Mass Balance Approach in RFNBO Certification: A Technical Guide
In my two decades of managing complex industrial piping and process systems, I have observed that the transition to Renewable Fuels of Non-Biological Origin (RFNBO) hinges entirely on the integrity of data. The mass balance approach is not merely an administrative burden; it is the technical backbone that proves your facility is truly producing green hydrogen or synthetic fuels rather than relying on fossil-based grid inputs.
When we design process plants for RFNBO compliance, we must treat the mass balance as a critical process variable, similar to pressure or temperature. If the accounting fails, the certification fails. This guide breaks down the technical requirements for maintaining a verifiable chain of custody, ensuring your facility meets the stringent audit expectations set by European regulatory frameworks.
Key Takeaways for Engineering Teams:
- Understand the physical boundaries of your conversion facility.
- Implement automated flow metering to satisfy audit requirements.
- Maintain strict temporal correlation between renewable electricity and hydrogen production.
- Ensure all mass balance records are immutable and audit-ready.
Technical Implementation of the RFNBO Mass Balance Approach
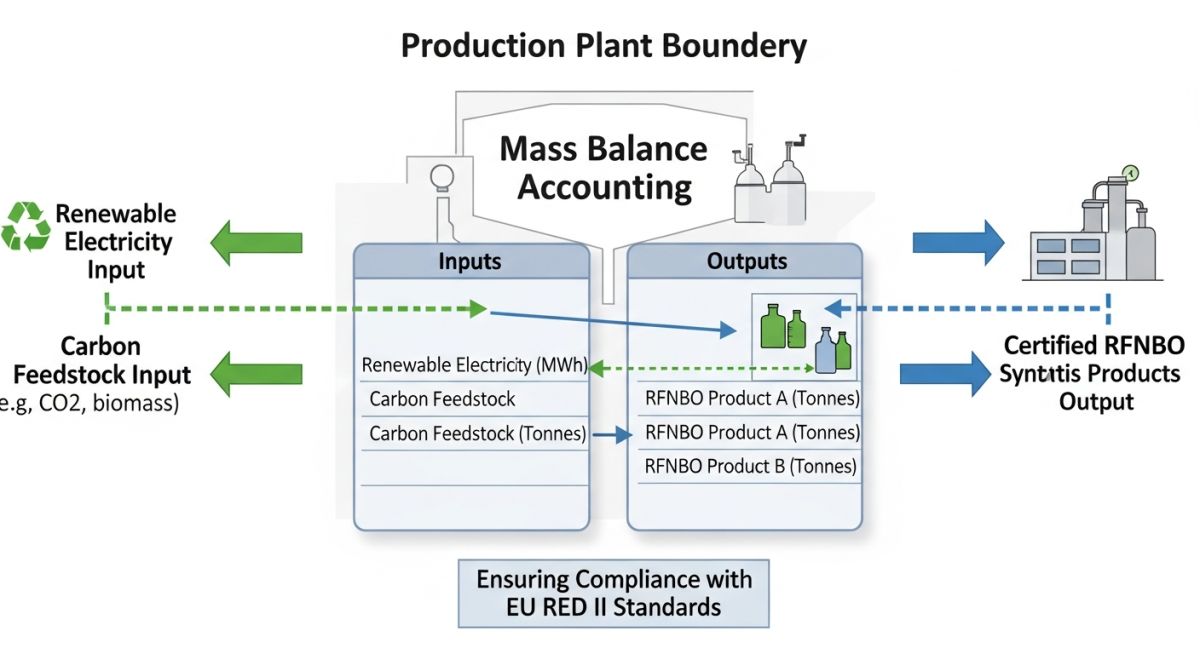
RFNBO Mass Balance Implementation: A systematic engineering framework requiring precise quantification of mass inputs and outputs across a defined system boundary to verify the renewable fraction of produced fuels.
To achieve compliance, engineers must define the “System Boundary” with absolute clarity. In a typical electrolysis plant, the boundary encompasses the water treatment unit, the electrolyzer stack, and the downstream purification or methanation units. The mass balance equation is straightforward in theory: the sum of mass inputs must equal the sum of mass outputs plus any accumulation or losses within the system. However, in practice, we must account for conversion efficiencies, purge gas losses, and fugitive emissions.
