Table of Contents

Steel Surface Coating for Corrosion Prevention in Industrial Piping
In my 20 years of managing piping integrity in aggressive offshore and petrochemical environments, I have seen countless structures degrade prematurely due to poor coating choices. Corrosion is an relentless electrochemical tax on industrial assets. Selecting the correct steel surface coating for corrosion prevention is not merely an aesthetic choice; it is a fundamental safety and structural requirement. When we design piping systems or structural supports, we must plan for the long-term degradation mechanisms that will inevitably attack the steel substrate.
Throughout my career, I have learned that a coating system is only as good as its surface preparation and application parameters. If you ignore the dew point, skip the surface profile checks, or select a generic paint for a highly corrosive C5 marine environment, you are setting the project up for catastrophic failure. This guide draws on my field experience to break down the exact engineering principles, standards, and calculations required to design and execute a high-performance protective coating system.
Key Engineering Takeaways
- Surface preparation is the single most critical factor, accounting for over 70% of premature coating failures.
- Understanding the difference between barrier, sacrificial, and inhibitive coatings prevents costly material selection errors.
- Environmental monitoring during application (ambient temperature, steel temperature, relative humidity, and dew point) is non-negotiable.
- Strict adherence to international standards like ISO 12944 and NACE SP0198 ensures predictable service life.
- Dry Film Thickness (DFT) must be verified using calibrated non-destructive testing instruments in accordance with SSPC-PA 2.
Why Steel Surface Coating for Corrosion Prevention Matters
Corrosion Mitigation Engineering: The systematic application of protective coatings serves as the primary defense mechanism against electrochemical oxidation of steel substrates, ensuring structural integrity under severe atmospheric and immersion services.
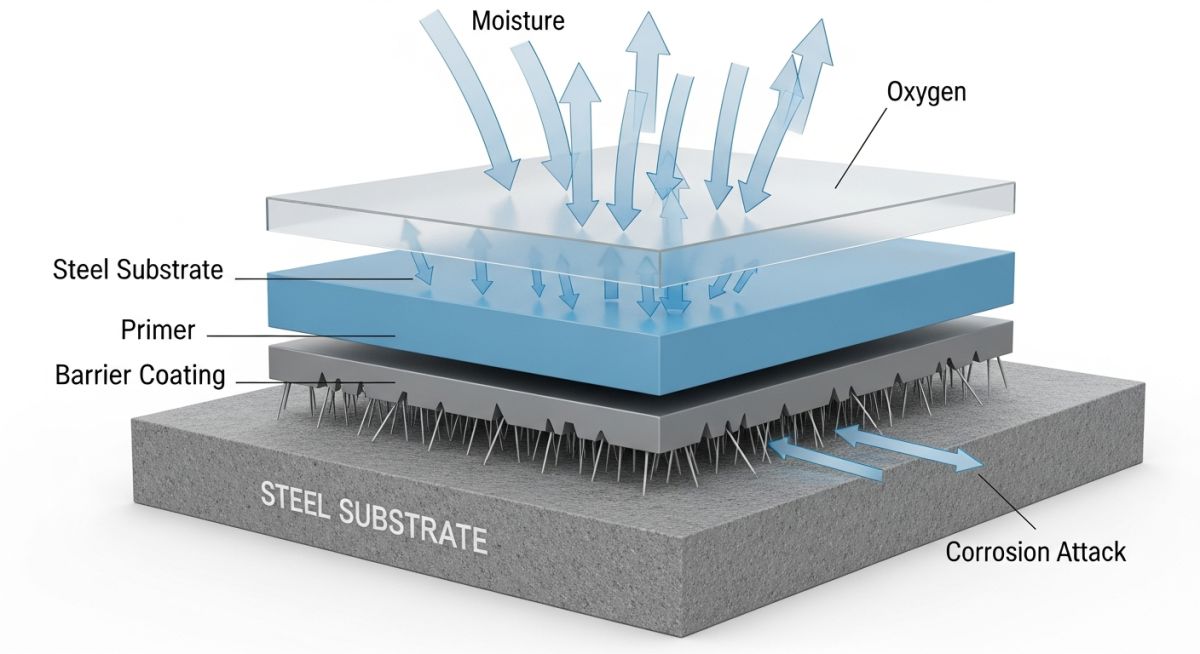
To understand why a specific steel surface coating for corrosion prevention works, we must first look at the electrochemical nature of corrosion. For corrosion to occur, four elements must be present: an anode, a cathode, an electrolyte, and a metallic path. Protective coatings work by disrupting this cell. They do this through three primary mechanisms:
- Barrier Protection: Isolating the steel from oxygen, water, and ionic species. High-build epoxies and coal tar epoxies are classic examples of barrier coatings.
