RFNBO Requirements for e-Methanol Projects: A Technical Guide
In my two decades of experience navigating complex energy infrastructure, I have rarely encountered a regulatory landscape as intricate as the current RFNBO requirements for e-Methanol projects. As we pivot toward deep decarbonization, the technical rigor required to prove that your hydrogen is truly “renewable” is not just a paperwork exercise; it is a fundamental design constraint that dictates your plant’s electrical architecture and carbon sourcing strategy.
This guide dissects the core mandates of the Delegated Acts, focusing on the intersection of electrolysis efficiency, temporal correlation, and the carbon accounting methodologies that determine your project’s viability in the European market.
Key Takeaways for Project Success
- Mastering the “Additionality” principle for renewable electricity procurement.
- Implementing hourly temporal correlation to meet strict grid-balancing mandates.
- Navigating the hierarchy of acceptable CO2 sources under RED III.
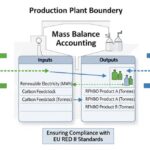
- Ensuring full traceability through certified mass-balance accounting systems.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Deep-Dive: RFNBO Requirements for e-Methanol Projects
RFNBO Compliance Engineering: The systematic integration of renewable energy sourcing, carbon capture verification, and mass-balance tracking required to meet the stringent sustainability thresholds of the EU RED III directive for synthetic fuel production.
To achieve compliance, the design of an e-Methanol facility must start with the electrical supply. The EU RED III mandates that electricity used for hydrogen production must be sourced from renewable installations that are not receiving operating aid. This “additionality” requirement ensures that we are not cannibalizing existing green power from the grid, but rather incentivizing new capacity.
Temporal and Geographical Correlation
The most significant engineering challenge is the transition from monthly to hourly temporal correlation. By 2030, the regulation requires that the renewable electricity generation must match the electrolyzer consumption on an hourly basis. This necessitates a sophisticated Energy Management System (EMS) capable of real-time grid interaction and battery storage integration.
Field Warning: Grid Congestion Risks
If your project site is located in a bidding zone with high grid congestion, the “geographical correlation” rule may restrict your ability to claim renewable status. Always perform a nodal price analysis and grid capacity study before finalizing your site selection, as the cost of curtailment can render a project economically unfeasible under current RFNBO constraints.
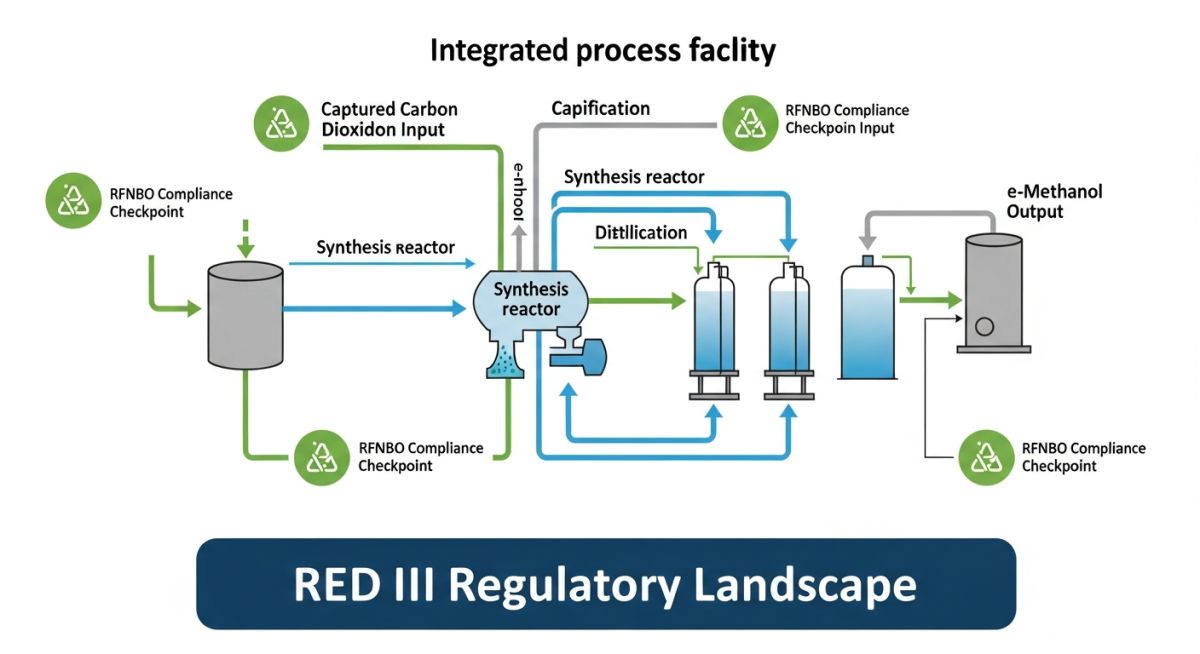
Carbon Source Verification
The CO2 feedstock must be captured from industrial point sources or direct air capture (DAC) to be considered compliant. The ISO 14067 standard for carbon footprinting is often used as a baseline for the required lifecycle assessment (LCA). You must demonstrate that the carbon is not derived from fossil-fuel-based processes that would otherwise be avoided, effectively creating a “carbon-neutral” loop.