The technical challenge lies in the “temporal correlation.” Under RED II, the electricity used for hydrogen production must be matched with renewable generation. If your facility uses a mix of grid power and direct-line renewable power, the mass balance must dynamically adjust to reflect the hourly renewable fraction. We use high-precision Coriolis flow meters for mass flow measurement, as they provide the density and mass flow data required for high-fidelity reporting.
Engineering Warning: Measurement Uncertainty
Standard industrial flow meters often operate with a 1-2% uncertainty margin. For RFNBO certification, this margin can lead to non-compliance if the cumulative error pushes your renewable fraction below the required threshold. Always specify meters with a certified uncertainty of less than 0.5% and implement redundant measurement loops at critical nodes.
Record-keeping requirements demand that every kilogram of feedstock is tracked. We utilize a “Mass Balance Period,” typically set to a maximum of 12 months, though I strongly recommend monthly reconciliation to catch discrepancies early. During an audit, the verifier will cross-reference your flow meter logs with electricity purchase agreements and grid emission factors. If the mass balance does not close, the entire batch of fuel may be disqualified from the renewable incentive scheme.
Mass Balance Methodology Assessment: A comparative analysis of the operational flexibility versus the administrative rigor required for maintaining RFNBO certification compliance.
Advantages
- Allows for the mixing of renewable and non-renewable feedstocks within a single process stream.
- Provides a scalable framework for large-scale industrial facilities with complex piping networks.
- Reduces the need for dedicated, physically separated infrastructure for renewable vs. fossil fuels.
- Facilitates easier integration into existing supply chains without requiring total plant redesign.
- Supports dynamic reporting based on actual production data rather than theoretical estimates.
Disadvantages
- Requires high-capital investment in precision instrumentation and automated data logging.
- Demands rigorous, continuous monitoring to prevent “mass balance leakage” or accounting errors.
- Increases the complexity of third-party audits due to the volume of data points involved.
- Risk of batch disqualification if the mass balance fails to close within the reporting period.
- High administrative burden for maintaining chain of custody documentation across multiple suppliers.
Industrial RFNBO Integration: Strategic deployment of mass balance protocols across diverse renewable energy sectors to ensure regulatory compliance and sustainability verification.
Green Hydrogen Electrolysis Plants
Large-scale PEM or Alkaline electrolyzers utilize mass balance to track the conversion of demineralized water and renewable electricity into hydrogen. By correlating the hourly electricity input with the hydrogen output, the facility proves its RFNBO status to grid operators and off-takers.
Synthetic E-Fuel Production Facilities
E-fuel plants combine green hydrogen with captured carbon dioxide to produce synthetic kerosene or methanol. The mass balance approach is critical here to track the carbon source and the renewable energy input, ensuring the final product meets the stringent carbon intensity reduction targets.
Renewable Ammonia Synthesis Units
Ammonia production for the fertilizer industry is shifting toward green hydrogen feedstocks. Mass balance protocols allow these plants to blend green hydrogen with traditional natural gas-derived hydrogen while maintaining a certified percentage of renewable ammonia for the market.
Industrial Feedstock Decarbonization
Existing chemical plants retrofitting for renewable inputs use mass balance to manage the transition period. This allows the facility to gradually increase the renewable fraction of their feedstock without shutting down production or installing entirely new parallel piping systems.
In the context of Renewable Fuels of Non-Biological Origin (RFNBO) certification, the mass balance approach serves as the primary accounting mechanism for tracking sustainability characteristics through complex supply chains. This methodology allows for the mixing of certified and non-certified feedstocks or products within a defined system, provided that the physical output does not exceed the certified input volume, adjusted for conversion factors.
The following table outlines the critical parameters required for maintaining a robust mass balance ledger. Engineers must ensure that these variables are tracked with high temporal resolution, typically aligned with production batch cycles or monthly reporting periods, to satisfy the requirements set forth in the Renewable Energy Directive (RED II) and subsequent delegated acts.
| Parameter | Unit | Standard Reference | Frequency |
|---|---|---|---|
| Input Feedstock Mass | Metric Tonnes | ISO 14067 | Per Batch |
| Conversion Efficiency | Percentage | ASME PTC 46 | Continuous |
| Sustainability Credits | GJ/t | RED II Annex V | Monthly |
| Mass Balance Period | Months | ISCC 202 | Quarterly |
Maintaining these records requires strict adherence to the conversion factors established during the plant design phase. Any deviation in the mass balance ledger must be reconciled within the designated accounting period to prevent non-compliance findings during third-party audits.
