Table of Contents

Super Duplex Stainless Steel Oil and Gas Piping Design Guide
In my 20 years of designing piping systems for offshore platforms and subsea manifolds, I have seen many materials fail under the brutal combination of high chlorides, hydrogen sulfide, and extreme pressures. When standard 316L stainless steel or even standard duplex alloys reach their limits, super duplex stainless steel becomes the definitive choice. I remember a project in the North Sea where we replaced a failing carbon steel flowline with UNS S32750; the corrosion issues disappeared overnight. This guide shares my hands-on experience with these high-performance alloys.
- Super duplex alloys offer yield strengths twice that of standard austenitic steels, allowing for significant wall thickness reductions.
- A PREN value above 40 ensures exceptional resistance to localized pitting and crevice corrosion in warm seawater.
- Strict thermal control during welding is mandatory to prevent the formation of detrimental intermetallic phases like sigma phase.
Super Duplex Stainless Steel Oil and Gas Applications
Super Duplex Stainless Steel Oil and Gas Applications: The strategic deployment of UNS S32750 and UNS S32760 alloys in subsea manifolds, flowlines, and topside process systems to prevent localized pitting, crevice corrosion, and chloride stress corrosion cracking under high-pressure, high-temperature conditions.
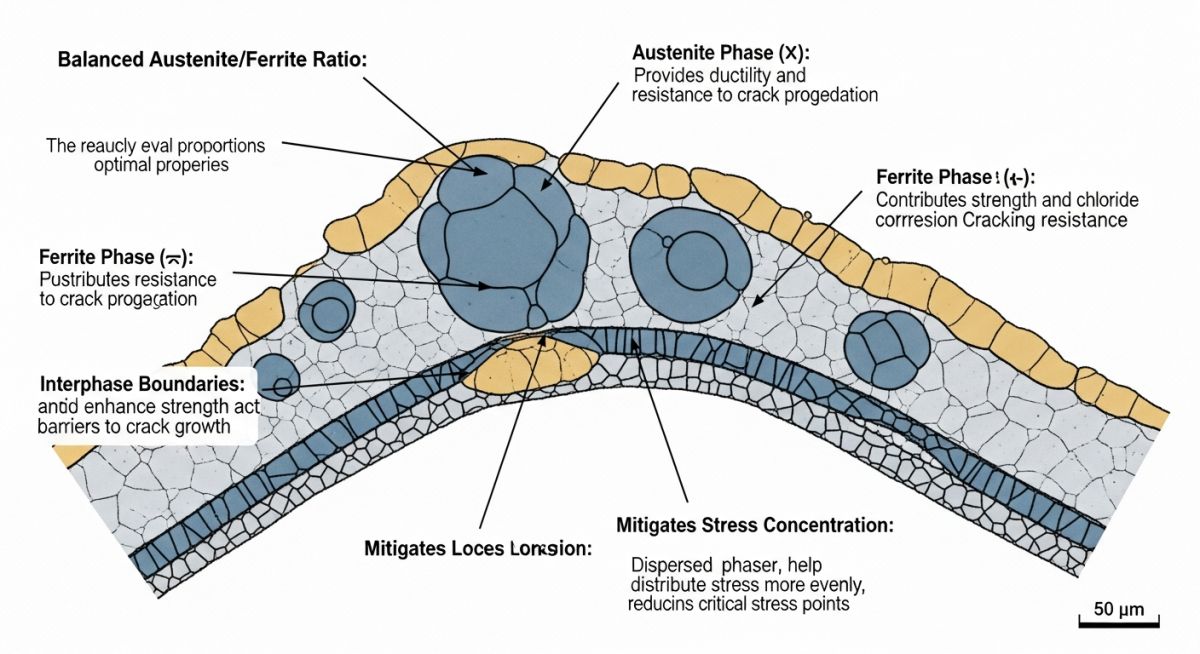
The secret behind the outstanding performance of super duplex stainless steel lies in its balanced 50/50 austenitic-ferritic microstructure. This dual-phase structure provides the high strength of ferrite combined with the excellent corrosion resistance of austenite. To achieve this balance, the chemical composition is tightly controlled with high levels of chromium, molybdenum, and nitrogen.
