Table of Contents

What are Mechanical Fasteners and How to Select Them
In my 20 years of managing piping installations on offshore platforms and refinery expansions, I have seen multi-million dollar projects brought to a complete standstill by something as simple as a poorly selected bolt. Mechanical fasteners are the unsung heroes of industrial infrastructure. They hold together high-pressure steam lines, chemical reactors, and structural steel frames under extreme environmental conditions. Selecting the wrong grade, thread pitch, or tightening method can lead to catastrophic joint failures, leaks, and costly unscheduled shutdowns.
Understanding the physics behind clamping force, material limits, and thread geometry is not just for academic study; it is a daily operational necessity. In this guide, I will share my field experience and break down the core types of fasteners, their engineering calculations, and the selection criteria that keep plants running safely.
- Differentiate between temporary, semi-permanent, and permanent mechanical joints.
- Master the torque and preload calculations required to prevent joint relaxation.
- Identify the correct ASTM and ASME standards for high-temperature and high-pressure applications.
Why Do We Use Mechanical Fasteners in Piping
In piping systems, the primary objective of any joint is to maintain a leak-free seal under varying thermal and pressure cycles. While welding provides a permanent, leak-proof joint, it lacks the flexibility required for maintenance, inspection, and component replacement. This is where mechanical fasteners become indispensable. They allow for rapid disassembly of valves, pumps, and instruments while providing the structural integrity needed to contain hazardous fluids.
The engineering behind a bolted flange joint relies on the concept of elastic deformation. When we tighten a bolt, we are essentially stretching it like a very stiff spring. This stretch creates a tensile force known as bolt preload. The preload, in turn, exerts a compressive clamping force on the gasket, compressing it into the flange faces to fill any microscopic imperfections and prevent fluid bypass.
The Physics of Bolt Preload and Torque
Calculating the correct torque is a fundamental step in joint design. Under-tightening leads to insufficient gasket compression and subsequent leaks, while over-tightening can yield the bolt or crush the gasket. The relationship between applied torque and the resulting preload is expressed by the classic elastic torque formula:
Where:
– T is the target tightening torque (expressed in Newton-meters or Foot-pounds).
– K is the dimensionless nut factor (torque coefficient), which accounts for friction. For dry steel, K is typically 0.20; for lubricated threads, K drops to 0.15 or lower.
– D is the nominal bolt diameter (expressed in meters or inches).
– F is the target bolt preload or tension (expressed in Newtons or Pounds).
To determine the maximum allowable preload without yielding the fastener, we use the tensile stress area of the thread:
Where S_y is the yield strength of the material (for example, 105,000 PSI for ASTM A193 B7 studs under 2.5 inches) and A_t is the thread tensile stress area. This safety margin ensures the fastener remains within its elastic limit during operation.
In my experience, stainless steel fasteners (such as ASTM A193 Grade B8) are highly susceptible to thread galling. Galling occurs when the protective oxide layer on the stainless steel is worn away by friction, causing the mating threads to cold-weld together. Always apply a high-quality nickel-based anti-seize compound to the threads and nut faces before assembly to prevent this destructive phenomenon.
Selecting the correct material grade is critical to ensure the mechanical joint can withstand the operating temperature and pressure of the process fluid. The table below outlines the most common fastener materials specified in industrial piping systems under ASTM standards.
| ASTM Grade | Material Type | Temperature Range | Yield Strength (Min) | Common Application |
|---|---|---|---|---|
| A193 Grade B7 | Chromium-Molybdenum Alloy Steel | -30°C to 425°C | 725 MPa (105 ksi) | High-pressure steam, hydrocarbons |
| A193 Grade B8 | AISI 304 Stainless Steel | -196°C to 800°C | 205 MPa (30 ksi) | Corrosive environments, cryogenic service |
| A193 Grade B16 | Chromium-Molybdenum-Vanadium | -30°C to 525°C | 725 MPa (105 ksi) | Ultra-high temperature power piping |
| A320 Grade L7 | Alloy Steel (Quenched & Tempered) | -101°C to 343°C | 725 MPa (105 ksi) | Low-temperature, arctic environments |
This matrix maps the core technical entities, load characteristics, and standard references for mechanical fasteners used across industrial piping and structural applications.
