
What are Industrial Agitators? Selection, Types & Design Explained from Field Experience
I still remember a shutdown I handled in a polymer plant where the entire batch failed — not because of chemistry, but because of a wrong agitator selection. The impeller couldn’t handle viscosity changes, and we ended up with dead zones and overheating. That day, I realized: agitators are not just rotating equipment — they define process efficiency, product quality, and plant safety.
Key Takeaways
- Industrial agitators are used to mix liquids, solids, or gases for uniform process conditions.
- The type of agitator depends heavily on viscosity, tank geometry, and process objective.
- Wrong selection leads to dead zones, poor mixing, energy loss, and product failure.
- Impeller design (axial vs radial flow) directly impacts mixing efficiency.
- Field design always differs from textbook rules — spacing, RPM, and shaft length matter in real plants.
Industrial agitators are mechanical devices used to mix fluids, solids, or gases inside a vessel using rotating impellers. Their selection depends on viscosity, flow pattern, and tank design. Proper agitator design ensures uniform mixing, heat transfer, and reaction efficiency in industries like chemicals, oil & gas, and pharmaceuticals.
1. Which agitator type is best suited for high-viscosity fluids?
- Anchor agitator
- Propeller agitator
- Turbine agitator
- Paddle agitator
Industrial Agitators: Technical Deep Dive from Real Plant Practice
I treat industrial agitators as process-critical equipment, not as a simple rotating accessory bolted on top of a tank. In my experience, the agitator decides whether I get uniform concentration, predictable heat transfer, suspended solids, gas dispersion, and stable batch quality. On the field, poor agitator selection shows up as stratification, solids settling, foaming, vibration, long batch time, overloaded motors, and failed product consistency.
When I review an agitator package, I do not start with motor power alone. I start with what the process must achieve: blending, suspension, dispersion, heat transfer, crystal control, neutralization, or sludge prevention. Once that is clear, I work backward into fluid properties, vessel geometry, impeller type, impeller diameter, shaft length, nozzle loading, support arrangement, seal type, materials, startup conditions, and maintenance access.
Field warning
I have seen teams size an agitator on water data and then use it on a non-Newtonian resin. That mistake usually looks fine during vendor review and then fails in operation. If viscosity changes with shear rate, concentration, or temperature, I always force a full operating-envelope check instead of using one-point design data.
What Are Industrial Agitators?
I define an industrial agitator as a mechanically driven mixing system that transfers power from a motor to an impeller through a shaft so that fluid movement is created inside a vessel. That movement can be axial, radial, or mixed flow. The final process result depends on how that flow interacts with baffles, liquid height, viscosity, density, solids loading, gas rate, vessel shape, and internals such as coils or draft tubes.
A complete agitator assembly usually contains a drive motor, gearbox or direct drive, coupling, lantern or mounting frame, shaft, one or more impellers, mechanical seal or stuffing box where needed, bearing arrangement, and structural support. In corrosive or hazardous service, I also check material compatibility, seal flush plans, earthing, hazardous-area suitability, and maintenance isolation.
What Are Industrial Agitators Used For?
I usually see agitators selected for one or more of these operating goals:
- Liquid-liquid blending for composition uniformity in chemical and pharma tanks
- Solid suspension so particles do not settle at the cone or flat bottom
- Gas-liquid dispersion in aeration, hydrogenation, oxidation, and scrubbing applications
- Heat transfer improvement by reducing thermal layering around jackets or coils
- Reaction rate stability where concentration gradients can damage selectivity
- Crystallization and slurry handling where crystal breakage and suspension balance matter
- Storage maintenance mixing to stop stratification, wax buildup, or sludge pockets
But here is the catch: the same tank may need two different mixing objectives during one batch. I have handled reactors where startup required strong top-to-bottom circulation, but post-addition control demanded gentler mixing to protect crystals. In those situations, variable speed and multi-impeller arrangement make a bigger difference than just adding motor power.
