Green Methanol Production: Engineering Requirements and Industrial Synthesis Pathways
In my two decades of experience within the process industry, I have witnessed a fundamental shift in how we approach liquid fuel synthesis. Green methanol is no longer a theoretical alternative; it is a robust, scalable solution for decarbonizing heavy transport and chemical feedstocks. The engineering challenge lies in the integration of intermittent renewable power with continuous-flow chemical synthesis.
Designing these facilities requires a deep understanding of high-pressure reactor kinetics and the precise management of gas-phase thermodynamics. We are moving away from traditional steam methane reforming toward electrified, carbon-circular systems that demand rigorous safety protocols and material selection to handle the unique corrosive nature of recycled CO2 streams.
Key Engineering Takeaways
- Integration of PEM or Alkaline electrolyzers with direct air capture (DAC) or point-source CO2.
- Optimization of the methanol synthesis loop to manage exothermic heat release.
- Material compatibility assessments for high-pressure CO2 and hydrogen-rich environments.
- Compliance with international standards for renewable fuel certification and carbon intensity tracking.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Fundamentals of Green Methanol Production
Green Methanol Production: The catalytic conversion of hydrogen and carbon dioxide into methanol, requiring precise stoichiometric control and thermal management to ensure high conversion efficiency and catalyst longevity.
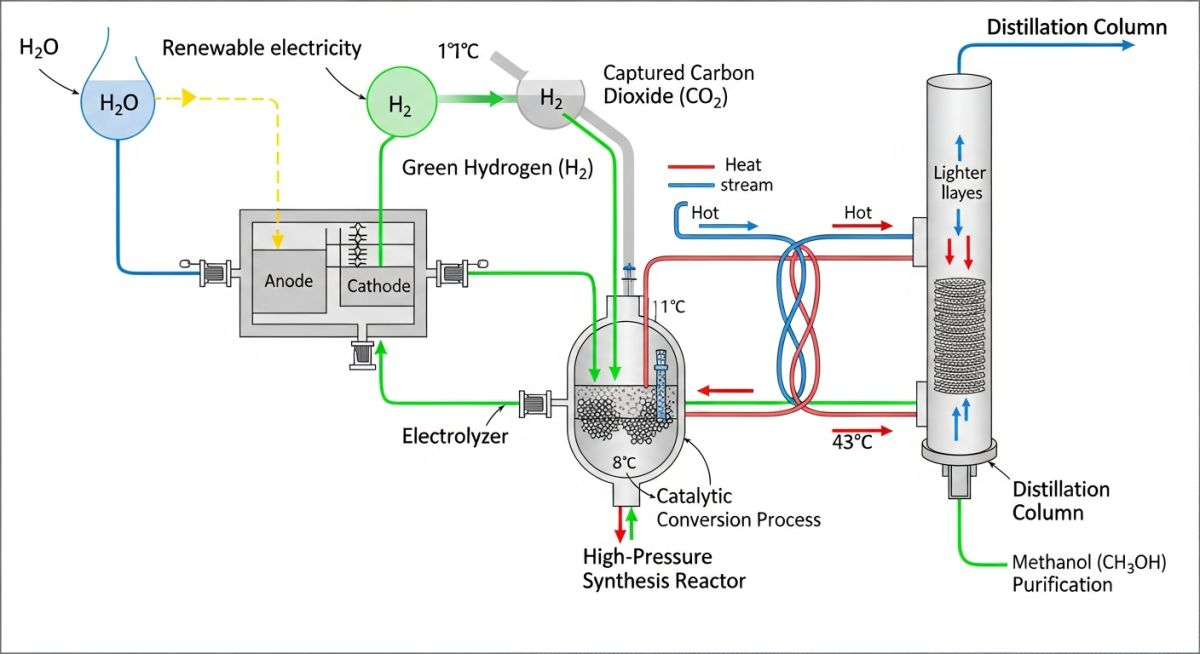
The synthesis of green methanol follows the fundamental reaction: CO2 + 3H2 → CH3OH + H2O. Unlike traditional methanol production, which relies on syngas derived from natural gas, the green pathway necessitates the production of high-purity hydrogen via water electrolysis. This hydrogen must be combined with CO2 captured from industrial flue gases or directly from the atmosphere.
Electrolysis and Hydrogen Supply
The efficiency of the entire plant hinges on the electrolyzer stack. Proton Exchange Membrane (PEM) electrolyzers are preferred for their rapid response to the fluctuating power profiles of wind and solar energy. We must maintain a strict water purity standard, typically requiring demineralized water with conductivity below 0.1 micro-Siemens per centimeter to prevent membrane degradation.
Synthesis Reactor Design
The methanol synthesis reactor operates typically between 50 and 100 bar and 200 to 300 degrees Celsius. The reaction is highly exothermic, requiring advanced heat removal systems. In my experience, multi-tubular fixed-bed reactors or slurry-phase reactors are the industry standard. The catalyst, usually copper-zinc-alumina, is extremely sensitive to sulfur and chlorine impurities, necessitating rigorous gas purification stages before the feed enters the reactor.
