Table of Contents

Mastering Bonney Forge Valves and Pipe Fittings: Engineering Guide
In my 20 years of managing piping stress analysis and refinery construction, I have seen cheap fittings shear under thermal cycles. When you are dealing with Class 1500 superheated steam or volatile hydrocarbons, you do not gamble on unbranded components. That is why the Bonney Forge catalogue is my default reference. Let me share my field experience on how to select, calculate, and install these forged components without risking catastrophic field failures.
Key Engineering Takeaways
- Understand the structural superiority of forged steel over cast alternatives under cyclic thermal loading.
- Master the selection criteria for Weldolets, Threadolets, and Sockolets based on system pressure and fluid service.
- Learn the exact ASME B31.3 area reinforcement rules that govern branch connections.
- Implement proper field welding and gap verification protocols to prevent root-pass cracking.
- Navigate the pressure-temperature rating tables to ensure code compliance in extreme environments.
Why Specify Bonney Forge Valves and Pipe Fittings?
Forging refines the grain structure of the steel, aligning it with the physical geometry of the valve body or fitting. This directional grain flow provides maximum resistance to impact and fatigue. In contrast, castings are prone to internal voids, sand inclusions, and hot tears that can escape non-destructive testing and fail during hydrotesting or, worse, during plant operations.
The Mechanics of Branch Reinforcement
When you cut a hole in a run pipe to install a branch, you weaken the header. Standard piping codes like ASME B31.3 require that the metal area removed must be compensated for by excess thickness available in the header and branch pipes, or by adding a reinforcement pad.
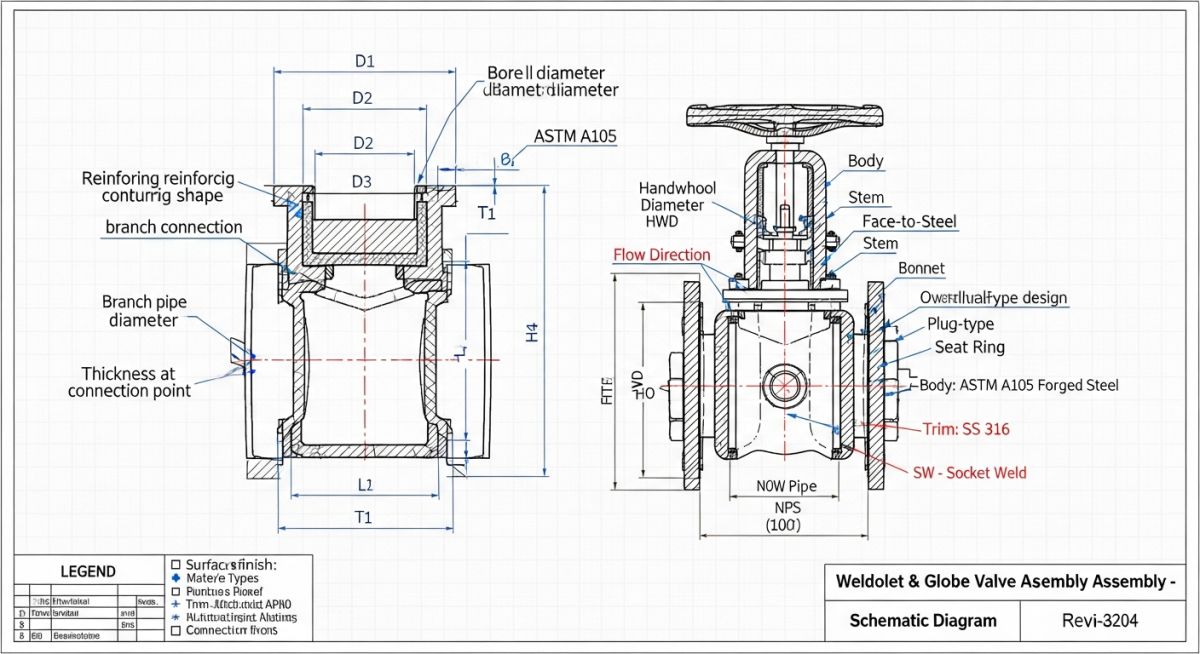
Bonney Forge revolutionized this with the invention of the Weldolet. These integrally reinforced branch connection fittings are pre-designed to provide the necessary reinforcement without the need for bulky, weld-intensive reinforcement pads. The reinforcement area calculation is governed by the following formula:
Where:
t_h = Nominal header thickness required for pressure design.
d_1 = Effective length of the opening in the header.
beta = Angle between the branch and header axes (typically 90 degrees, making sin(beta) equal to 1).
Because a genuine Weldolet is contoured to fit the run pipe precisely, it transitions the stress smoothly from the header to the branch, minimizing stress concentration factors. This is particularly critical in high-vibration systems, such as compressor discharge lines.
Forged Steel Valve Design Features
The Bonney Forge valve catalogue features gate, globe, and check valves designed for severe service. Their bolted bonnet and welded bonnet designs incorporate a fully guided wedge or disc, which prevents chattering and uneven wear on the seating surfaces. The packing chamber is deep and utilizes high-quality graphite packing with braided carbon fiber anti-extrusion rings, ensuring compliance with low-emission fugitive standards like API 624.
