Table of Contents
What is Friction Welding? Principle and Types of Friction Welding
I still remember a shutdown job where a shaft-to-hub joint kept failing after conventional arc welding. Micro-cracks, distortion, rework—same story every time. We were burning hours and budget. Then we switched to friction welding. No melting, no filler chaos, and the joint strength jumped instantly. That’s when I realized—this process isn’t just an alternative, it’s a game-changer in critical applications where failure is not an option.
Key Takeaways
- Friction welding joins metals using heat generated from mechanical friction—not melting.
- It produces high-strength, defect-free joints with minimal distortion.
- Common types include inertia, direct drive, linear, orbital, and friction stir welding (FSW).
- Used heavily in automotive shafts, aerospace components, and piping systems.
- Handles dissimilar metals better than traditional fusion welding.
Friction welding is a solid-state joining process where heat generated by mechanical friction between two workpieces softens the material, allowing them to bond under pressure without melting. It produces strong, defect-free joints and is widely used for shafts, pipes, and dissimilar metals in industrial applications.
Quick Knowledge Check (Field-Level)
1. What generates heat in friction welding?
What is meant by Friction Welding?
In my field experience, friction welding is a solid-state joining process where two metal surfaces generate heat through relative motion and pressure—without reaching the melting point. Because there’s no fusion pool, you avoid porosity, shrinkage cracks, and residual stress headaches that I often battle in arc welding jobs.
What metal joints are used in friction welding?
- Butt joints – most common (shaft-to-shaft, pipe-to-flange)
- Tubular joints – critical in piping and pressure parts
- Solid-to-hollow combinations – typical in drive shafts
- Dissimilar metal interfaces – aluminum-steel, copper-steel
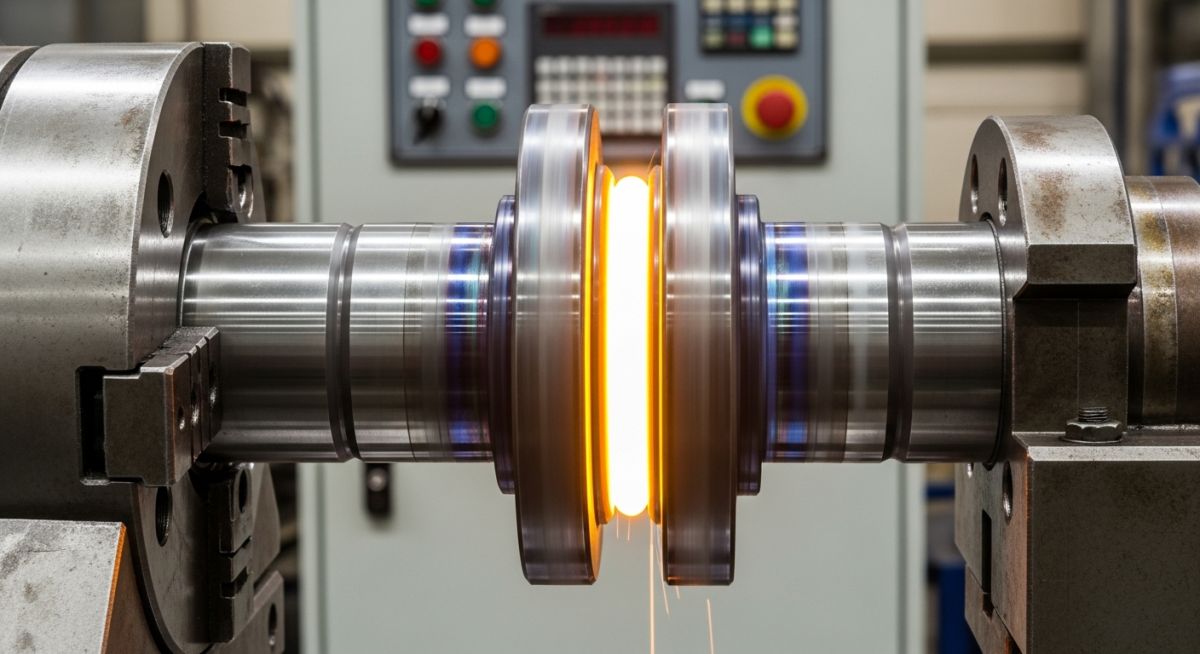
Working Principle of Friction Welding
One component rotates (or oscillates) against another under axial force. The friction generates heat, softening material at the interface. Once proper plasticization is achieved, motion stops and a upset forging force consolidates the joint.
What are the steps in Friction Welding?
- Clamping and alignment of components
- Relative motion introduction (rotation or oscillation)
- Frictional heating phase
- Deceleration and forge pressure application
- Cooling and flash formation
What are the Types of Friction Welding?