- Sacrificial (Cathodic) Protection: Utilizing a more active metal (typically zinc) to act as a sacrificial anode. The zinc corrodes preferentially, protecting the underlying steel substrate. Zinc-rich primers (both inorganic and organic) operate on this principle.
- Inhibitive Protection: Incorporating pigments that react with moisture penetrating the film to form a passive layer on the steel surface. Zinc phosphate is a common inhibitive pigment used in primers.
The Mathematics of Corrosion and Coating Lifetime
In my design reviews, I often calculate the theoretical corrosion rate of unprotected steel to justify the capital expenditure of premium coating systems. The standard corrosion rate calculation is expressed as:
Where:
– CR = Corrosion Rate (typically in mm/year or mils/year)
– W = Weight loss of the steel coupon in grams
– K = A constant (e.g., 8.76 x 10^4 for mm/year when area is in cm^2 and time is in hours)
– D = Density of the steel (typically 7.85 g/cm^3 for carbon steel)
– A = Exposed surface area in cm^2
– T = Exposure time in hours
When we apply a high-performance coating system, we effectively reduce the exposed surface area (A) to near zero. However, because all organic coatings are semi-permeable to water and oxygen over long periods, we must calculate the water vapor transmission rate (WVTR) of the coating film to estimate its barrier efficiency. High-build coatings with low WVTR values extend the time to corrosion initiation.
In my years on site, the most common cause of immediate coating delamination is applying paint when the steel temperature is too close to the dew point. Moisture condenses invisibly on the steel, destroying adhesion. You must always ensure that the steel substrate temperature is at least 3°C (5°F) above the calculated dew point of the ambient air. No exceptions.
Surface Preparation Standards
You can buy the most expensive coating system in the world, but if you apply it over mill scale, rust, or grease, it will fail. Surface preparation is the foundation of coating longevity. We refer to joint standards from the Society for Protective Coatings (SSPC) and the National Association of Corrosion Engineers (NACE, now AMPP) to specify the required cleanliness:
- SSPC-SP 5 / NACE No. 1 (White Metal Blast Cleaning): Complete removal of all visible rust, mill scale, paint, and foreign matter. Used for highly critical, severe immersion services.
- SSPC-SP 10 / NACE No. 2 (Near-White Metal Blast Cleaning): At least 95% of each square inch must be free of all visible residues. This is the industry standard for high-performance offshore and industrial piping systems.
- SSPC-SP 6 / NACE No. 3 (Commercial Blast Cleaning): At least 66% of each square inch must be free of all visible residues. Suitable for moderate atmospheric exposures.
The table below outlines the standard coating system configurations recommended for different environmental corrosivity categories in accordance with ISO 12944. Selecting the correct category prevents over-engineering in mild environments and under-engineering in harsh ones.
| Category | Corrosivity | Typical Environment | Recommended System | Min. DFT (microns) |
|---|---|---|---|---|
| C2 | Low | Unheated buildings, rural areas | Alkyd or Acrylic single pack | 80 – 120 |
| C3 | Medium | Urban/industrial atmospheres, high humidity | Epoxy primer + Polyurethane topcoat | 160 – 200 |
| C4 | High | Chemical plants, coastal industrial areas | Zinc-rich epoxy + Epoxy build + Polyurethane | 200 – 240 |
| C5 | Very High | Offshore structures, high salinity marine | Inorganic Zinc + Epoxy Phenolic + Polyurethane | 280 – 320 |
| CX | Extreme | Offshore splash zones, extreme industrial | Norvolac Epoxy or Polyester Glass Flake | 500 – 1000+ |
This matrix maps key coating materials to their physical properties, primary failure modes, and relevant testing standards. Use this as a quick reference during the engineering design phase.