| Fastener Entity | Primary Load Type | Joint Type | Standard Reference | Key Design Parameter |
|---|---|---|---|---|
| Stud Bolt (Continuous Thread) | Tension / Clamping | Flanged (Pressure Boundary) | ASME B16.5 / B18.2.1 | Preload, Thread Pitch (8-UN) |
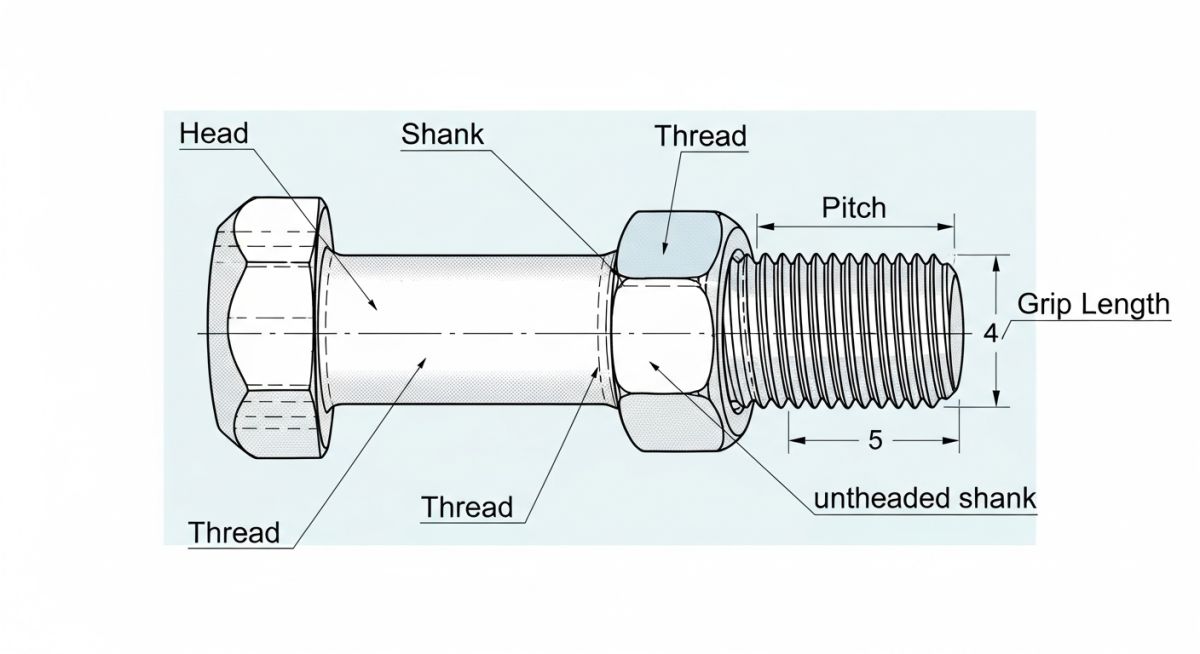
| Heavy Hex Bolt | Tension & Shear | Structural / Flanged | ASME B18.2.1 / ASTM F3125 | Grip Length, Thread Length |
| Socket Head Cap Screw | Tension / Shear | Machine / Blind Hole | ASME B18.3 | Counterbore Depth, Drive Size |
| Structural Rivet | Shear | Permanent Lap Joint | ASME B18.1.1 | Clinch Allowance, Shank Diameter |
How to Inspect Mechanical Fasteners on Site
Before any pressure test or commissioning phase, a rigorous field inspection of all bolted connections must be completed. Skipping these steps often results in costly rework, gasket blowouts, or hazardous leaks during startup. Use the checklist below to verify your installations.
-
Grade Verification: Confirm that the bolt head or stud end markings match the engineering specification (e.g., “B7” for high-temp alloy, “2H” for heavy hex nuts) as per ASTM A193.
-
Thread Inspection: Visually inspect threads for physical damage, rust, or flat spots. Damaged threads alter the nut factor and lead to incorrect preload.
-
Lubrication Control: Apply a uniform layer of approved lubricant (e.g., nickel-based anti-seize) to the threads and nut bearing faces. Never torque dry unless explicitly specified.
-
Flange Alignment: Ensure flange faces are parallel within 0.5 mm and bolt holes align without forcing. Do not use bolts to pull misaligned piping into place.
-
Torque Pattern: Execute a multi-stage cross-pattern tightening sequence (30%, 60%, 100% torque) followed by a final rotational check as outlined in ASME PCC-1.
Field Case Study: Real-World Application
During a refinery turnaround, a 12-inch Class 300 superheated steam line (operating at 400°C and 35 bar) suffered persistent flange leaks within 48 hours of startup. The field maintenance crew had used standard carbon steel machine bolts (ASTM A307) instead of high-temperature alloy studs. Under the high operating temperature, the carbon steel bolts underwent thermal relaxation, losing their clamping force and allowing steam to bypass the spiral-wound gasket.
I was called to site to troubleshoot the issue. We immediately halted operations, depressurized the line, and replaced all ASTM A307 bolts with ASTM A193 Grade B7 stud bolts and ASTM A194 Grade 2H heavy hex nuts. We calculated the target torque using a nut factor of 0.15 (with nickel anti-seize) and applied the torque in a controlled, four-stage star pattern using a calibrated hydraulic torque wrench. Upon restarting the unit, the joint remained completely leak-free, saving an estimated 45,000 per day in lost steam production.
My recommendation for any high-temperature or high-pressure service is to strictly enforce a “studs-only” policy for pressure-retaining flanges. Studs provide more uniform tension along their entire length compared to headed bolts, reducing the risk of localized stress concentrations and joint relaxation.
Frequently Asked Engineering Questions
What is the difference between a bolt and a screw?
Why are stud bolts preferred over machine bolts in piping flanges?
How does lubrication affect the torque required for mechanical fasteners?
What is thread galling and how can it be prevented?
How do you select the correct washer for a high-strength joint?
What standard governs the assembly of pressure boundary bolted joints?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: mechanical fasteners
Read these Guides



Related posts:
![Super duplex stainless steel piping network on an offshore oil drilling platform.]()
Super Duplex Stainless Steel Oil and Gas Piping Design Guide
![Industrial duplex stainless steel piping system in a chemical processing facility.]()
Understanding Duplex Stainless Steel Properties and Industrial Piping Applications
![A welder performing a critical golden joint weld on an industrial steel pipeline.]()
What is a Golden Joint in Piping Systems?
![A collection of different types of industrial pipes classified by material and size on a storage rack.]()
Comprehensive Guide to Types of Pipes and Industrial Classification Systems
![Industrial piping network with digital overlays representing inch-dia and inch-meter engineering calculations.]()
What are Inch-Dia and Inch-Meter in Piping Systems?
![3D finite element stress analysis model of an industrial piping system showing stress distribution.]()
What Causes Piping System Stresses in Industrial Plants?