Forged Steel Valve Pressure-Temperature Ratings
The table below outlines the maximum working pressures for ASTM A105 (Carbon Steel) and ASTM A182 F316 (Stainless Steel) forged valves across various temperature ranges, in accordance with ASME B16.34.
| Material Spec | ASME Class | -20 to 100°F (psi) | 400°F (psi) | 600°F (psi) | 800°F (psi) |
|---|---|---|---|---|---|
| ASTM A105 | Class 800 | 1975 | 1580 | 1400 | 1110 |
| ASTM A105 | Class 1500 | 3705 | 2965 | 2630 | 2080 |
| ASTM A182 F316 | Class 800 | 1920 | 1380 | 1215 | 1100 |
| ASTM A182 F316 | Class 1500 | 3600 | 2585 | 2275 | 2055 |
Technical Mapping & Specifications Matrix
This matrix maps the primary branch connection fittings found in the Bonney Forge catalogue to their typical applications, end connections, and governing standards.
| Fitting Type | Primary Application | End Connection | Standard Reference |
|---|---|---|---|
| Weldolet | 90-degree high-pressure branch connection | Butt-weld | MSS SP-97 |
| Threadolet | Instrument connections and low-point drains | Threaded (NPT) | ASME B1.20.1 / MSS SP-97 |
| Sockolet | Small-bore piping branch connections | Socket-weld | ASME B16.11 / MSS SP-97 |
| Latrolet | 45-degree lateral branch connections | Butt-weld / Socket-weld | MSS SP-97 |
| Elbolet | Connections on short/long radius elbows | Butt-weld / Threaded | MSS SP-97 |
How to Verify Bonney Forge Fittings?
Before any forged fitting is welded onto a run pipe, it must undergo a rigorous quality control check. In my experience, catching a material mismatch or dimensional error before welding saves thousands of dollars in rework and prevents potential field failures.
Pre-Commissioning Inspection Checklist
-
Material Traceability: Cross-reference the heat number stamped on the fitting body with the Mill Test Certificate (MTR) to verify chemical composition and mechanical properties. -
Dimensional Verification: Measure the run size curvature of the fitting to ensure it matches the nominal pipe size (NPS) of the header. -
Weld Bevel Inspection: Check the weld prep angle on Weldolets (should be 37.5 degrees +/- 2.5 degrees) for any nicks, rust, or laminations. -
Socket Depth Gap: For Sockolets, verify that the pipe is backed out 1/16 inch (1.5 mm) from the bottom of the socket before welding to allow for thermal expansion. -
NPT Thread Check: Inspect Threadolet internal threads using a working plug gauge to ensure compliance with ASME B1.20.1.
Field Case Study: Real-World Application
Field Case Study: Real-World Application
The Problem: Vibration Fatigue Failure
During a routine inspection at a combined-cycle power plant, a crack was discovered at the weld toe of a 2-inch bypass line connected to a 12-inch main steam header operating at 950°F and 1250 psi. The original installer had used a generic, non-branded branch fitting. Finite element analysis revealed that the generic fitting lacked sufficient reinforcement at the crotch radius, leading to high localized stress concentration under cyclic thermal expansion and piping vibration.
The Solution: Engineered Retrofit
I was brought in to design the repair. We specified a genuine Bonney Forge Weldolet (ASTM A182 F11 Class 3000) to match the chrome-moly piping. The Weldolet’s integrated reinforcement and smooth transition profile reduced the stress concentration factor by 45%. We implemented a strict pre-heat of 400°F and post-weld heat treatment (PWHT) at 1300°F in accordance with ASME B31.1.
The Outcome: The system was returned to service, and subsequent non-destructive testing (including ultrasonic and dye-penetrant testing) showed zero defects. Over the last five years of continuous operation, the joint has exhibited zero leakage or crack propagation, proving the value of specifying engineered components from the Bonney Forge catalogue.
Installing Bonney Forge Valves and Pipe Fittings Safely
Proper installation is just as critical as selecting the correct material grade. Forged steel components are highly durable, but improper welding techniques, lack of pre-heating, or failure to maintain the expansion gap on socket welds can lead to premature failure. Always ensure your welders are qualified to the specific welding procedure specifications (WPS) required for the material class.
Frequently Asked Engineering Questions
What is the difference between a Weldolet and a Threadolet?
How does ASME B16.34 govern Bonney Forge valves?
Why is a 1/16 inch gap required for Sockolet installations?
Can Bonney Forge fittings be used in sour service?
What is the purpose of a Latrolet?
How do I read the markings on a Bonney Forge fitting?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: Valves and Pipe Fittings
Read these Guides
🎓 Advanced Training



Related posts:
![Piping stress engineer analyzing 3D piping model on computer screen for stress analysis]()
Mastering Piping Stress Interview Questions: The Ultimate Engineering Guide
![Industrial steam jet ejector 3D CAD model showing inlet and discharge ports]()
What is an Ejector? Types, Parts, Datasheet, and Working Principles
![3D CAD model of industrial piping system showing color-coded piping classes and specifications.]()
Mastering the Piping Material Specification for Industrial Plant Design
![Industrial pig launcher and receiver station with quick-opening closure and bypass piping.]()
Design and Engineering of Pig Launchers and Receivers
![Close-up of an industrial dial pressure gauge mounted on a stainless steel pipe.]()
What is a Pressure Gauge and How Does It Work?
![3D cutaway diagram of an industrial ball valve showing internal components like the ball, stem, and seats.]()
What is a Ball Valve? Design, Types, and Engineering Standards