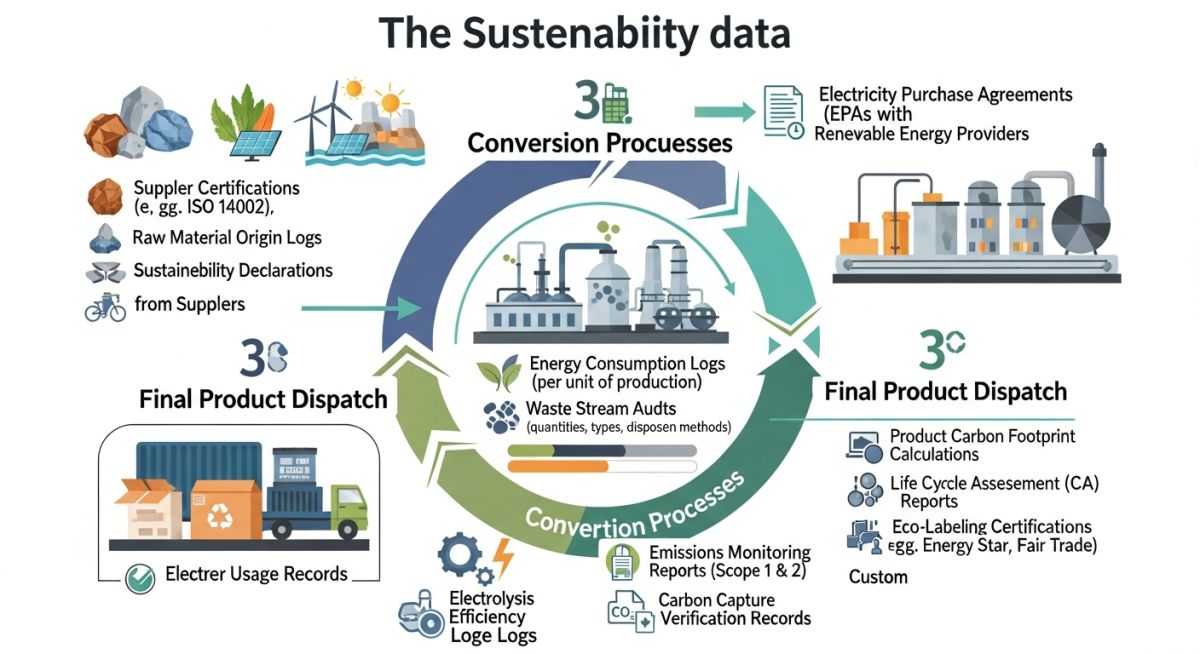
The integration of RFNBO sustainability criteria into industrial operations necessitates a clear mapping of physical assets to their respective sustainability attributes. This matrix provides a structured overview of the entities involved in the chain of custody, ensuring that every unit of energy produced can be traced back to its renewable source, such as wind or solar power, and the corresponding water electrolysis process.
By standardizing these entities, operators can streamline the data collection process for auditors. This mapping is essential for demonstrating that the electricity used for hydrogen production meets the temporal and geographical correlation requirements mandated by the European Commission.
| Entity | Acronym | Function | Standard |
|---|---|---|---|
| Electrolyzer Unit | ELU | H2 Generation | ISO 22734 |
| Power Purchase Agreement | PPA | Renewable Sourcing | RED II |
| Mass Balance Ledger | MBL | Volume Tracking | ISCC |
| Greenhouse Gas Calculator | GHGC | Emission Reporting | ISO 14064 |
This matrix serves as a foundational tool for internal audits. By aligning these entities with the specified standards, organizations can effectively mitigate the risk of sustainability claim rejection and ensure full transparency throughout the production lifecycle.
RFNBO Compliance Verification: Implementing a robust mass balance system requires rigorous site-level verification. This checklist ensures that all physical and digital infrastructure aligns with the stringent requirements of the Renewable Energy Directive. Engineers must validate that the measurement instrumentation is calibrated and that the data flow from the production floor to the sustainability ledger is tamper-proof and auditable.
- Instrumentation Calibration: Verify that all flow meters and energy meters are calibrated according to ISO 9001 standards to ensure accurate mass balance inputs.
