
What is Corrosion Under Insulation and How to Prevent It
[Corrosion Under Insulation (CUI)]: [A severe form of localized external corrosion occurring on insulated carbon steel and stainless steel piping or equipment due to water ingress into the insulation system, operating within specific temperature ranges in compliance with API RP 583 and NACE SP0198 standards.]
In my 20 years of managing piping integrity across petrochemical plants and offshore platforms, I have seen many threats to asset life. None, however, are as insidious as corrosion under insulation. I often call it the “silent cancer” of industrial piping. You walk past a beautifully clad, pristine-looking line, completely unaware that beneath that shiny aluminum jacket, the carbon steel pipe wall is actively scaling away, losing millimeters of structural thickness every year.
I remember a project where a 12-inch steam condensate line ruptured unexpectedly. The insulation looked perfect from the outside. But once we stripped it back, we found the pipe had degraded to a paper-thin shell. The culprit was simple: a failed silicone sealant joint at an elbow cladding overlap. Water had been trickling in for five years, turning the mineral wool into a wet sponge that held moisture directly against the hot steel.
To defeat this hidden enemy, we must understand the exact physical and chemical mechanisms at play. We cannot rely on guesswork. We must design our piping systems, select our insulation materials, and apply protective coatings with the explicit goal of preventing moisture accumulation and metal degradation.
- Temperature is the primary driver: Carbon steels are most vulnerable between minus 4 and 175 degrees Celsius, while stainless steels suffer chloride stress corrosion cracking above 50 degrees Celsius.
- Insulation does not cause corrosion: The insulation material merely acts as a barrier that traps water, oxygen, and acidic or chloride contaminants against the pipe wall.
- Prevention requires a system-level approach: Successful mitigation relies on high-performance protective coatings, robust weatherproofing, and non-destructive testing.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
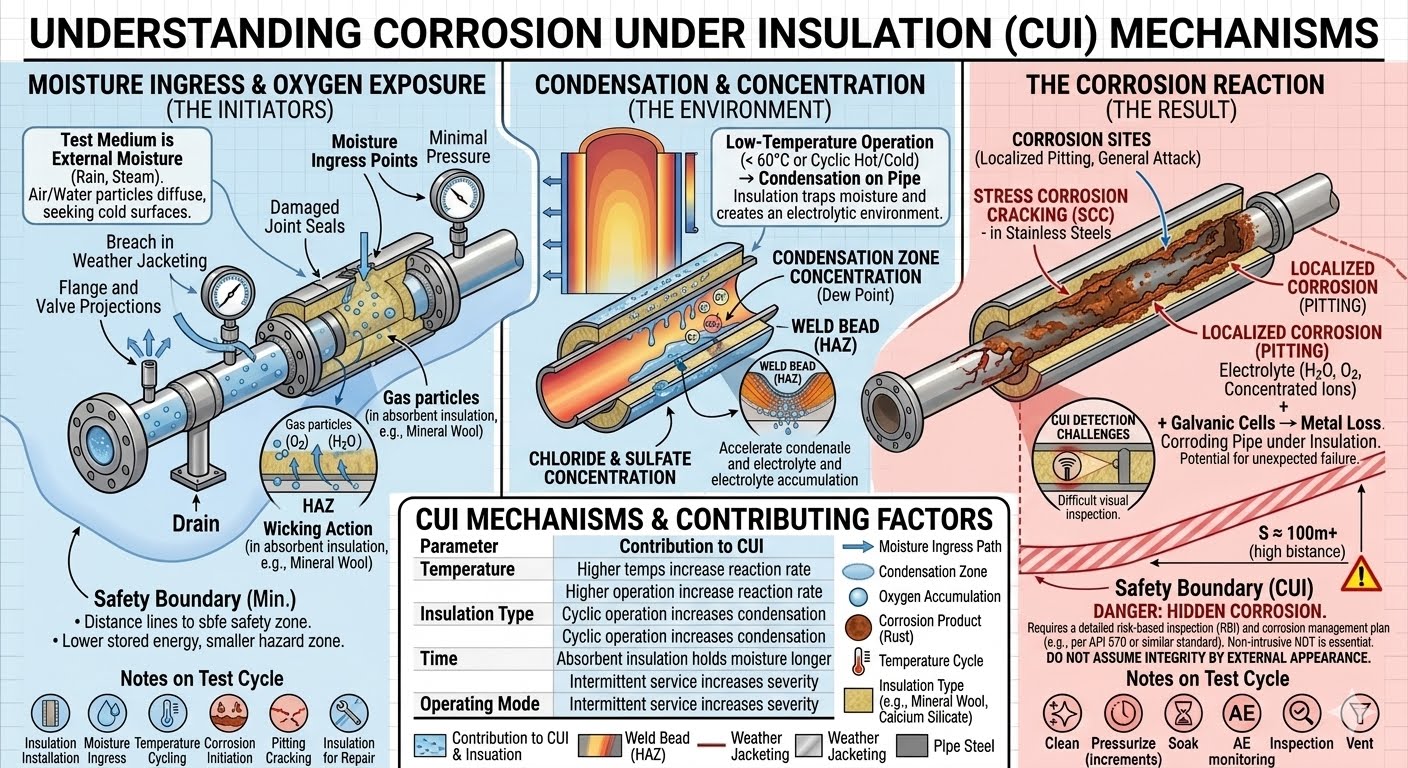
Understanding Corrosion Under Insulation Mechanisms
[CUI Corrosion Mechanism]: [The electrochemical degradation of metal surfaces beneath insulation caused by the combined presence of water, oxygen, and corrosive contaminants like chlorides or sulfates at elevated temperatures.]