| Coating Type | Primary Mechanism | Key Advantage | Common Failure Mode | Reference Standard |
|---|---|---|---|---|
| Inorganic Zinc (IOZ) | Sacrificial / Cathodic | Excellent heat & solvent resistance | Mud-cracking if applied too thick | ASTM D520 |
| Epoxy Mastic | Barrier | Surface tolerant, high build | Chalking under UV exposure | ISO 12944-5 |
| Aliphatic Polyurethane | Barrier / Aesthetic | Superb UV and gloss retention | Moisture blistering during cure | ASTM D4541 |
| Fusion Bonded Epoxy (FBE) | Barrier | Excellent soil stress resistance | Cathodic disbondment if damaged | ISO 21809-2 |
Implementing Steel Surface Coating for Corrosion Prevention
Coating Quality Assurance: A structured field verification protocol designed to monitor environmental conditions, surface profile depth, and dry film thickness to guarantee long-term coating adhesion and performance.
In my role as a lead inspector, I have found that having a standardized, rigorous checklist on site is the only way to prevent contractors from cutting corners. The following checklist must be executed for every coating shift.
Field Inspection Checklist
Field Case Study: Real-World Application
The Problem: Premature Coating Failure on Offshore Gas Manifold
During a routine inspection of an offshore gas production platform in the North Sea, we discovered severe blistering and localized pitting corrosion on a critical carbon steel piping manifold. The system had only been in service for 18 months. The original specification called for a three-coat system: Inorganic Zinc primer, Epoxy intermediate, and Polyurethane topcoat. Upon investigation, we found that the contractor had applied the coating during a high-humidity period without verifying the dew point, leading to moisture entrapment. Furthermore, the surface profile was measured at only 25 microns, which was insufficient to anchor the heavy-build epoxy intermediate coat.
The Outcome: Remediation and Long-Term Success
I was brought in to lead the remediation engineering team. We completely isolated the manifold and specified ultra-high-pressure water jetting combined with abrasive blasting to achieve an SSPC-SP 10 (Near-White Metal) finish with a guaranteed 75-micron angular profile. We replaced the moisture-sensitive inorganic zinc with a surface-tolerant, high-solids novolac epoxy primer, followed by a high-build glass-flake epoxy intermediate layer, and finished with an aliphatic polyurethane topcoat. We implemented 100% inspection hold points, including Bresle patch testing for soluble salts. Five years later, the manifold shows zero signs of degradation, saving the operator an estimated 1.2 million in unplanned shutdown costs.
My direct recommendation from this field experience is simple: never compromise on surface preparation. If your contractor argues that a commercial blast (SSPC-SP 6) is “good enough” for a marine environment, replace the contractor. The cost of doing the job twice far outweighs the cost of doing it right the first time.
Frequently Asked Engineering Questions
What is the difference between SSPC-SP 10 and SSPC-SP 6?
Why is dew point monitoring so critical during coating application?
When should I specify inorganic zinc versus organic zinc primers?
What is the “Bresle Method” and why is it used?
How does dry film thickness (DFT) affect coating performance?
Can I apply polyurethane coatings directly to steel?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: steel surface coating for corrosion prevention
Related posts:
![Close-up of a composite-wrapped pipeline on an offshore oil rig showing woven fiber texture.]()
How Anti-Corrosive Composites Protect Critical Oil and Gas Assets
![Infographic flowchart of the GRP GRE FRP piping stress analysis workflow in START-PROF.]()
Rigid Struts: Definition, Applications, and Modeling in Caesar II
![3D stress analysis model of GRP piping system in START-PROF software showing stress distribution.]()
Stress Analysis of GRP / GRE / FRP Piping using START-PROF
![Industrial centrifugal pump installed on a concrete foundation with precision piping and alignment.]()
How to Use a Pump Installation Checklist for Maximum Reliability
![3D Caesar II pipe stress analysis model of a centrifugal pump piping system showing stress distribution.]()
Pump-Piping Alignment Caesar II Stress Analysis Methodology
![3D render of a structural steel cross-bracing connection with a gusset plate.]()
Mastering Steel Connections with a Cross-Bracing Design Example