Table of Contents
ASME B31.12 vs ASME B31.3: Hydrogen Piping Design Guide
In my 20+ years of piping engineering, I have seen many teams make the dangerous assumption that hydrogen can be treated just like any other industrial gas. It cannot. Hydrogen is the smallest, most elusive element in the universe. Under high pressure, it dissociates on metal surfaces, diffuses into the crystalline lattice of steel, and causes catastrophic, sudden structural failures.
When designing hydrogen infrastructure, choosing between ASME B31.12 and ASME B31.3 is not just a matter of administrative preference; it is a fundamental safety decision. While ASME B31.3 is the gold standard for general chemical process plants, it does not account for the severe material degradation caused by hydrogen embrittlement. ASME B31.12 was specifically written to fill this gap, introducing strict design factors and material testing protocols that prevent catastrophic field failures.
Key Engineering Takeaways
- Understand why standard ASME B31.3 design margins are insufficient for high-pressure hydrogen service.
- Learn how to calculate the Material Performance Factor (H) to adjust allowable stresses under ASME B31.12.
- Identify the strict material selection and hardness limits required to prevent hydrogen-induced cracking.
- Discover the differences in non-destructive examination (NDE) and post-weld heat treatment (PWHT) between the two codes.
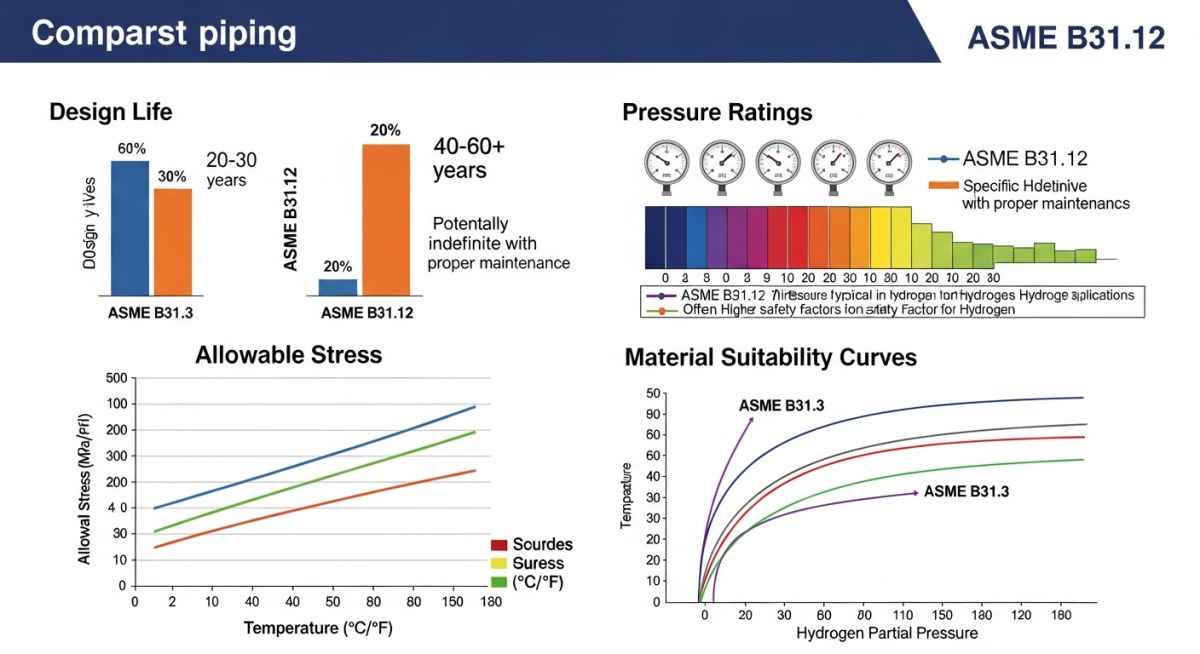
Comparing ASME B31.12 vs ASME B31.3 Codes
Hydrogen Piping Code Compliance: ASME B31.12 governs dedicated hydrogen piping and pipelines to mitigate embrittlement, while ASME B31.3 regulates general chemical process plants without specialized hydrogen design factors.