The fundamental mechanism of CUI is electrochemical. When water penetrates the insulation barrier, it acts as an electrolyte. Oxygen from the atmosphere dissolves in this water, initiating a classic oxidation reaction on carbon steel. The rate of this reaction is heavily influenced by temperature and the presence of dissolved contaminants.
In my experience, the temperature range between 60 degrees Celsius and 120 degrees Celsius is the absolute danger zone for carbon steel. Below 60 degrees Celsius, the reaction rate is relatively slow. Above 120 degrees Celsius, water evaporates quickly, reducing the time the metal remains wet. However, in cyclic service—where a pipe alternates between hot and cold cycles—moisture is drawn in during the cool phase and then accelerates corrosion during the heating phase.
Never assume that stainless steel is immune to CUI. In my experience, austenitic stainless steels (such as 304 and 316) are highly susceptible to Chloride Stress Corrosion Cracking (ESCC) under insulation. This cracking can propagate rapidly through the pipe wall without showing significant external rust or wall thinning, leading to sudden, catastrophic failures.
Let us look at a practical engineering calculation I perform during fitness-for-service assessments. Suppose we have a carbon steel pipe with an initial nominal wall thickness of 9.53 millimeters. After 8 years of service under wet calcium silicate insulation, a Pulsed Eddy Current inspection reveals a localized remaining wall thickness of 4.20 millimeters.
The average corrosion rate (CR) is calculated as:
CR = (Initial Thickness – Remaining Thickness) / Time in Service
CR = (9.53 mm – 4.20 mm) / 8 years = 0.666 millimeters per year.
To determine if this pipe is safe for continued operation at a design pressure of 3.0 MPa, we calculate the minimum required wall thickness (t-min) using the ASME B31.3 process piping formula:
t-min = (P * D) / (2 * S * E + 2 * Y * P)
Where:
P = Design Pressure = 3.0 MPa
D = Outside Diameter = 273.1 mm (for a 10-inch pipe)
S = Allowable Stress for ASTM A106 Grade B = 138 MPa
E = Joint Quality Factor = 1.0
Y = Coefficient = 0.4
t-min = (3.0 * 273.1) / (2 * 138 * 1.0 + 2 * 0.4 * 3.0)
t-min = 819.3 / (276 + 2.4) = 819.3 / 278.4 = 2.94 millimeters.
Adding a future corrosion allowance for a 5-year run period at our calculated corrosion rate of 0.666 mm/year:
Required Thickness = t-min + (CR * Run Period)
Required Thickness = 2.94 mm + (0.666 mm/year * 5 years) = 6.27 millimeters.
Since our current remaining wall thickness is only 4.20 millimeters, which is less than the required 6.27 millimeters, the pipe is unfit for a 5-year run period and must be repaired or replaced immediately.
To mitigate these risks, industry standards like API RP 583 and AMPP SP0198 provide comprehensive guidelines on coating selection, insulation design, and inspection intervals.
How Insulation Materials Affect CUI Risk
[Insulation Material Selection]: [The evaluation of thermal insulation systems based on water absorption, chloride content, and operating temperature limits to minimize moisture retention on piping surfaces.]
