Technical Content Verified
Updated: January 2026 | Piping Construction Standards
Pipe Fabrication Shops in Piping Construction: Shop Fabrication vs Site Fabrication
Pipe Fabrication Shops represent the industrial heartbeat of any major oil and gas project, serving as specialized facilities where raw piping materials are transformed into complex, engineered spools. In the modern EPC (Engineering, Procurement, and Construction) landscape, the decision between shop-based and site-based fabrication is a critical strategic pivot that influences the entire project schedule, safety profile, and total installed cost.
What is the Role of Pipe Fabrication Shops?
Pipe Fabrication Shops are controlled environments used to pre-manufacture piping spools before they are shipped to a construction site. By centralizing welding, NDT, and coating in a shop, projects achieve higher quality, improved safety, and significantly reduced field man-hours compared to traditional site-based fabrication methods.

In This Technical Guide
Engineering Knowledge Check: Pipe Fabrication
Question 1 of 5
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Strategic Location Selection for Industrial Pipe Fabrication Shops
The geographical placement of Pipe Fabrication Shops is rarely a matter of convenience; it is a calculated logistical decision. For mega-projects, such as LNG trains or offshore platforms, the shop’s location determines the feasibility of the entire supply chain. Ideally, these facilities are situated near deep-water ports or major rail hubs to facilitate the intake of raw pipes and the export of finished, heavy spools.
- Proximity to Raw Materials: Reducing the lead time for carbon steel and alloy pipes delivery.
- Transport Logistics: Ensuring “Super-Load” trucking routes are available for moving large diameter spools.
- Skilled Labor Access: Locating near industrial hubs ensures a steady supply of certified welders and pipefitters.
The Critical Importance of Pipe Fabrication Shops in EPC Projects
In the context of modern EPC (Engineering, Procurement, Construction) contracts, Pipe Fabrication Shops act as the primary buffer against schedule slippage. By shifting 50% to 80% of the piping work away from the active construction site, project managers can decouple the fabrication timeline from site constraints like weather, permit delays, or civil work progress.
Furthermore, the shop environment allows for the implementation of lean manufacturing principles. Advanced automated welding machines (e.g., GTAW orbital welders) can be deployed effectively, ensuring consistent weld penetration and drastically reducing the repair rates compared to manual stick welding performed on a windy scaffold.
Standard Engineering Processes within Pipe Fabrication Shops
The workflow inside high-efficiency Pipe Fabrication Shops follows a strict linear progression designed to maximize throughput while maintaining ASME B31.3 compliance.
Engineering & Isometrics (IFC)
Receiving “Issued For Construction” (IFC) drawings and converting them into shop spool sheets with cut lengths and weld maps.
Material Receiving & Cutting
Verifying heat numbers on pipes and fittings before precision cutting using CNC plasma or band saws.
Fit-Up and Tacking
Aligning pipes, flanges, and fittings with temporary tack welds. This stage requires high precision to ensure dimensional tolerances.
Welding (WPS/PQR)
Executing the root, fill, and cap passes according to the approved Welding Procedure Specification (WPS).
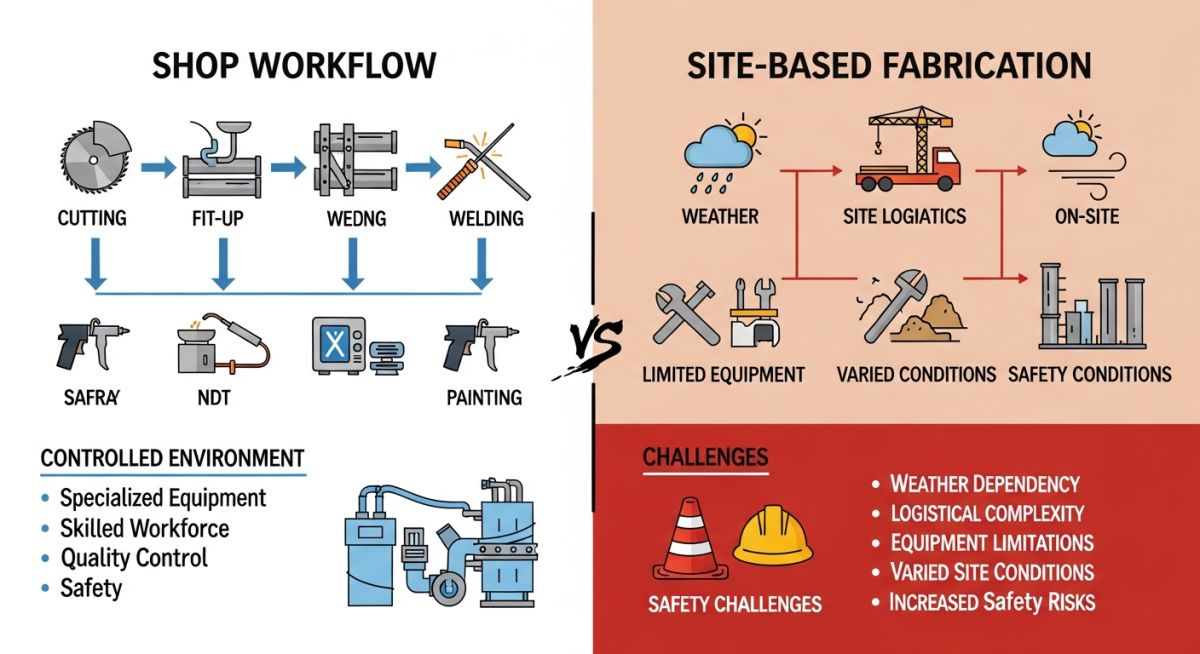
Technical Comparison: Shop Fabrication vs Site Fabrication
The debate between fabrication in Pipe Fabrication Shops versus “field-run” fabrication is centered on three variables: Cost, Quality, and Schedule. While site fabrication offers flexibility for small bore pipes (typically under 2 inches) that need to route around unforeseen obstacles, it suffers from environmental exposure and logistical inefficiencies.
Advantages of Shop Fabricated Piping Spools
Shop fabrication allows for the use of positioning equipment (rotators), which enables welders to perform welds in the “1G” (flat) position. This is the optimal position for weld quality and speed. In contrast, site welders often must perform “5G” or “6G” welds in restricted access areas, increasing the risk of defects like porosity or lack of fusion.
Key Metric: Industry data suggests that a welder in a controlled shop environment is approximately 2 to 3 times more productive than a welder working at an elevated height on a construction site.
Operational Context for Site Fabricated Piping
Despite the dominance of Pipe Fabrication Shops, site fabrication remains unavoidable for specific scenarios. “Field-fit” welds are deliberately left loose on drawings to account for civil tolerance deviations at the construction site. Additionally, small-bore piping (typically under 2 inches) is often routed “field-run” to navigate around structural steel and cable trays that were not perfectly modeled in the 3D design.
Quality Assurance Protocols in Modern Pipe Fabrication Shops
The controlled environment of a shop allows for stringent QA/QC protocols that are difficult to replicate in the field. Pipe Fabrication Shops utilize automated tracking systems to link every weld to a specific welder and heat number.
- Non-Destructive Testing (NDT): Radiography (RT) and Ultrasonic Testing (UT) can be performed immediately after cooling, providing real-time feedback to welders.
- Hydrostatic Testing: Spools can be pressure tested in designated bays with proper drainage and safety barriers, avoiding the risk of high-pressure water releases on a crowded construction site.
- Surface Preparation: Blasting and painting in climate-controlled booths ensure the coating adheres properly, significantly extending the spool’s lifespan against corrosion.
Logistics and Spool Management from Pipe Fabrication Shops to Site
Moving thousands of tons of steel from Pipe Fabrication Shops to the installation point is a massive logistical undertaking. Modern shops use RFID tagging and barcoding on every spool. This data integrates with the project’s 3D model (e.g., Navisworks), allowing construction managers to “visualize” exactly which spools are on the truck, which are in the laydown yard, and which are installed.

Design Codes and Welding Standards for Pipe Fabrication Shops (ASME B31.3)
The governing bible for most industrial piping is ASME B31.3 (Process Piping). Pipe Fabrication Shops must maintain a library of qualified Welding Procedure Specifications (WPS) and Procedure Qualification Records (PQR) to meet these codes.
For critical services, such as high-pressure steam or lethal substances, the code mandates 100% X-ray verification. Achieving this acceptance rate is significantly easier in a shop where wind drafts do not blow away shielding gas—a common cause of porosity in field welds.
Cost-Efficiency and Productivity Metrics in Pipe Fabrication Shops
When evaluating the Return on Investment (ROI) of outsourcing to Pipe Fabrication Shops, engineers look at the “Total Installed Cost.” While the hourly rate of a shop might seem high, the efficiency gains offset the expense.
| Metric | Shop Fabrication | Site Fabrication |
|---|---|---|
| Weather Impact | Zero (Indoors) | High (Rain/Wind delays) |
| Weld Rejection Rate | Typically < 1% | Typically 3% – 5% |
| Safety Incidents | Low (Controlled level ground) | Higher (Heights/Confined space) |
| Productivity | 25-40 Diameter Inch / Day | 8-12 Diameter Inch / Day |
Understanding the “Diameter Inch” (DI) Metric
Productivity in Pipe Fabrication Shops is measured in “Diameter Inches” rather than linear meters. This standardizes the effort required across different pipe sizes.