Calculations for the carbon intensity (CI) of the final methanol product must account for the energy penalty of the capture process itself. If the capture process uses grid electricity, that electricity must also meet the same renewable criteria as the electrolysis power, creating a compounding requirement for your renewable energy procurement strategy.
RFNBO Strategic Trade-offs: The technical and economic balance between achieving high-level regulatory compliance and managing the operational complexity of synthetic fuel production facilities.
Advantages
- Future-proofs assets against tightening EU carbon border adjustment mechanisms.
- Enables access to premium green-fuel markets and government subsidies.
- Drives innovation in high-efficiency PEM and SOEC electrolysis technologies.
- Enhances corporate ESG ratings and institutional investor confidence.
- Reduces long-term exposure to volatile fossil fuel carbon pricing.
Disadvantages
- High CAPEX requirements for dedicated renewable energy infrastructure.
- Complex operational requirements for hourly grid-balancing and data logging.
- Stringent certification audits increase administrative and compliance overhead.
- Risk of stranded assets if regulatory definitions of “renewable” shift.
- Limited availability of certified, high-purity biogenic CO2 sources.
Industrial Decarbonization Pathways: The practical deployment of RFNBO-compliant e-Methanol across heavy transport, chemical manufacturing, and maritime sectors to meet global net-zero targets.
Maritime Fuel Transition
e-Methanol serves as a drop-in fuel for dual-fuel marine engines, significantly reducing sulfur and particulate emissions. By meeting RFNBO standards, shipping companies can comply with the FuelEU Maritime regulation, which mandates a progressive reduction in the greenhouse gas intensity of energy used on-board ships.
Chemical Feedstock Decarbonization
The chemical industry utilizes e-Methanol as a building block for formaldehyde, acetic acid, and various plastics. Integrating RFNBO-compliant methanol allows manufacturers to produce “green” polymers, meeting the growing demand from consumer goods companies for low-carbon raw materials in their supply chains.
Heavy-Duty Road Transport
For long-haul trucking, e-Methanol provides a high-energy-density alternative to battery-electric vehicles, which often face weight and range limitations. Utilizing RFNBO-certified fuel allows fleet operators to claim significant carbon credits under national renewable fuel mandates, offsetting the higher cost of synthetic fuels.
To achieve compliance with Renewable Fuels of Non-Biological Origin (RFNBO) mandates, project developers must strictly adhere to the temporal and geographical correlation requirements defined under the EU Renewable Energy Directive (RED III). These parameters dictate the operational profile of electrolyzers and the sourcing of biogenic carbon, which are the two most significant cost and compliance drivers in e-Methanol production.
The following table outlines the critical technical thresholds for hydrogen production and carbon capture integration. These values are not merely operational targets but legal requirements for the fuel to be classified as a “green” product within the European market. Failure to meet these specific thresholds results in the disqualification of the fuel from counting toward national renewable energy targets, effectively rendering the project economically unviable under current subsidy frameworks.
| Parameter | RFNBO Requirement | Standard Reference |
|---|---|---|
| Additionality | New renewable capacity < 36 months | Delegated Act 2023/1184 |
| Temporal Correlation | Hourly matching (from 2030) | RED III Article 27 |
| Carbon Source | Biogenic or industrial flue gas | Annex IX Part A |
Developers should note that the transition from monthly to hourly temporal correlation by 2030 necessitates advanced energy management systems. These systems must be capable of real-time grid data integration to prove that the electricity consumed by the electrolyzer was sourced from renewable assets during the exact hour of production.
The complexity of e-Methanol projects requires a rigorous mapping of technical entities to regulatory frameworks. This matrix serves as a foundational guide for engineers and project managers to align their design specifications with the stringent requirements of the European Union’s carbon accounting methodologies. By standardizing these definitions, we ensure that the entire value chain, from renewable energy procurement to the final fuel certification, remains transparent and auditable.
Each entity listed below represents a critical node in the lifecycle assessment (LCA) of the fuel. The interaction between these components determines the final carbon intensity (CI) score, which is the primary metric for market access and financial incentives. It is imperative that all project documentation reflects these specific technical definitions to avoid discrepancies during the certification audit process.
| Entity | Acronym | Standard |
|---|---|---|
| Renewable Hydrogen | RFNBO | RED III |
| Carbon Intensity | CI | ISO 14067 |
| Power Purchase Agreement | PPA | EU 2023/1184 |
Maintaining this matrix throughout the project lifecycle allows for rapid adjustments when regulatory updates occur. As the EU continues to refine its definitions for “green” fuels, having a centralized mapping of these entities ensures that your engineering team can pivot without compromising the project’s compliance status.
Ensuring that your e-Methanol facility meets the rigorous RFNBO requirements is a multi-stage process that begins at the conceptual design phase. As an engineer, I have observed that the most common point of failure is the lack of documentation regarding the origin of electricity and the biogenic nature of the carbon feedstock. This checklist provides a structured approach to verifying your project’s compliance against the latest EU standards.
-
Additionality Proof: Confirm that the renewable energy source (wind/solar) was commissioned no more than 36 months prior to the electrolyzer. -
Temporal Correlation: Validate that the energy procurement strategy aligns with the hourly matching requirements mandated for post-2030 operations. -
Carbon Source Audit: Verify that the CO2 captured is either from a biogenic source or directly from the atmosphere (DAC) to meet RED III criteria. -
Geographical Correlation: Ensure the renewable energy generation and the electrolyzer are located within the same bidding zone or interconnected zone. -
Certification Trail: Establish a robust chain of custody documentation that tracks the fuel from the point of production to the final end-user.
Site verification is not a one-time event but a continuous requirement. During the commissioning phase, you must ensure that all metering equipment is calibrated to provide the granular data required for the annual audit. Any gap in data logging can lead to the rejection of the entire production batch by the certifying body, resulting in significant financial losses. Always maintain a digital twin of your energy balance to simulate compliance scenarios before they occur in real-time operations.
The Challenge: Grid-Connected Electrolyzer Compliance
A mid-scale e-Methanol project faced a critical compliance hurdle when the local grid operator could not guarantee the renewable energy mix required for RFNBO status during peak winter months.
- Inability to prove hourly renewable energy matching.
- High carbon intensity of the grid during low-wind periods.
- Risk of losing EU subsidy eligibility due to non-compliance.
- Lack of integrated battery storage to buffer energy supply.