The choice of insulation material plays a massive role in either accelerating or mitigating CUI. Materials that absorb and retain water, such as calcium silicate and mineral wool, act as sponges, keeping the pipe wet for extended periods. Conversely, closed-cell materials like cellular glass do not absorb water, significantly reducing the risk of CUI.
| Insulation Material | Water Absorption | Chloride Content | CUI Risk Level | Recommended Temp Range |
|---|---|---|---|---|
| Calcium Silicate | Very High (up to 400%) | Moderate to High | High | 80°C to 650°C |
| Mineral Wool | High (hydrophobic when new) | Low to Moderate | High | 0°C to 600°C |
| Cellular Glass | Extremely Low (closed-cell) | Negligible | Low | -260°C to 430°C |
| Aerogel Blanket | Low (hydrophobic) | Low | Medium | -200°C to 650°C |
| Polyurethane Foam | Low (closed-cell) | Low | Medium | -180°C to 120°C |
| Standard / Entity | Scope / Role | Key Temperature Limits | Recommended Mitigation / Action |
|---|---|---|---|
| API RP 583 | CUI management, inspection, and design practices. | -4°C to 175°C (Carbon Steel) | Risk-based inspection planning and targeted NDT screening. |
| AMPP SP0198 | Protective coatings for piping under insulation. | Up to 650°C (System CS-3/SS-3) | Application of epoxy phenolics or thermal sprayed aluminum (TSA). |
| ASTM C552 | Standard specification for cellular glass insulation. | -268°C to 427°C | Use in high-risk CUI zones to prevent water absorption. |
How to Inspect for Corrosion Under Insulation
[CUI Inspection Protocol]: [The systematic deployment of non-destructive testing methods and visual examinations to detect moisture ingress and metal loss without removing entire insulation systems.]
To effectively manage CUI, inspectors must look for specific indicators of water ingress and metal degradation. Relying solely on visual inspection of the outer cladding is a recipe for disaster. I have compiled this field verification checklist based on decades of turnaround inspections to help your team identify and validate CUI risks before they escalate.
-
Visual Cladding Assessment
Inspect for damaged, missing, or loose weatherproofing bands, failed silicone sealants at joints, and physical damage to the aluminum or stainless steel jacket. -
Identify High-Risk Locations
Focus on piping elbows, low points, dead legs, insulation terminations, nozzle penetrations, and support hangers where water naturally pools. -
Deploy Non-Destructive Testing (NDT)
Use Pulsed Eddy Current (PEC) for rapid screening of wall loss through insulation, or Guided Wave Testing (GWT) for long straight runs. -
Moisture Detection Surveys
Perform infrared thermography or neutron backscatter scans to locate wet insulation pockets without stripping the cladding. -
Targeted Insulation Removal
Cut inspection windows at high-risk locations to visually inspect the underlying pipe surface and coating condition.
Preventing Corrosion Under Insulation in Refineries
[CUI Mitigation Strategy]: [The application of high-temperature protective coatings, weatherproofing jackets, and non-destructive testing to eliminate moisture contact with metallic piping.]
Field Case Study: Real-World Application
During a major turnaround at a coastal refinery, we faced a massive challenge with a 10-inch carbon steel overhead line operating at 120 degrees Celsius. The line was insulated with mineral wool and wrapped in aluminum cladding. Visual inspection of the cladding showed minor sealant degradation at the joints. However, a Pulsed Eddy Current (PEC) scan indicated severe localized wall thinning. Upon stripping the insulation, we discovered deep pitting and scaling, with the pipe wall reduced from 9.53 mm to 3.80 mm in several areas. The mineral wool was completely saturated with water containing high concentrations of chlorides from the nearby marine atmosphere.
We immediately cut out and replaced the damaged piping sections. To prevent a recurrence, I made three fundamental changes to the design specification. First, we replaced the water-absorbent mineral wool with cellular glass insulation, which is impermeable to water. Second, we sandblasted the new pipe to a white metal finish and applied a high-build, two-coat epoxy phenolic coating system in strict compliance with AMPP SP0198 System CS-3. Third, we upgraded the cladding to stainless steel with heavy-duty silicone sealants and installed drain plugs at all low points. Follow-up inspections over the next five years showed zero water ingress and zero corrosion.
My recommendation is clear: never treat insulation as a “set-and-forget” installation. Always specify a high-performance coating beneath the insulation, regardless of the operating temperature, and design the cladding system to shed water actively.
Frequently Asked Engineering Questions
What is the most effective insulation material to prevent CUI?
At what temperature range is CUI most active?
Why does cyclic temperature service increase CUI risk?
What are the best non-destructive testing (NDT) methods for CUI?
How does AMPP SP0198 guide coating selection for insulated pipes?
Can we use aluminum foil wrapping to prevent CUI on stainless steel?
===