To design a safe hydrogen system, we must first look at the physics of the molecule. Gaseous hydrogen (H2) dissociates into atomic hydrogen (H) on the surface of steel. These tiny atoms diffuse into the metal’s interstitial spaces, gathering at grain boundaries, dislocations, and voids. This accumulation creates massive internal pressures, leading to micro-cracking, loss of ductility, and sudden, brittle failure under tensile loads well below the material’s yield strength. This phenomenon is known as Hydrogen Embrittlement (HE) or Hydrogen-Assisted Cracking (HAC).
The ASME B31.12 Design Formula for Straight Pipe
Under ASME B31.12 Chapter IP-3, the required wall thickness for straight pipe under internal pressure is calculated using a modified formula that introduces the Material Performance Factor (H). This factor directly penalizes the allowable stress of the material based on the design pressure and the material’s susceptibility to hydrogen.
Where:
- t = Pressure design thickness (inches or millimeters)
- P = Internal design gage pressure (psig or MPa)
- D = Outside diameter of the pipe (inches or millimeters)
- S = Basic allowable stress value for the material from Table IP-2.1
- E = Quality factor from Table IP-2.2.8 or Table IP-2.2.9
- F = Joint factor (for welded pipe)
- H = Material Performance Factor from Table IP-1.1
- Y = Wall thickness coefficient from Table IP-3.2
In contrast, the standard ASME B31.3 formula does not include the H factor (effectively treating it as 1.0). For carbon steels in high-pressure hydrogen service (above 100 bar), ASME B31.12 mandates an H factor as low as 0.5. This means your allowable design stress is cut in half, requiring a significantly thicker pipe wall to handle the exact same pressure compared to an ASME B31.3 design.
In my field audits, I frequently find projects using standard ASTM A106 Grade B carbon steel for high-pressure hydrogen lines. Under ASME B31.12, carbon steels are highly restricted. If you use carbon steel, you must strictly limit the carbon content, control the manufacturing process, and limit the maximum hardness to 22 HRC (Rockwell C) to prevent rapid hydrogen-induced cracking.
Option A (Prescriptive) vs Option B (Performance-Based)
ASME B31.12 provides two distinct design paths. Option A is a highly conservative, prescriptive method. It relies on pre-defined material performance factors (H) and strict thickness limits. Option B is a performance-based design path. It allows you to use higher design stresses if you perform extensive fracture mechanics testing (such as ASTM E1820 or ASME Section VIII, Division 3, Article KD-10 testing) in a high-pressure hydrogen environment to prove the material’s resistance to crack propagation.
| Design Parameter | ASME B31.3 (Process Piping) | ASME B31.12 (Hydrogen Piping) |
|---|---|---|
| Primary Scope | General chemical, refinery, and hydrocarbon process plants. | Dedicated gaseous and liquid hydrogen piping and pipelines. |
| Material Performance Factor (H) | Not applicable (effectively 1.0). | Ranges from 0.5 to 1.0 based on material grade and pressure. |
| Hardness Limits | Typically governed by NACE MR0175 only for sour service. | Strictly limited to 22 HRC (237 BHN) for carbon steels in all hydrogen services. |
| Impact Testing | Required based on design temperature and thickness curves. | Mandatory for all carbon steels operating below -29°C (-20°F) with higher energy requirements. |
| Volumetric NDE (Radiography/UT) | Typically 5% to 20% random examination for normal fluid service. | 100% volumetric examination required for high-pressure (IP-9.2) systems. |
| Technical Entity | Acronym | Physical Parameter / Limit | Standard Reference |
|---|---|---|---|
| Hydrogen Embrittlement | HE | Loss of tensile ductility and fracture toughness | ASME B31.12 Chapter IP-2 |
| Material Performance Factor | H | 0.50 to 1.00 (reduces allowable design stress) | ASME B31.12 Table IP-1.1 |
| Minimum Design Metal Temp | MDMT | Down to -253°C (-423°F) for liquid hydrogen | ASME B31.12 Part IP |
| Post-Weld Heat Treatment | PWHT | Mandatory for carbon steels to reduce residual stress | ASME B31.12 Table IP-7.1.1 |
Verifying Hydrogen Piping Code Compliance
Hydrogen Piping Quality Assurance: Site verification ensures that all materials, weld procedures, and hardness testing comply with ASME B31.12 to prevent hydrogen-induced cracking.