Example: Welding one joint on a 10-inch pipe equals 10 DI. Welding one joint on a 2-inch pipe equals 2 DI. A shop welder completing three 10-inch joints in a shift achieves 30 DI.
Conclusion: The Shift Toward Automated Pipe Fabrication Shops
As the industry moves toward 2030, Pipe Fabrication Shops are becoming increasingly automated. Robots are now handling material handling, cutting, and even complex saddle welds. This shift not only addresses the global shortage of skilled manual welders but also guarantees a level of precision that is mathematically impossible to achieve by hand. For any large-scale oil and gas venture, the shop is no longer just a supplier; it is a strategic partner in construction success.
Case Study: Reducing Offshore Risk via Maximum Shop Fabrication
Project Data
- Project: Deepwater FPSO Topside Refurbishment
- Location: North Sea (Offshore)
- Scope: 4,500 Diameter Inches of Duplex Stainless Steel
- Constraint: Limited bed space and strict weather windows.
- Strategy: 95% Fabrication in Onshore Pipe Fabrication Shops.
The Challenge
The original execution plan assumed significant “field-run” piping to ensure fit-up on the aging vessel. However, offshore welding productivity was calculated at only 4 Diameter Inches per day due to permits and weather, with a cost of over USD 450 per man-hour. A delay in piping completion threatened to push the project into the winter storm season.
The Engineering Fix
The team utilized 3D Laser Scanning of the existing vessel to create a “Digital Twin.” This data was sent to onshore Pipe Fabrication Shops. The shop fabricated complex spools with high precision (tolerances reduced to +/- 1.5mm). Spools were hydro-tested, painted, and heat-traced in the shop, leaving only flange bolt-ups for the offshore crew.
Lessons Learned
- Laser Accuracy: Modern scanning technology eliminates the need for “field-fit” welds, allowing shops to do 100% of the work.
- Cost Savings: Shifting 4,000 man-hours from offshore to the shop saved approximately USD 1.2 Million.
- Schedule Certainty: The shop operated 24/7 indoors, unaffected by the North Sea weather that grounded offshore helicopter flights.
Frequently Asked Questions about Pipe Fabrication Shops
What is the difference between a ‘Spool’ and a ‘Pipe’?
Why is shop fabrication preferred over site fabrication?
Do Pipe Fabrication Shops handle painting and testing?
What are ‘Field-Fit’ welds?
Final Technical Summary
The evolution of construction strategies in the oil and gas sector has firmly established Pipe Fabrication Shops as the cornerstone of efficient project execution. By decoupling the critical path of piping works from the variables of the construction site, EPC contractors can achieve higher quality standards under ASME B31.3 while simultaneously reducing safety risks.
In 2026, the integration of digital twins, laser scanning, and automated welding cells continues to push the boundaries of what is possible. For project managers and engineers, maximizing the scope of shop fabrication is not just a preference—it is a mandatory strategy for controlling costs and delivering projects on schedule.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
📚 Recommended Resources: Pipe Fabrication Shops
Read these Guides
🎓 Advanced Training




Related posts:
![Technician performing ultrasonic testing on a metal weld joint]()
Understanding the Meaning of Ultrasonic Testing of Welds
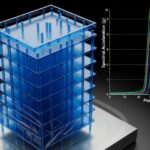
![3D structural model of a building undergoing seismic simulation with a response spectrum graph overlay.]()
What is Response Spectrum and Steps for Earthquake Response Spectrum Analysis
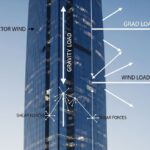
![3D architectural render of a modern skyscraper showing vector arrows representing structural loads.]()
Types of Loads on Structures: An In-Depth Guide
![Cutaway 3D render of an API 6D trunnion-mounted ball valve on an industrial pipeline.]()
Ultimate Engineering Guide to API 6D Valve Design and Testing
![Pressure vessel fabrication process in industrial workshop with welding and rolling operations]()
Pressure Vessel Fabrication Process Explained for Industrial Projects
![Pressure vessel vs storage tank visual comparison industrial equipment]()
Pressure Vessels vs Storage Tanks Major Differences