
What is Normalizing? Definition, Process, Advantages, and Applications of Normalizing
In my 20+ years of working with piping systems, pressure vessels, and fabrication yards, I’ve seen engineers underestimate one thing again and again — metal microstructure control. I remember a case where a batch of carbon steel pipes failed hydrotesting not because of design, but because the grain structure was inconsistent. The fix? Normalizing process. That single heat treatment step brought uniformity, improved strength, and saved the project timeline from collapse.
If you’re serious about engineering reliability, especially in fabrication and welding environments, understanding the normalizing process is not optional — it’s a field survival skill.
- Normalizing process refines grain structure and enhances mechanical properties like strength and toughness.
- It involves heating above critical temperature followed by air cooling.
- Widely used in steel fabrication, forgings, and welded structures.
- Helps eliminate internal stresses and improves machinability.
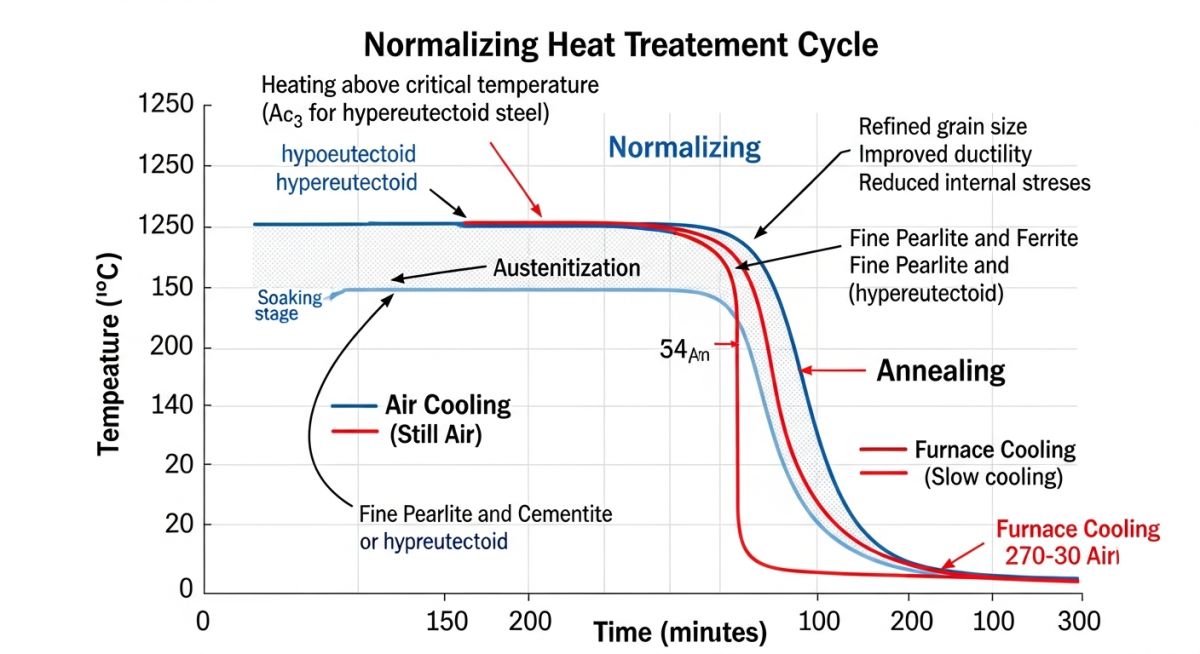
- Different from annealing mainly due to faster cooling and finer grain structure.
Interactive Engineering Quiz
Normalizing Definition / What is Normalizing Process?
In my field work across fabrication yards and refinery shutdowns, I define the normalizing process as a controlled heat treatment cycle where steel is heated above its critical transformation temperature (Ac3 or Acm) and then allowed to cool naturally in air. This air cooling step is what differentiates it from other methods and produces a fine, uniform grain structure.
At the metallurgical level, what I am doing during the normalizing process is transforming the microstructure into austenite during heating, and then letting it convert into refined ferrite-pearlite during air cooling. The result is improved strength, toughness, and dimensional stability.
Metals Suitable for Normalizing Process
In practical engineering, I primarily apply the normalizing process on ferrous alloys. Not all metals respond effectively due to their phase transformation characteristics.
| Material | Suitability | Reason |
|---|---|---|
| Low/Medium Carbon Steel | Highly Suitable | Responds well to grain refinement and stress relief |
| Alloy Steel | Moderately Suitable | Requires controlled temperature cycles |
| Cast Steel | Highly Suitable | Removes casting stress and improves homogeneity |
| Stainless Steel | Limited Use | Different heat treatments preferred |
Purpose of Normalizing Process
When I specify the normalizing process in engineering drawings, I always have clear objectives tied to performance and fabrication needs.
- Grain Refinement: Produces fine, uniform grain structure
- Stress Relief: Reduces residual stresses from welding or forming
- Improved Machinability: Makes machining predictable
- Mechanical Uniformity: Ensures consistent strength across the section
- Preparation Stage: Acts as a pre-treatment before hardening
In pipeline projects, I’ve used the normalizing process before hydrotesting because uneven properties can lead to localized yielding — something you don’t want under pressure conditions.
The Normalizing Process: Step-by-Step Breakdown
Here is how I explain the normalizing process to junior engineers in fabrication shops:
-
Heating Stage
Material is heated to about 30–50°C above critical temperature. For most carbon steels, this falls in the range of 800–950°C. -
Soaking Stage
Holding time depends on thickness:
Rule of thumb: 1 hour per 25 mm thickness -
Air Cooling Stage
Material is removed from the furnace and cooled in still air. This faster cooling compared to annealing creates a finer structure.
Mathematically, heat transfer during cooling can be approximated using Newton’s law:
q = h × A × (Tsurface − Tair)
Where:
q = heat loss rate
h = heat transfer coefficient
A = surface area
Applications for Normalizing Process
Across industries, I’ve applied the normalizing process in the following scenarios:
- Pressure vessel plate preparation
- Forged components like flanges and shafts
- Weld heat-affected zone refinement
- Castings before machining
- Pipe manufacturing and pipeline projects
In refinery projects, normalizing becomes non-negotiable when dealing with high-stress rotating equipment components where uniformity can directly impact reliability and safety.
Normalizing Steel: Practical Engineering Perspective
In my experience handling refinery-grade carbon steel and alloy piping, the normalizing process becomes especially relevant when steel undergoes rolling, forging, or welding. These operations distort grain structure and introduce internal stress concentrations that are not visible but highly dangerous under service conditions.
When I normalize steel, I ensure the final microstructure is fine pearlite with uniform ferrite distribution, which gives a balanced combination of strength and toughness. Practically, this is what prevents brittle fracture in low-temperature environments and improves fatigue resistance.
Difference Between Normalizing and Annealing Process
Many junior engineers confuse annealing and the normalizing process. I break it down using real operational differences:
| Parameter | Normalizing | Annealing |
|---|---|---|
| Cooling Method | Air cooling | Furnace cooling |
| Cooling Rate | Moderate | Slow |
| Grain Size | Fine | Coarse |
| Strength | Higher | Lower |
| Application | Structural components | Softening for machining |
If I am preparing a component for heavy load-bearing service, I prefer the normalizing process. If I need softness for forming or machining, I go with annealing.
Field Case Study: Real-World Application
During a refinery expansion project, I encountered a batch of forged flanges that developed micro-cracks during CNC machining. Ultrasonic testing showed internal stress concentration zones, making them unsafe for high-pressure service.
I traced the issue back to improper post-forging heat treatment. The vendor had skipped the normalizing process, leaving the grain structure coarse and stress unevenly distributed.
My corrective action involved:
- Re-heating flanges to ~900°C (above critical temperature)
- Holding based on thickness (1 hour per 25 mm)
- Removing and allowing controlled air cooling
- Performing hardness and ultrasonic testing after treatment
Crack formation reduced to zero during machining. Hardness variation dropped significantly, and the flanges met ASME acceptance criteria for pressure service.
Field Lesson Learned:
Never accept forged or hot-worked components without verifying the normalizing process. It’s not just a heat treatment step — it’s a reliability guarantee.







