Table of Contents
Welding Positions: Pipe Welding Positions Explained for Real Field Applications
In my 20+ years of piping engineering across steel plants, refineries, and heavy EPC projects, I’ve seen one recurring issue — engineers and even welders often underestimate how critical pipe welding positions are to weld quality, safety, and productivity.
Whether you’re dealing with a simple flat weld (1G) or a complex 6G qualification, the position directly impacts penetration, defect risk, welder fatigue, and inspection acceptance. On real sites like pipe racks and shutdown jobs, you rarely get ideal conditions — and that’s where understanding welding positions becomes crucial.
✅ Key Takeaways from Field Experience
- 6G welding position is the most challenging and widely used for welder qualification.
- Pipe welding positions (5G & 6G) simulate real-life site constraints where rotation is not possible.
- Improper position handling is one of the top causes of weld rejection during radiography.
- Understanding ISO vs ASME position mapping avoids costly rework during inspections.
📌 Quick Answer
Pipe welding positions define how a pipe is oriented and whether it rotates during welding. Positions like 1G, 2G, 5G, and 6G determine welding difficulty, technique, and inspection quality. Among these, 6G is the most complex, requiring multi-angle welding skill and is commonly used for welder qualification in critical piping systems.
Interactive Engineering Quiz
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
In my experience across heavy EPC projects—from steel plants to cross-country piping—I’ve rarely seen weld failures caused purely by lack of skill. The majority of issues stem from poor understanding of pipe welding positions and how they affect weld pool behavior, penetration, and defect formation.
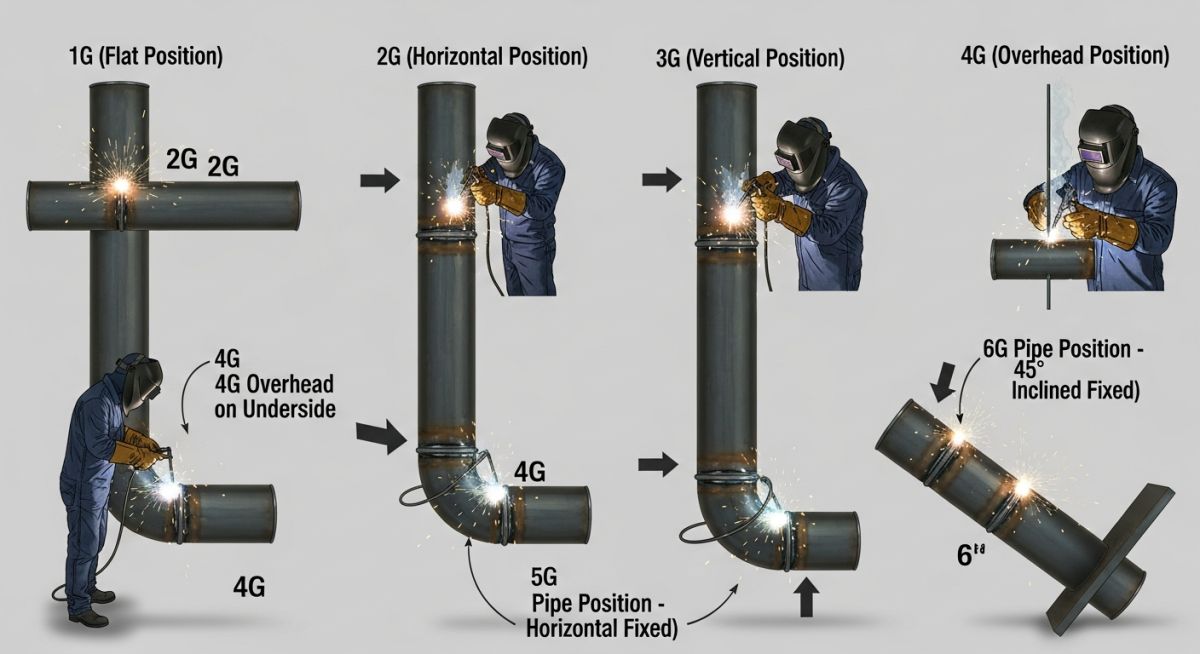
Types of Pipe Welding Positions in Real Practice
Pipe welding positions are classified based on pipe orientation and whether it rotates. These are standardized under ASME Section IX and AWS guidelines.
1G (Rotated Pipe – Flat Position)
- Pipe rotates during welding
- Welder maintains flat position throughout
- Common in fabrication shops using rollers
2G (Fixed Vertical Pipe)
- Pipe axis is vertical and does not rotate
- Welding is performed horizontally
- Used for structural pipe connections
5G (Fixed Horizontal Pipe)
- Pipe axis is horizontal and fixed
- Welding performed in multiple positions (flat + vertical + overhead)
- Very common in field conditions
6G (Inclined Pipe at 45°)
- Pipe fixed at 45-degree angle
- Combination of all welding positions
- Mandatory qualification for high-pressure piping systems
ISO vs ASME / AWS Welding Position Comparison
One recurring issue I’ve observed during audits is confusion between ISO and ASME welding position terminology. For example: ISO 6947 defines welding positions differently compared to ASME.