- Temporal Correlation: Confirm that the PPA generation timestamps match the electrolyzer operation windows within the hourly or sub-hourly requirements of the delegated acts.
- Ledger Integrity: Ensure the mass balance ledger is updated in real-time or at the end of each production batch, preventing retrospective data manipulation.
- Conversion Factor Validation: Document the theoretical conversion efficiency of the plant and compare it against actual performance data to identify potential mass balance leaks.
- Audit Trail Documentation: Maintain a centralized repository of all sustainability certificates, PPA contracts, and mass balance reports for a minimum of five years.
Site managers should conduct internal mock audits quarterly to identify gaps in the chain of custody. By treating the mass balance ledger as a critical safety and quality document, the facility ensures that it remains audit-ready at all times, minimizing the risk of certification suspension.
Problem: Mass Balance Discrepancy in Hydrogen Production
A green hydrogen facility faced a significant audit finding due to a mismatch between renewable electricity input and hydrogen output volumes over a six-month period.
- Lack of synchronization between PPA generation data and electrolyzer power consumption.
- Inaccurate conversion factor assumptions during the initial design phase.
- Failure to account for internal auxiliary power consumption in the mass balance ledger.
- Manual data entry errors during the transition between production shifts.
Outcome: Successful Reconciliation and Certification
The facility implemented an automated data integration system that linked the SCADA output directly to the sustainability reporting software, resulting in full compliance.
- Achieved 99.8 percent accuracy in mass balance reporting after system automation.
- Reduced audit preparation time by 60 percent through centralized digital documentation.
- Successfully passed the third-party sustainability audit with zero non-conformities.
- Established a clear, transparent chain of custody for all hydrogen batches produced.
Recommendation: I strongly advise all operators to move away from manual spreadsheet-based tracking. Invest in automated, integrated monitoring systems that provide real-time visibility into the mass balance, ensuring that every unit of energy is accounted for in accordance with the ISO 14064 standards for greenhouse gas reporting.
Frequently Asked Engineering Questions
What is the primary purpose of mass balance in RFNBO?
- Ensures physical output does not exceed certified input.
- Maintains integrity of the chain of custody.
- Provides a transparent audit trail for regulators.
How are conversion factors determined for RFNBO?
- Based on stoichiometric calculations for electrolysis.
- Adjusted for system losses and auxiliary power.
- Must be consistent with the ASME PTC 46 performance standards.
What happens if the mass balance ledger is unbalanced?
- Immediate notification to the certification body.
- Reconciliation of the discrepancy through mass balance adjustments.
- Potential loss of renewable status for the affected batch.
Are there specific software requirements for mass balance?
- Must support secure data logging and encryption.
- Must allow for third-party read-only access for auditors.
- Must be compliant with ISO 27001 for data security.
How often should mass balance audits occur?
- Annual external audit by an accredited body.
- Quarterly internal review of the mass balance ledger.
- Ad-hoc audits triggered by significant process changes.
Can mass balance be applied to multi-feedstock plants?
- Requires precise tracking of input ratios.
- Must account for different energy densities of feedstocks.
- Requires clear documentation of the allocation methodology.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: RFNBO certification
Related posts:
![Modern hydrogen electrolyzer plant with digital overlay icons representing ISCC EU and CertifHy certification schemes for RFNBO compliance.]()
RFNBO Certification Schemes: ISCC EU vs CertifHy Comparison
![Isometric diagram of a green hydrogen plant showing wind and solar energy inputs feeding into an electrolyzer for RFNBO compliance tracking.]()
How to Demonstrate RFNBO Compliance in Green Hydrogen Projects
![Modern green hydrogen electrolyzer plant connected to a wind farm for RFNBO compliance verification.]()
RFNBO Compliance Checklist for Green Hydrogen Projects
![Modern container ship at a European port with digital overlays showing FuelEU Maritime carbon intensity reduction metrics and RFNBO fuel integration.]()
FuelEU Maritime and RFNBO Opportunities for Sustainable Shipping Decarbonization
![Industrial electrolyzer plant connected to wind and solar farms for renewable electricity procurement in hydrogen production.]()
Renewable Electricity Procurement for RFNBO Hydrogen Projects
![Industrial green ammonia production facility powered by renewable energy sources for RFNBO compliance.]()
RFNBO Requirements for Green Ammonia Projects: A Technical Guide





