
What is Pipeline Welding? | Methods of Pipeline Welding
In my experience working across large-scale piping systems, pipeline welding is not just about joining two pipes—it defines the long-term integrity, safety, and performance of the entire system. Whether you are dealing with oil & gas lines, water transmission networks, or process piping, pipeline welding plays a critical role in ensuring leak-proof and durable joints.
But here is the catch—most failures in pipelines don’t happen because of material issues; they happen because of poor welding practices, wrong process selection, or inadequate inspection. That’s why understanding the methods and field realities of pipeline welding is not optional—it’s part of an engineer’s core skillset.
Key Takeaways
- Pipeline welding ensures structural integrity and leak-proof performance.
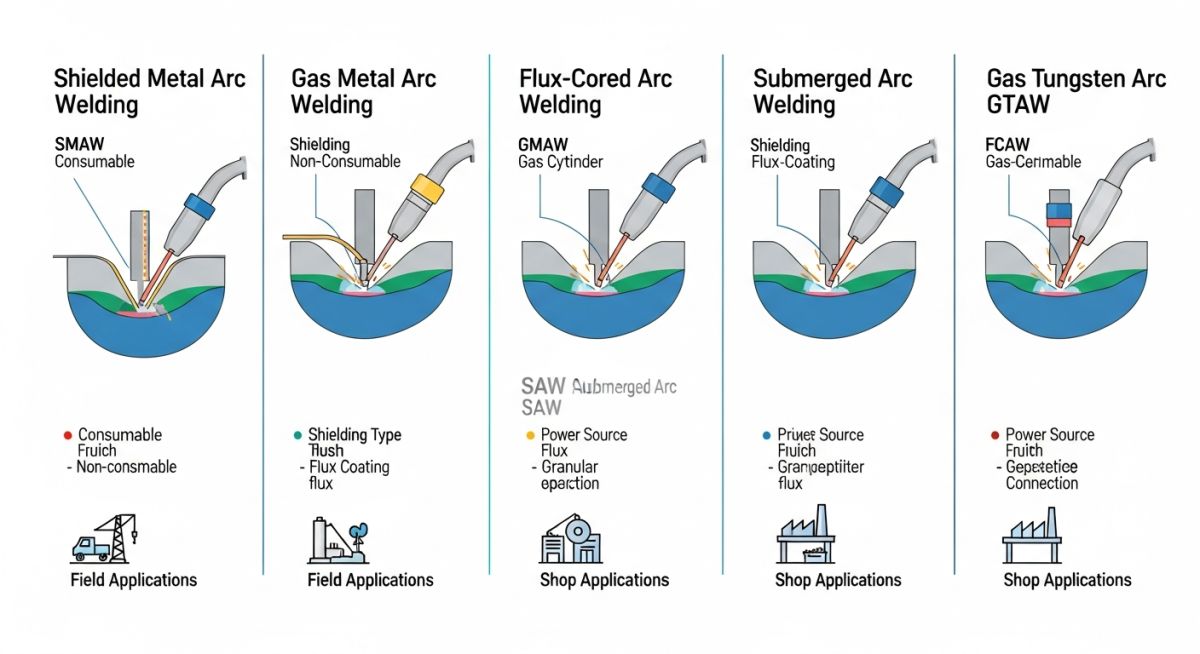
- Different methods like SMAW, GMAW, FCAW, SAW, and GTAW serve different applications.
- Process selection depends heavily on site conditions, pipe material, and weld position.
- Improper welding practices can lead to defects like porosity, cracks, and lack of fusion.
- Field conditions often demand practical adjustments beyond textbook procedures.
Pipeline welding is the process of joining pipes using controlled heat and filler materials to create strong, leak-proof joints. It involves various welding methods such as SMAW, GMAW, FCAW, GTAW, and SAW, selected based on project requirements, pipe material, and field conditions to ensure durability and structural integrity.
Interactive Engineering Quiz
Test your practical understanding of pipeline welding methods and field decisions
1. Which welding process is most suitable for outdoor pipeline welding in windy conditions?
What is Pipeline Welding?
In my experience, pipeline welding refers to the controlled process of joining two pipe sections using heat, pressure, and sometimes filler material to create a continuous, leak-proof system. But here is the catch—unlike shop welding, pipeline welding is heavily influenced by field conditions such as weather, accessibility, and pipe alignment.
Pipeline welds are typically categorized into root pass, hot pass, fill pass, and cap pass. Each stage must be executed precisely because even a small defect at the root can propagate into a major failure during operation.