- ISO uses PA, PB, PC, etc.
- ASME uses numeric coding like 1G, 2G, etc.
- Mapping errors can lead to rejection during inspection
Why Pipe Welding Positions Matter in Projects
From hydrotest failures to radiography rejections, improper understanding of welding positions is one of the top contributors to project delays. It impacts:
- Welder qualification success rate
- Inspection acceptance (RT/UT)
- Repair rates and cost overruns
- Safety during elevated or overhead welding
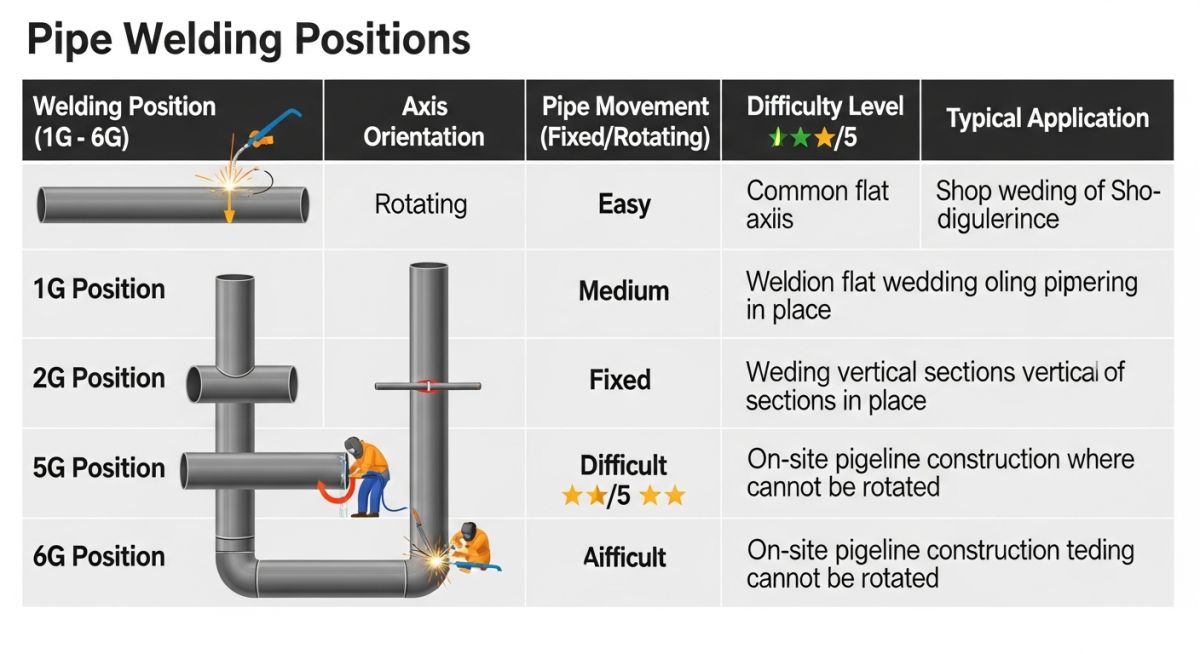
| Position | Pipe Orientation | Rotation | Difficulty | Typical Application |
|---|---|---|---|---|
| 1G | Horizontal | Rotates | Low | Shop fabrication |
| 2G | Vertical | Fixed | Medium | Structural piping |
| 5G | Horizontal | Fixed | High | Field installation |
| 6G | 45° inclined | Fixed | Very High | Critical systems (refinery, power) |
Field Case Study: Real-World Application
⚠️ Problem: Shutdown Weld Failure in 5G Position
During a shutdown project in a steel plant piping system, we faced repeated weld failures in a 24-inch process pipeline. The pipe was fixed in a horizontal orientation (5G position), and due to space constraints in the pipe rack, welders had limited mobility.
Radiography reports showed recurring defects:
- Lack of root penetration
- Slag inclusions in vertical sections
- Porosity in overhead segments
Investigation revealed that welders were not adjusting their electrode angle while transitioning between flat, vertical, and overhead segments — a critical requirement in 5G welding.
✅ Solution & Outcome
- Re-trained welders specifically for 5G positional transitions
- Adjusted welding procedure specification (WPS) based on ASME Section IX
- Introduced step-by-step inspection after root pass
- Improved joint fit-up quality
Result: Weld rejection rate dropped from 18% to below 3%, saving both cost and shutdown time.
My Recommendation: Never treat pipe welding positions as a theoretical topic. In real EPC projects, positions like 5G and 6G define success or failure of your welding program. Always align welder qualification, WPS, and inspection strictly with position-specific challenges.