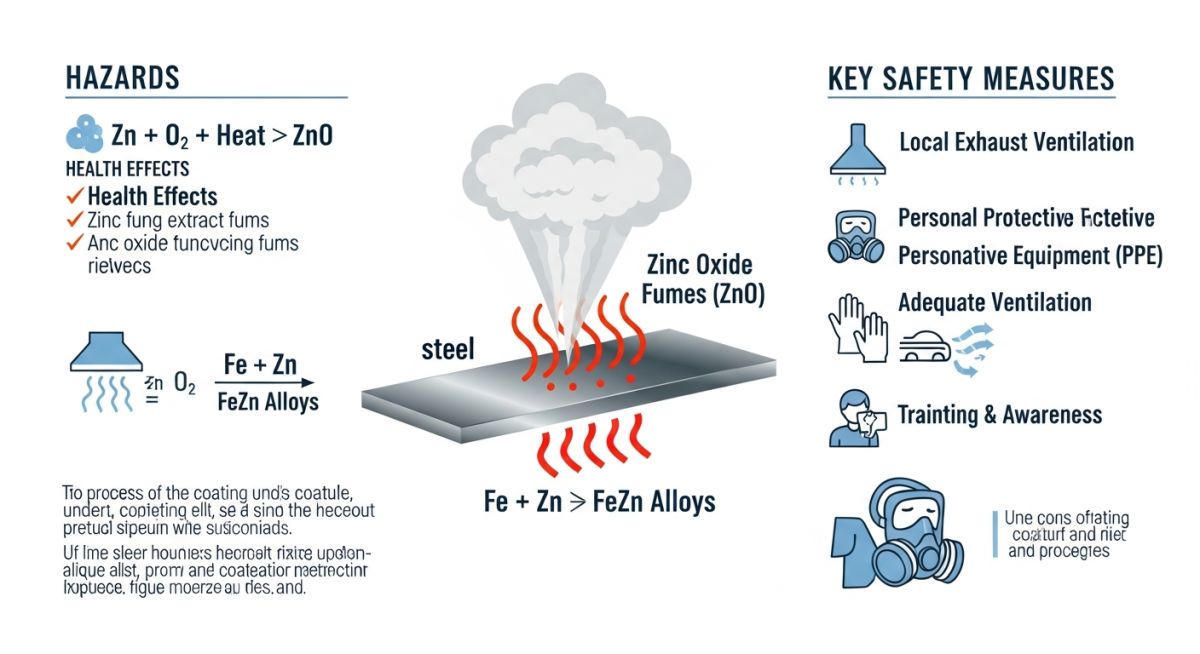
To understand why galvanized steel behaves so poorly under an arc, we must look at the physics of the materials. Carbon steel melts at approximately 1500 degrees Celsius. Zinc, however, melts at a much lower 419.5 degrees Celsius and boils at 907 degrees Celsius. When you strike an arc, the temperature instantly exceeds 3000 degrees Celsius. This means the zinc coating does not just melt; it vaporizes and expands violently before the steel even begins to liquefy.
This rapid vaporization creates two distinct problems. First, the expanding zinc gas gets trapped inside the solidifying weld pool, creating a network of internal voids known as piping porosity or “wormholes.” Second, the vaporized zinc reacts with atmospheric oxygen to form zinc oxide (ZnO) particulates. These fine white particles are highly toxic when inhaled.
The Physics of Liquid Metal Embrittlement (LME)
One of the most insidious risks in structural applications is Liquid Metal Embrittlement (LME). When welding over zinc, molten zinc can penetrate the grain boundaries of the hot structural steel. Under the tensile stresses of welding and cooling, this penetration causes micro-cracking that is often invisible to the naked eye. Over time, these micro-cracks propagate under cyclic loading, leading to sudden, catastrophic structural failure.
Never weld load-bearing structural joints or high-pressure piping systems without completely removing the zinc coating. Relying on the welding arc to “burn off” the zinc is a dangerous practice that violates AWS D1.1 Structural Welding Code guidelines and guarantees a high rate of weld rejection during ultrasonic or radiographic testing.
Calculating Zinc Coating Thickness and Heat Input
In industrial fabrication, we must calculate the zinc coating weight to understand the severity of the hazard. The thickness of a hot-dip galvanized coating is typically expressed in microns or ounces per square foot. You can calculate the coating thickness using this standard engineering formula:
Coating Thickness (microns) = Coating Weight (grams per square meter) / 7.14
For a standard structural steel beam with a coating weight of 610 grams per square meter, the zinc thickness is approximately 85 microns. When welding this material, you must adjust your heat input. High heat input increases the volume of vaporized zinc, which increases both the health hazard and the risk of weld porosity. Therefore, keeping your heat input low and using a wider joint preparation angle is highly recommended.
How to Weld Galvanized Steel Without Defects
To achieve high-quality welds on galvanized steel, you must select the correct welding process and consumables. The table below outlines the recommended parameters and techniques for the three most common welding processes used in industrial fabrication.
| Welding Process | Recommended Consumable | Travel Speed & Technique | Shielding Gas / Flux | Porosity Risk Level |
|---|---|---|---|---|
| SMAW (Stick) | E6011 (Root), E7018 (Fill) | Slow travel speed with a whipping motion to burn off zinc ahead of the weld pool. | Cellulosic/Low-Hydrogen Flux | Low (with proper technique) |
| GMAW (MIG) | ER70S-6 | Slower travel speed; use a slight weaving motion to allow zinc gas to escape. | 75% Argon / 25% CO2 | High (requires complete zinc removal) |
| FCAW (Flux-Cored) | E71T-11 or E71T-GS | Standard drag technique; the aggressive arc easily penetrates the zinc layer. | Self-Shielding or 100% CO2 | Medium |
Technical Mapping & Specifications Matrix
This matrix maps the core technical entities, physical parameters, and hyperlinked standard references required for engineering compliance during galvanized steel fabrication.
| Technical Entity | Physical Parameter | Governing Standard | Engineering Control Limit |
|---|---|---|---|
| Zinc Oxide Fumes | Particulate Size: 0.05 to 1.0 microns | OSHA 1910.1000 Table Z-1 | PEL: 5 mg/m³ (8-hour TWA) |
| Coating Removal Zone | Width: 1 to 2 inches from weld prep | AWS D19.0 Welding Zinc-Coated Steel | 100% bare metal exposure |
| Post-Weld Coating | Zinc-rich paint: Min 92% zinc in dry film | ASTM A780 / A780M | Thickness equal to or greater than original |
Galvanized Welding Quality Checklist
Before allowing any welding operations on galvanized steel in your facility or job site, execute this verification checklist. Skipping even one of these steps can lead to severe health issues for your crew or structural weld failures.
Pre-Welding Site Verification Steps
Field Case Study: Real-World Application
The Problem: Structural Failure and Welder Illness
During the construction of an outdoor pipe rack system at a coastal chemical plant, a mechanical contractor was tasked with welding galvanized structural steel frames. To save time, the field supervisor instructed the welders to weld directly over the galvanized coating using standard GMAW (MIG) with ER70S-6 wire, claiming the arc would “burn through” the zinc.
Within three days, four welders were admitted to the site clinic with severe flu-like symptoms, including high fevers, chills, and intense muscle aches—classic signs of metal fume fever. Furthermore, during a routine visual inspection, the quality control manager noticed extensive surface porosity and micro-cracking along the weld toes. Subsequent ultrasonic testing (UT) revealed that 85% of the welded joints suffered from severe internal piping porosity and liquid metal embrittlement cracking, failing to meet AWS D1.1 structural standards.
The Outcome: Remediation and Safety Implementation
I was brought in as an external consultant to remediate the project. We immediately halted all welding operations and implemented a strict corrective action plan:
- All defective welds were completely gouged out and ground back to bare steel.
- We mandated a 2-inch mechanical grind-back zone using pneumatic grinders to ensure 100% zinc removal before re-welding.
- We installed high-vacuum source extraction units at every welding station and provided PAPR helmets to all welders.
- We switched the welding process to SMAW using E6011 for the root pass to burn off any trace zinc, followed by E7018 low-hydrogen electrodes for the fill passes.
Following these changes, the remaining 450 structural joints were welded with a 100% pass rate on both UT and visual inspections. Most importantly, zero health incidents or cases of metal fume fever were reported for the remainder of the project.
Frequently Asked Engineering Questions
What is metal fume fever and how do you prevent it?
Can you weld galvanized steel without grinding off the zinc?
Which welding electrode is best for galvanized steel?
Does welding galvanized steel weaken the structural joint?
What PPE is mandatory when welding galvanized steel?
How do you restore corrosion resistance after welding?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: welding galvanized steel
Related posts:
![Piping stress engineer analyzing 3D piping model on computer screen for stress analysis]()
Mastering Piping Stress Interview Questions: The Ultimate Engineering Guide
![Industrial steam jet ejector 3D CAD model showing inlet and discharge ports]()
What is an Ejector? Types, Parts, Datasheet, and Working Principles
![3D CAD model of industrial piping system showing color-coded piping classes and specifications.]()
Mastering the Piping Material Specification for Industrial Plant Design
![Industrial pig launcher and receiver station with quick-opening closure and bypass piping.]()
Design and Engineering of Pig Launchers and Receivers
![Close-up of an industrial dial pressure gauge mounted on a stainless steel pipe.]()
What is a Pressure Gauge and How Does It Work?
![3D cutaway diagram of an industrial ball valve showing internal components like the ball, stem, and seats.]()
What is a Ball Valve? Design, Types, and Engineering Standards