When transitioning a project from design to construction, field quality control is your last line of defense. In my experience, minor field deviations that would be acceptable in standard utility piping can lead to catastrophic failures in hydrogen service. Use this checklist to verify compliance on-site.
Field Inspection Checkpoints
-
Material Traceability (MTRs): Verify that all piping, fittings, and flanges have 100% positive material identification (PMI) and that carbon equivalent (CE) values for carbon steel do not exceed 0.43%.
-
Hardness Testing: Perform field hardness testing on 100% of completed carbon steel welds and heat-affected zones (HAZ). Ensure no reading exceeds 22 HRC (237 BHN).
-
Weld Procedure Specifications (WPS): Confirm that all WPSs are qualified under ASME Section IX with mandatory impact testing and hardness limits specified for hydrogen service.
-
Post-Weld Heat Treatment (PWHT): Verify that PWHT is performed on all carbon steel welds regardless of thickness to relieve residual stresses that accelerate hydrogen embrittlement.
-
Volumetric Examination: Ensure that 100% of butt welds undergo radiographic testing (RT) or ultrasonic testing (UT) in accordance with ASME B31.12 Chapter IP-9.
Field Case Study: Real-World Application
A refinery converted an existing hydrotreater feed line from standard hydrocarbon service (designed under ASME B31.3) to 99% pure hydrogen service at 120 bar without recalculating the material performance factor. The piping was standard ASTM A106 Grade B carbon steel. Within 14 months of operation, micro-cracking occurred at the heat-affected zones of the welds, leading to a minor gas leak and an emergency plant shutdown.
I was called in to perform a fitness-for-service assessment. We replaced the compromised sections with low-carbon 316L stainless steel and redesigned the system using ASME B31.12 Option B (Performance-Based Design). By applying a material performance factor of 1.0 for austenitic stainless steel and enforcing strict field hardness testing (limiting welds to 22 HRC), we eliminated the cracking issue and restored full system integrity.
This case highlights why you cannot simply repurpose standard process piping for high-pressure hydrogen. The lack of a material performance factor (H) in the original ASME B31.3 design allowed for a wall thickness that was far too thin to resist the combined effects of high pressure and hydrogen-assisted cracking.
ASME B31.12 vs ASME B31.3 FAQ
Can I use ASME B31.3 to design a hydrogen pipeline?
What is the Material Performance Factor (H) in ASME B31.12?
Why is 316L stainless steel preferred over carbon steel for hydrogen?
What are the hardness limits for carbon steel in hydrogen service?
Is post-weld heat treatment (PWHT) mandatory under ASME B31.12?
What NDE is required for high-pressure hydrogen piping?
===FAQ_BLOCK===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: ASME B31.12 vs ASME B31.3
Read these Guides
🎓 Advanced Training



Related posts:
![Super duplex stainless steel piping network on an offshore oil drilling platform.]()
Super Duplex Stainless Steel Oil and Gas Piping Design Guide
![Industrial duplex stainless steel piping system in a chemical processing facility.]()
Understanding Duplex Stainless Steel Properties and Industrial Piping Applications
![A welder performing a critical golden joint weld on an industrial steel pipeline.]()
What is a Golden Joint in Piping Systems?
![A collection of different types of industrial pipes classified by material and size on a storage rack.]()
Comprehensive Guide to Types of Pipes and Industrial Classification Systems
![Industrial piping network with digital overlays representing inch-dia and inch-meter engineering calculations.]()
What are Inch-Dia and Inch-Meter in Piping Systems?
![3D finite element stress analysis model of an industrial piping system showing stress distribution.]()
What Causes Piping System Stresses in Industrial Plants?