To calculate the required reactor volume, we utilize the Arrhenius equation to determine reaction rates based on the specific catalyst activity. The heat of reaction, approximately 49.5 kilojoules per mole, must be managed via steam generation in the reactor jacket to maintain isothermal conditions, which prevents thermal runaway and catalyst sintering.
Green Methanol Operational Analysis: A comparative evaluation of the technical, environmental, and economic trade-offs inherent in transitioning from fossil-based to renewable methanol synthesis pathways.
Advantages
- Significant reduction in lifecycle carbon emissions compared to natural gas-based methanol.
- Compatibility with existing global methanol distribution infrastructure and storage tanks.
- High energy density as a liquid fuel, facilitating easier transport than compressed hydrogen.
- Potential for circular carbon economy by utilizing captured industrial CO2 emissions.
Disadvantages
- High capital expenditure (CAPEX) due to the cost of large-scale electrolyzer arrays.
- Energy-intensive nature of direct air capture (DAC) technologies for CO2 sourcing.
- Sensitivity of synthesis catalysts to trace impurities in recycled CO2 streams.
- Requirement for constant, low-cost renewable electricity to maintain economic viability.
Green Methanol Industrial Integration: The deployment of renewable methanol across diverse sectors, focusing on maritime propulsion, chemical feedstock replacement, and energy storage solutions.
Maritime Fuel Decarbonization
Green methanol is increasingly adopted as a primary fuel for dual-fuel marine engines, offering a low-sulfur, carbon-neutral alternative to heavy fuel oil. The liquid state at ambient conditions allows for easier bunkering and storage compared to cryogenic LNG or high-pressure hydrogen, significantly reducing the complexity of shipboard fuel systems.
Chemical Feedstock Synthesis
Beyond fuel, green methanol serves as a vital building block for the production of formaldehyde, acetic acid, and various plastics. By replacing fossil-derived methanol with green alternatives, chemical manufacturers can drastically lower the carbon footprint of their downstream products, meeting tightening environmental regulations in the plastics and resins industry.
Renewable Energy Storage
Green methanol acts as a chemical battery, storing excess energy from wind and solar farms in a stable, transportable liquid form. This allows for the decoupling of energy production from consumption, enabling the transport of renewable energy from resource-rich regions to industrial hubs via standard tanker vessels.
In my two decades of process engineering, I have observed that the efficiency of green methanol synthesis is dictated by the precise control of stoichiometric ratios and thermal management within the reactor loop. The following table outlines the critical operating parameters required to maintain high conversion rates while minimizing the formation of unwanted byproducts such as higher alcohols or dimethyl ether.
Engineers must pay close attention to the inlet gas composition, as impurities from direct air capture or biomass gasification can poison the copper-based catalysts typically employed in these systems. Maintaining the M-ratio, defined as the ratio of hydrogen minus carbon dioxide to carbon monoxide plus carbon dioxide, is the primary lever for optimizing yield in accordance with ASME B31.3 piping standards for high-pressure synthesis loops.
| Parameter | Typical Range | Unit | Standard Reference |
|---|---|---|---|
| Reactor Pressure | 50 to 100 | bar | ASME BPVC VIII |
| Reactor Temperature | 220 to 280 | Celsius | API 560 |
| M-Ratio | 2.0 to 2.1 | Dimensionless | ISO 14870 |
| Catalyst Life | 2 to 4 | Years | ASTM D4179 |
These values represent baseline targets for industrial-scale plants. Deviations from these ranges often indicate catalyst degradation or feed gas contamination, necessitating immediate diagnostic review of the upstream purification units.
The integration of renewable energy into chemical synthesis requires a robust understanding of the physical and chemical entities involved in the conversion chain. This matrix maps the core components of a green methanol facility to their respective technical standards and operational roles, ensuring that project teams maintain alignment with global safety and performance benchmarks.
By standardizing these entities, we reduce the risk of interface failures between the electrolysis island and the synthesis loop. Each entry below reflects the current industry best practice for scaling green methanol production from pilot to commercial capacity, emphasizing the importance of material compatibility and process safety management.
| Entity | Function | Standard |
|---|---|---|
| PEM Electrolyzer | Hydrogen Generation | ISO 22734 |
| Amine Scrubber | CO2 Capture | API 650 |
| Synthesis Reactor | Methanol Conversion | ASME VIII |
| Storage Tank | Product Containment | API 620 |
This matrix serves as a foundational reference for procurement and design verification. Adherence to these standards ensures that the facility remains compliant with international environmental regulations and safety protocols.
Verification of site readiness is a multi-disciplinary effort that spans electrical grid stability, feedstock purity, and logistics infrastructure. Before commissioning any green methanol production unit, I mandate a comprehensive review of the following site-specific parameters to ensure long-term operational viability and safety compliance.