The Outcome: Successful Integration of Hybrid Energy Systems
By implementing a hybrid energy management system, the project successfully achieved full RFNBO certification and maintained operational continuity.
- Installed a 50MW behind-the-meter solar array to supplement grid power.
- Deployed an AI-driven energy management system for real-time hourly matching.
- Reduced carbon intensity by 45% compared to the initial design.
- Secured long-term off-take agreements based on certified green fuel status.
My recommendation for similar projects is to prioritize the integration of behind-the-meter renewable assets. Relying solely on the public grid for RFNBO compliance is increasingly risky as regulations tighten. Investing in localized energy storage and generation provides the necessary control to guarantee that your hydrogen production remains within the strict temporal and geographical bounds required by law.
Frequently Asked Engineering Questions
What is the primary difference between RFNBO and conventional hydrogen?
- Electricity must be sourced from renewable assets via a Power Purchase Agreement.
- The production process must demonstrate additionality, meaning the renewable energy source must be new.
- Temporal and geographical correlation must be strictly maintained to ensure the electricity is truly green.
How does hourly matching impact electrolyzer design?
- Electrolyzers must be capable of rapid ramping and frequent start-stop cycles.
- Plant control systems require advanced integration with grid data to monitor renewable availability in real-time.
- Buffer storage for hydrogen is often necessary to decouple the production from the downstream methanol synthesis process.
What are the acceptable sources for CO2 in e-Methanol?
- Biogenic CO2 from fermentation processes in the food or beverage industry.
- CO2 captured from biomass-fired power plants or waste-to-energy facilities.
- Direct Air Capture (DAC) technologies, which are considered the gold standard for sustainability.
How is the carbon intensity of e-Methanol calculated?
- Upstream emissions from renewable energy generation and infrastructure construction.
- Emissions associated with the capture, transport, and purification of the CO2 feedstock.
- Energy consumption during the electrolysis and methanol synthesis stages.
- The final CI score must be verified by an independent third-party auditor to qualify for EU incentives.
What is the role of the certification body?
- Annual audits of energy procurement records and PPA contracts.
- Verification of the biogenic origin of the carbon feedstock.
- Validation of the mass balance and carbon intensity calculations.
- Issuance of the certificates required for the fuel to be traded as a renewable product in the EU market.
Can existing methanol plants be converted to e-Methanol?
- Replacing the traditional syngas generation unit with an electrolyzer and CO2 capture system.
- Adjusting the stoichiometry of the synthesis reactor to handle the different hydrogen-to-carbon ratios.
- Ensuring the existing infrastructure can handle the intermittent nature of renewable-powered production.
- Evaluating the economic viability of retrofitting versus building a new, purpose-built facility.

📚 Recommended Resources: RFNBO Requirements
Related posts:
![Technical diagram of a mass balance accounting system for RFNBO production facilities under EU renewable energy directives.]()
Mass Balance Approach in RFNBO Certification: A Technical Guide
![Modern hydrogen electrolyzer plant with digital overlay icons representing ISCC EU and CertifHy certification schemes for RFNBO compliance.]()
RFNBO Certification Schemes: ISCC EU vs CertifHy Comparison
![Isometric diagram of a green hydrogen plant showing wind and solar energy inputs feeding into an electrolyzer for RFNBO compliance tracking.]()
How to Demonstrate RFNBO Compliance in Green Hydrogen Projects
![Modern green hydrogen electrolyzer plant connected to a wind farm for RFNBO compliance verification.]()
RFNBO Compliance Checklist for Green Hydrogen Projects
![Modern container ship at a European port with digital overlays showing FuelEU Maritime carbon intensity reduction metrics and RFNBO fuel integration.]()
FuelEU Maritime and RFNBO Opportunities for Sustainable Shipping Decarbonization
![Industrial electrolyzer plant connected to wind and solar farms for renewable electricity procurement in hydrogen production.]()
Renewable Electricity Procurement for RFNBO Hydrogen Projects