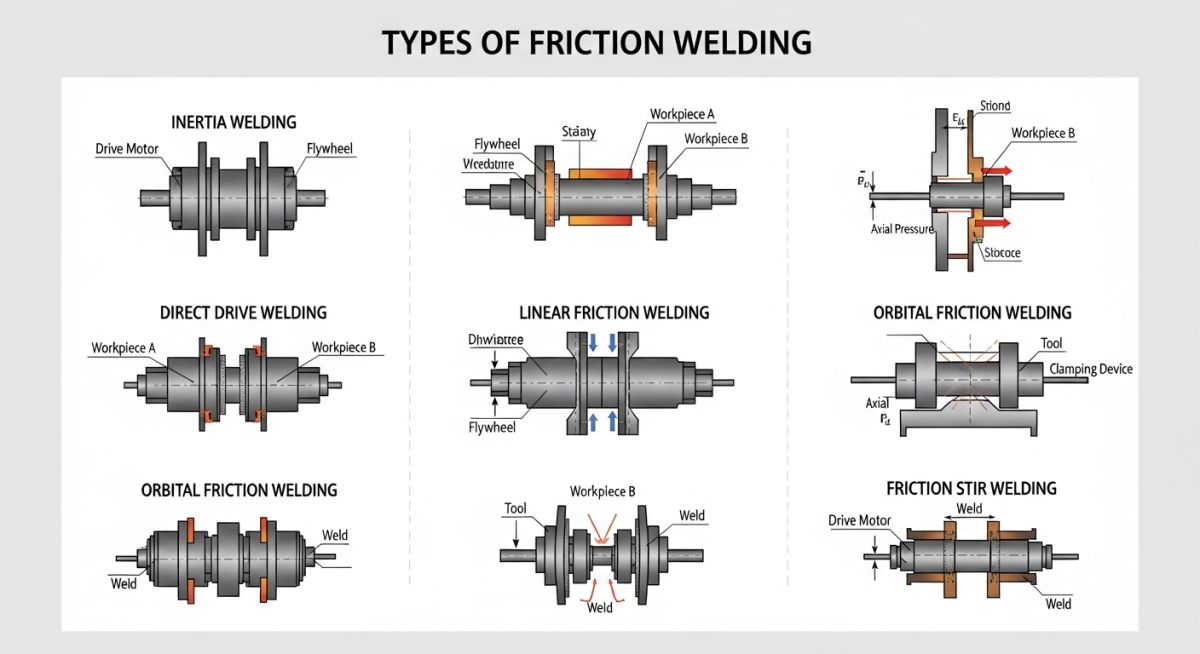
Inertia Friction Welding:
Uses stored rotational energy from a flywheel. I’ve used this for heavy shafts where energy stability matters.
Direct Drive Friction Welding:
Continuous motor-driven rotation. Cleaner control and widely used in automotive production lines.
Linear Friction Welding:
Oscillatory motion. Useful in aerospace blade manufacturing.
Orbital Friction Welding:
Circular orbital motion allows complex geometry joining.
Friction Stir Welding (FSW):
A rotating tool plastically deforms material. My go-to recommendation for dissimilar alloys.
Friction Stir Spot Welding:
Localized joining for sheet metals—common in EV battery structures.
| Type | Motion | Application | Reference Standard |
|---|---|---|---|
| Inertia | Rotational (stored) | Heavy shafts | AWS Guidelines |
| Direct Drive | Continuous rotation | Automotive | ISO Welding Standards |
| FSW | Rotating tool | Aerospace, EV | TWI Reference |
Field Case Study: Shaft Failure Turnaround
On a refinery shutdown project, we had repeated failures in a rotating shaft assembly welded using SMAW. Cracks developed within weeks. I pushed for a shift to direct drive friction welding.
- Alignment improved with automated clamping
- No melting eliminated microstructural weakness
- Inspection showed uniform grain flow
Result: Failure rate dropped from recurring breakdowns to near-zero within the first operating cycle. Maintenance complaints stopped completely.
Field Lesson Learned: If cyclic loading is involved, stop forcing fusion welding. Use friction welding early—it saves you rework, downtime, and credibility on site.
Technical FAQs
Is friction welding stronger than arc welding?
Yes, in many applications. Because there is no melting, grain structure remains intact, resulting in higher fatigue strength.
Can friction welding join dissimilar metals?
Yes. I’ve personally used it for aluminum-steel joints where fusion welding completely failed.
Does friction welding require filler material?
No filler is used. That eliminates contamination risks and reduces consumable cost.
What industries use friction welding?
Automotive, aerospace, oil & gas, and heavy equipment manufacturing.
What is the main limitation?
Equipment cost and geometry constraints. You need proper machine setup.
Is post-weld machining required?
Usually yes. Flash removal is required to meet dimensional tolerances.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: Friction Welding
Read these Guides
- 📄 What is High-Frequency Welding? Engineering Guide to HF Welding Machines
- 📄 What is a Pipe Anchor? Comprehensive Engineering Guide to Design, Types, and Functions
- 📄 What is a Pipe Wear Pad? Functions, Sizing, and Code Differences
- 📄 Ultimate Guide to U-Bolt Pipe Support: Types, ASME Installation, and Field Applications
Related posts:
![Outdoor pipeline block valve station with large isolation valves and actuators.]()
What are Pipeline Block Valves and How to Design Stations
![3D CAD model of an industrial process plant showing equipment clearances and access platforms.]()
A Guide to Plant Clearances and Access Requirements
![Engineering technical bid evaluation spreadsheet comparing vendor specifications and compliance metrics.]()
How to Master Technical Bid Evaluation for Complex Engineering Procurement
![Large-diameter steel pipes with protective blue anti-corrosive epoxy coating stacked in an industrial facility.]()
Protecting Steel Pipes with Anti-Corrosive Steel Pipe Coatings
![3D CAD model of industrial piping showing stress intensification factor heatmaps at elbows and tees.]()
Why Stress Intensification Factor in Piping Dictates Fatigue Life
![A collection of different industrial pipe flange gaskets on a workbench]()
How to Select the Best Pipe Flange Gaskets for Piping Systems