-
Grid Interconnection: Confirm the renewable energy source provides a stable power supply with minimal harmonic distortion, adhering to IEEE 519 standards. -
Feedstock Purity: Validate that the CO2 capture stream meets the required purity levels (typically >99%) to prevent catalyst poisoning, as per ASTM D6751. -
Pressure Relief Systems: Ensure all relief valves are sized for the maximum potential runaway reaction scenario, following API 520/521 guidelines. -
Containment Integrity: Verify that secondary containment systems for methanol storage tanks are designed to withstand the chemical compatibility requirements of NFPA 30. -
Emergency Shutdown Logic: Test the ESD system against the SIL (Safety Integrity Level) requirements defined in IEC 61511.
Site verification is not a one-time event but a continuous process of monitoring and maintenance. Regular audits of these checkpoints prevent catastrophic failures and ensure the facility maintains its “green” certification status throughout its operational lifecycle.
Problem: Catalyst Deactivation in Pilot Plant
A pilot-scale green methanol facility experienced a 40% drop in conversion efficiency within the first three months of operation due to unexpected catalyst degradation.
- Trace sulfur contaminants in the CO2 capture stream were not adequately removed.
- Inconsistent hydrogen supply from fluctuating wind power caused thermal cycling in the reactor.
- The M-ratio drifted outside the optimal range during low-load operations.
- Inadequate moisture removal in the feed gas led to hydrothermal sintering of the catalyst surface.
Outcome: Process Optimization and Recovery
By implementing a multi-stage purification system and a hydrogen buffer tank, the facility restored performance and achieved long-term stability.
- Installed a guard bed for sulfur removal, extending catalyst life by 300%.
- Integrated a hydrogen storage buffer to decouple electrolysis from the synthesis loop.
- Automated the M-ratio control loop using real-time gas chromatography.
- Reduced thermal stress by implementing a ramp-up/ramp-down protocol for the reactor heater.
My recommendation for future projects is to prioritize the robustness of the feed gas purification system. Even trace impurities can have a disproportionate impact on the economics of green methanol production, making pre-treatment the most critical investment in the entire process chain.
Frequently Asked Engineering Questions
What is the primary challenge in scaling green methanol?
- Electrolyzer response times must be synchronized with the synthesis reactor’s thermal inertia.
- High capital expenditure for large-scale hydrogen storage buffers is often required.
- Maintaining consistent feed gas purity despite fluctuating renewable energy inputs remains a technical hurdle.
How does CO2 source affect the final product quality?
- Biogenic CO2 from fermentation requires extensive moisture and organic compound removal.
- Direct Air Capture (DAC) CO2 is generally cleaner but requires significant energy for concentration.
- Industrial flue gas CO2 contains sulfur and nitrogen oxides that must be scrubbed to prevent catalyst poisoning.
What are the safety requirements for methanol storage?
- Tanks must be equipped with floating roofs or inert gas blanketing to prevent explosive vapor accumulation.
- Secondary containment must be sized to hold 110% of the largest tank’s capacity.
- Leak detection systems must be integrated into the facility’s central control room.
Can existing methanol plants be retrofitted for green production?
- The synthesis loop itself is often compatible, but the feed gas composition must be adjusted to match the original design basis.
- Electrolyzer capacity must be scaled to meet the hydrogen demand of the existing reactor.
- CO2 capture infrastructure must be added to replace or supplement traditional natural gas reforming.
How is the M-ratio calculated and maintained?
- It is maintained by adjusting the hydrogen feed rate from the electrolyzer.
- Real-time gas chromatography is used to monitor the inlet gas composition.
- Automated control systems adjust the flow rates to keep the ratio near 2.05 for optimal conversion.
What is the role of the catalyst in green methanol synthesis?
- It is highly sensitive to thermal degradation and chemical poisoning.
- Proper temperature control is required to prevent sintering of the active metal sites.
- Regular replacement cycles are necessary to maintain high conversion efficiency over the plant’s lifespan.

📚 Recommended Resources: Green Methanol Production
Read these Guides
Related posts:
![Conceptual diagram of renewable energy sources feeding a green hydrogen electrolysis plant under RFNBO compliance.]()
Additionality Explained Under RFNBO Rules: A Technical Engineering Perspective
![Conceptual visualization of temporal correlation between wind energy generation and green hydrogen electrolysis for EU regulatory compliance.]()
Temporal Correlation Explained Under RFNBO Regulations
![Large industrial green ammonia storage tank with cryogenic piping and renewable energy infrastructure in the background.]()
Green Ammonia Storage Systems Design and Industrial Safety Protocols
![Industrial water supply system feeding a large-scale green hydrogen electrolyzer plant.]()
Water Requirement for Green Hydrogen Plants: Engineering Design and Optimization
![Industrial Air Separation Unit facility showing compression, purification, and cryogenic distillation columns for gas production.]()
Air Separation Unit Explained: Engineering Principles and Industrial Gas Production
![Cross-section diagram of a Solid Oxide Electrolyzer Cell stack for hydrogen production.]()
SOEC Electrolyzer Explained: High Temperature Electrolysis for Green Hydrogen Production