The primary metric we use to evaluate pitting resistance is the Pitting Resistance Equivalent Number (PREN). The formula is defined as:
For an alloy to be classified as a super duplex, this PREN value must be greater than 40. This high value ensures that the material remains passive even in warm, oxygenated seawater environments where standard stainless steels would suffer rapid pitting and crevice attack.
ASME B31.3 Wall Thickness Calculations
When designing piping systems under ASME B31.3, the high yield strength of super duplex allows us to design thinner pipe walls. Let us look at a practical design calculation using the standard ASME B31.3 formula:
Where:
- P = Design Pressure = 34.5 MPa (5000 psi)
- D = Outside Diameter = 168.3 mm (6-inch NPS)
- S = Allowable Stress for UNS S32750 at 50°C = 263 MPa (38,100 psi)
- E = Quality Factor = 1.0 (Seamless pipe)
- W = Weld Joint Strength Reduction Factor = 1.0
- Y = Coefficient = 0.4
Plugging in these values:
t = (34.5 * 168.3) / (2 * (263 * 1.0 * 1.0 + 34.5 * 0.4))
t = 5806.35 / (2 * (263 + 13.8))
t = 5806.35 / 553.6 = 10.49 mm
Comparing this to standard 316L stainless steel with an allowable stress of only 115 MPa, the required thickness for 316L would be over 22 mm. This reduction in wall thickness not only saves material costs but also significantly reduces the overall structural weight of offshore topside modules.
During welding, if the interpass temperature exceeds 150°C (302°F), or if the cooling rate is too slow, detrimental intermetallic phases such as sigma (σ) and chi (χ) will precipitate. These phases drastically reduce both the corrosion resistance and the impact toughness of the joint. Always enforce strict weld procedure specifications (WPS).
Mechanical Properties of Super Duplex Alloys
Super Duplex Mechanical Properties: The minimum yield strength, tensile strength, and elongation limits defined by ASTM A790 and ASTM A240 that govern the structural integrity and wall thickness calculations of high-pressure piping systems.
| Alloy Grade | UNS Number | Yield Strength (MPa) | Tensile Strength (MPa) | Min. Elongation (%) | Max. Hardness (HRC) |
|---|---|---|---|---|---|
| Super Duplex 2507 | UNS S32750 | 550 | 750 – 1000 | 25 | 32 (per ASTM A240) |
| Zeron 100 | UNS S32760 | 550 | 750 – 1000 | 25 | 28 (per NACE MR0175) |
Chemical Composition Limits (Weight %)
| Element | UNS S32750 (Min – Max) | UNS S32760 (Min – Max) |
|---|---|---|
| Chromium (Cr) | 24.0 – 26.0 | 24.0 – 26.0 |
| Nickel (Ni) | 6.0 – 8.0 | 6.0 – 8.0 |
| Molybdenum (Mo) | 3.0 – 5.0 | 3.0 – 4.0 |
| Nitrogen (N) | 0.24 – 0.32 | 0.20 – 0.30 |
| Tungsten (W) | – | 0.50 – 1.00 |
| Copper (Cu) | 0.50 max | 0.50 – 1.00 |
| Application Area | Applicable Standards | Key Material Grade | Critical Design Parameter |
|---|---|---|---|
| Subsea Flowlines | API 5LC / ISO 13628 | UNS S32750 | External hydrostatic collapse pressure |
| Topside Process Piping | ASME B31.3 | UNS S32750 / S32760 | Thermal expansion and fatigue limits |
| Sour Gas Service | NACE MR0175 / ISO 15156 | UNS S32760 | Sulfide stress cracking (SSC) limits |
Super Duplex Stainless Steel Oil and Gas Design
Super Duplex Stainless Steel Oil and Gas Design: The engineering methodology and quality control framework required to specify, fabricate, and inspect high-alloy piping systems in compliance with ASME B31.3 and NACE MR0175/ISO 15156.
When executing a project utilizing super duplex alloys, field inspection is where the battle is won or lost. I have seen entire spools rejected because the contractor failed to control the purging gas during welding. The following checklist represents my personal field verification protocol that must be executed on-site.
-
Positive Material Identification (PMI): Perform 100% PMI testing on all incoming pipes, fittings, and flanges to verify chromium, nickel, and molybdenum levels.
-
Ferrite Content Measurement: Use a calibrated Feritscope to verify that the ferrite content in both the weld metal and the heat-affected zone (HAZ) remains strictly between 35% and 55%.
-
Purging Gas Verification: Ensure that the backing gas is either pure Argon or an Argon-Nitrogen mix (typically 98% Ar + 2% N2) to prevent nitrogen loss from the weld pool.
-
Hardness Testing: Perform field hardness testing to ensure the weldment does not exceed 28 HRC, complying with NACE MR0175 limits for sour service.
-
ASTM G48 Corrosion Testing: Conduct laboratory pitting tests on production weld coupons to verify zero weight loss at 40°C for 24 hours.
Field Case Study: Real-World Application
Field Case Study: Real-World Application: The practical evaluation of material performance transitions from failing lower-alloy steels to highly resilient super duplex configurations in active offshore production environments.
An offshore production platform in the Gulf of Mexico experienced repeated failures in its produced water injection piping. The original system was constructed using supermartensitic 13Cr tubing. Within 14 months of operation, the piping suffered severe localized pitting and sulfide stress cracking (SSC) due to high H2S levels (sour service) and a chloride concentration exceeding 120,000 ppm. The resulting shutdowns cost the operator over 450,000 per day in deferred production.
As the lead materials consultant, I recommended replacing the entire produced water manifold with UNS S32750 super duplex stainless steel. We implemented strict weld procedures utilizing matching filler metal (ER2594) and controlled the heat input between 0.5 and 1.5 kJ/mm. After 8 years of continuous service, ultrasonic testing and visual inspections revealed zero wall loss, zero pitting, and complete structural integrity.
My direct recommendation for any operator facing high-chloride sour service is to invest in super duplex alloys during the FEED (Front-End Engineering Design) phase. While the initial material cost is higher than carbon steel or standard duplex, the lifecycle cost savings and elimination of catastrophic failures make it the most economical choice over the asset’s lifetime.
Frequently Asked Engineering Questions
Frequently Asked Engineering Questions: The technical compilation of common design, fabrication, and metallurgical inquiries regarding the implementation of high-alloy duplex steels in corrosive process environments.
What is the difference between duplex and super duplex stainless steel?
Why is nitrogen added to super duplex stainless steel?
How does NACE MR0175/ISO 15156 govern super duplex usage?
What are the welding challenges associated with UNS S32750?
Can super duplex stainless steel be used in high-temperature applications?
What is the significance of the ASTM G48 corrosion test?
===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: super duplex stainless steel oil and gas
Read these Guides
🎥 Watch Tutorials

Related posts:
![Industrial duplex stainless steel piping system in a chemical processing facility.]()
Understanding Duplex Stainless Steel Properties and Industrial Piping Applications
![A welder performing a critical golden joint weld on an industrial steel pipeline.]()
What is a Golden Joint in Piping Systems?
![A collection of different types of industrial pipes classified by material and size on a storage rack.]()
Comprehensive Guide to Types of Pipes and Industrial Classification Systems
![Industrial piping network with digital overlays representing inch-dia and inch-meter engineering calculations.]()
What are Inch-Dia and Inch-Meter in Piping Systems?
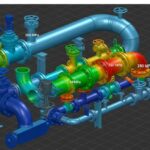
![3D finite element stress analysis model of an industrial piping system showing stress distribution.]()
What Causes Piping System Stresses in Industrial Plants?
![Industrial piping system featuring a large U-shaped pipe expansion loop on an elevated rack.]()
How to Design Pipe Expansion Loops for Piping Systems