Widely Used Pipeline Welding Processes
There is no single best welding method for pipelines. The selection depends on site conditions, material, productivity requirements, and weld quality expectations. On-site, I’ve often seen a mix of processes used across different passes of the same joint.
| Process | Best Use Case | Advantages | Limitations |
|---|---|---|---|
| SMAW | Field welding | Flexible, simple setup | Lower productivity |
| GMAW | Shop/controlled environments | High speed, clean welds | Sensitive to wind |
| FCAW | Semi-automatic field work | Higher deposition rate | Requires skill control |
| SAW | Pipe manufacturing | High quality, deep penetration | Not usable in field |
| GTAW | Root pass welding | Excellent weld quality | Low speed |
Pipeline Welding by Shielded Metal Arc Welding (SMAW)
SMAW, or stick welding, is still the backbone of field pipeline welding. I’ve personally seen it perform reliably in remote areas where power stability and gas shielding are major concerns.
- Uses coated consumable electrodes (E6010, E7018)
- Ideal for outdoor and windy conditions
- Common for root and fill passes
- Manual skill-dependent process
Pipeline Welding by Gas Metal Arc Welding (GMAW)
GMAW offers higher productivity compared to SMAW, but it comes with a limitation—shielding gas dependency. Even mild wind can disrupt arc stability and cause porosity.
- Continuous wire feed increases speed
- Cleaner weld appearance
- Requires controlled environment
Pipeline Welding by Flux-Cored Arc Welding (FCAW)
FCAW is a hybrid approach combining speed and penetration. It’s frequently used when productivity matters but full GMAW control is not feasible.
- Higher deposition rate than SMAW
- Available in self-shielded variants
- Good for thick pipe welding
Welding of Pipelines by Submerged Arc Welding (SAW)
SAW is typically used in pipe manufacturing shops, not field work. It produces extremely high-quality welds and is commonly seen in longitudinal seam welding of large pipes.
- Fully automated process
- Excellent penetration and consistency
- Requires fixed setup
Pipeline Welding by Gas Tungsten Arc Welding (GTAW / TIG)
GTAW delivers the highest weld quality, especially for root passes. But here is the catch—it’s slow and requires skilled welders.
- Non-consumable tungsten electrode
- Superior control and precision
- Preferred for critical applications
Steps for Pipeline Welding
In real project conditions, pipeline welding is executed in a disciplined sequence. I’ve seen teams rush this workflow to meet targets—but that is where defects begin to creep in.
- Fit-Up: Align pipes with correct root gap and land. Improper alignment leads to lack of penetration.
- Root Pass: Establishes the base weld. Usually performed using SMAW (E6010) or GTAW.
- Hot Pass: Removes slag from root and reinforces weld.
- Fill Pass: Builds weld thickness to required strength.
- Cap Pass: Final sealing layer ensuring proper bead profile.
- Inspection: Radiography (RT), Ultrasonic (UT), or visual checks to confirm weld quality.
Pipeline Welding Process Selection
Selecting the right welding process is not just a technical decision—it’s a balance of environment, cost, speed, and quality. On the job, this is where engineering judgment really matters.
| Parameter | Recommended Process | Reason |
|---|---|---|
| Outdoor Windy Conditions | SMAW | No shielding gas required |
| High Productivity Shop Work | SAW / GMAW | Automation and speed |
| Root Pass Quality | GTAW | Precision and control |
| Thick Pipes | FCAW | High deposition rate |
But here is the catch—many failures I’ve observed were not due to wrong welding process, but wrong process application in unsuitable conditions.
Pipeline Welding Machine
The performance of a weld is directly linked to the welding equipment being used. In pipeline projects, machine reliability becomes as important as operator skill.
- Transformer-based SMAW machines for site welding
- Inverter welding machines for portability and efficiency
- GMAW/FCAW wire-feed machines for higher productivity
- Automated SAW systems for manufacturing setups
Pipeline Welding Jobs
Pipeline welding offers strong career opportunities, but it demands skill, certification, and consistency. I’ve seen welders grow quickly when they master position welding and discipline.
- Pipeline Welder (SMAW / GTAW certified)
- Welding Inspector (NDT Level II / III)
- Welding Engineer
- Pipeline Construction Supervisor
Video Courses in Welding
Learning welding visually makes a massive difference. While experience is built in the field, structured video training helps in understanding arc behavior, weld pool control, and electrode manipulation.
Field Case Study: Real-World Application
Problem Statement
During a pipeline installation project, multiple weld joints failed radiographic testing due to internal porosity and lack of fusion. The welding team was using GMAW in open field conditions without wind protection, causing shielding gas failure.
On evaluating the setup, the root cause was clear—the selected welding process was incompatible with environmental conditions. The solution involved switching to SMAW for root passes and implementing wind shields for controlled weld zones.
Metric Outcomes
- Radiography rejection rate reduced significantly
- Improved weld consistency across joints
- Reduced rework and project delays
If you are involved in pipeline projects, my recommendation is simple—focus on process discipline and field practicality rather than just theoretical welding methods.
Frequently Asked Questions (FAQs)
What is the most commonly used pipeline welding method?
Why does GMAW fail in outdoor conditions?
Which welding method gives best root weld quality?
What is the biggest cause of weld failure in pipelines?
Which machine is best for pipeline welding?
Is pipeline welding a good career option?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis