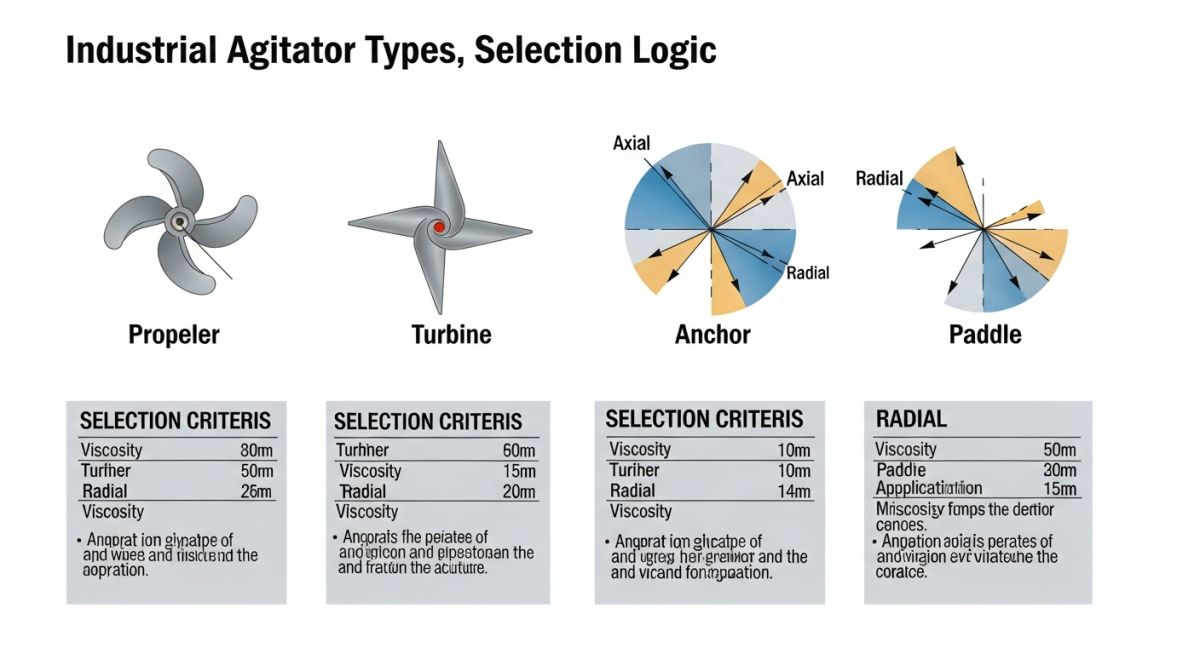
What Are the Types of Industrial Agitators?
I split industrial agitators into impeller families based on the flow pattern they generate and the viscosity range they can handle. This is where vendor brochures often oversimplify. In actual service, the wrong family gives me dead zones, surface vortexing, excessive air entrainment, or poor bottom turnover.
1) Propeller agitators
I use propellers for low-viscosity liquids where I need strong axial flow and fast bulk circulation. They are common in blending, dilution, and heat transfer duty. They run at relatively high speed and are not my first choice for heavy slurries or high-viscosity systems.
2) Turbine agitators
Turbines are versatile. A flat-blade turbine tends to create stronger radial flow and local shear. A pitched-blade turbine gives me a more mixed axial-radial pattern. I use these in reactors, neutralization vessels, and moderate-viscosity services where gas dispersion or solids suspension is needed.
3) Paddle agitators
Paddles are simple and work in gentle mixing, blending, and wall-sweeping duties at lower speed. They can handle moderate viscosity, but I do not expect strong pumping action from them unless geometry is tuned carefully.
4) Anchor agitators
For high-viscosity liquid and paste-like service, I prefer anchors. They move material close to the wall and reduce stagnant film near the vessel surface. If heat transfer through the wall matters, anchor or gate-style geometry can save a batch.
5) Helical ribbon agitators
When viscosity becomes very high or non-Newtonian, helical ribbons are often my practical answer. They create large-scale top-to-bottom movement while staying effective at low Reynolds number conditions where standard turbine performance collapses.
6) Side-entry agitators
I use side-entry units in large storage tanks where top-entry designs become structurally difficult or costly. Petroleum and bulk liquid storage often benefit from side-entry mixing to control sludge, temperature gradients, and concentration layering.
Field warning
If I see a high-speed turbine proposed for a shear-sensitive polymer or a crystal slurry without any product sensitivity review, I stop the check immediately. Good mixing is not the same as safe product handling. Some products fail because the agitation is too aggressive, not because it is too weak.
Components of an Industrial Agitator
These are the components I always review during design and vendor coordination:
- Motor – rated for operating load, startup condition, ambient temperature, and hazardous area if required
- Gearbox or drive arrangement – sets shaft speed and torque multiplication
- Coupling – compensates alignment and transmits torque
- Shaft – checked for torsion, bending, critical speed, runout, and fatigue
- Impeller(s) – selected for duty, viscosity, and flow pattern
- Seal assembly – mechanical seal, lip seal, or stuffing box depending on containment need
- Mounting flange or bridge – transfers load to vessel nozzle or support steel
- Bearings – absorb radial and axial loads where required
- Baffles – suppress vortex and convert swirl into useful mixing
- Instrumentation – vibration, temperature, torque, speed, seal support monitoring
In the field, I do things differently from a textbook checklist. I want the vendor to show me nozzle loading, support reactions, shaft deflection, first critical speed margin, and maintainability for seal replacement. I also check whether internal coils, dip pipes, and level instruments interfere with the impeller flow path.
Selection Criteria of Industrial Agitators
When I select industrial agitators, I work through the following logic:
-
Define the process objective clearly
Blending, suspension, gas dispersion, reaction, heat transfer, or storage maintenance all need different hydraulic behavior. -
Characterize the fluid over the full operating range
I check density, viscosity at minimum and maximum temperature, solids percentage, particle size, pH, corrosiveness, foaming tendency, and whether the fluid is Newtonian or shear-thinning. -
Review vessel geometry
Tank diameter, straight side height, liquid working level, bottom profile, internals, jacket, and nozzle position directly affect flow pattern and shaft design. -
Select flow pattern
Axial flow improves bulk circulation. Radial flow improves local shear and dispersion. Mixed flow often gives the best compromise. -
Estimate impeller diameter and speed
Small diameter with high rpm is not always better. Large diameter with lower rpm often gives stronger pumping and lower product damage. -
Check power draw and mechanical limits
I verify motor sizing, service factor, shaft torsion, critical speed, seal capability, and support adequacy. -
Validate installation and maintenance reality
Headroom, crane access, seal removal space, cleaning access, and alignment route all matter after handover.
For a first-pass process review, I also think in terms of dimensional behavior. Reynolds number tells me whether the system is laminar, transitional, or turbulent. Power number gives a practical handle on impeller energy input. Froude number helps when free surface behavior matters. I do not trust these values in isolation, but they help me eliminate bad concepts early.
| Agitator Type | Typical Flow Pattern | Best Service Range | What I Watch Closely | Standards / References I Check |
|---|---|---|---|---|
| Propeller | Axial | Low viscosity blending and circulation | Surface vortex, NPSH-like entrainment behavior, shaft slenderness | OSHA lockout/tagout for maintenance access |
| Turbine | Radial or mixed | Reaction, gas dispersion, suspension | Power draw, baffle arrangement, seal loading | ISO guidance framework for rotating equipment quality |
| Anchor / Gate | Wall sweeping, bulk turnover | High viscosity and jacketed heat transfer tanks | Wall clearance, startup torque, thermal expansion | API standards portal for storage and process equipment context |
| Helical Ribbon | Top-bottom bulk movement in laminar regime | Very high viscosity and non-Newtonian service | Motor torque margin, fabrication accuracy, seal survivability | OSHA machine guarding for exposed drive systems |
| Side-entry | Horizontal circulation loop | Large tanks, sludge control, stratification control | Nozzle reinforcement, tank circulation path, maintenance isolation | API standards portal for tank-related engineering checks |
Number of Agitators and Impeller Spacing
For tall vessels, one impeller is often not enough. I add multiple impellers when the liquid column is high compared with vessel diameter, when solids must stay suspended through the full height, or when density layering is likely. A simple rule used in preliminary checks is:
Number of Agitators = (Maximum liquid height × Specific gravity) / Diameter of the vessel
Gap between two agitators = Liquid height / (Number of impellers – 0.5)
I use this as a screening guide, not as the final answer. On actual projects, I still check pumping capacity, off-bottom suspension need, internals obstruction, shaft critical speed, and whether the upper impeller is doing real hydraulic work or just recirculating an already mixed zone. If the vessel has coils or a draft tube, spacing logic changes fast.
Field warning
Multiple impellers are not free performance. If I stack too many impellers on a long shaft without checking shaft dynamics, the solution shifts from poor mixing to vibration, seal distress, and gearbox damage. I always demand a mechanical analysis, not just a process promise.
Data Required for the Design of an Agitator
Before I release an agitator inquiry, I want a clean technical data package. Missing data here is one of the fastest ways to get an expensive but wrong mixer. My preferred minimum input set is:
- Process duty – blending, suspension, gas dispersion, heat transfer, storage mixing
- Fluid density at minimum, normal, and maximum temperature
- Viscosity profile across temperature and shear if non-Newtonian
- Solids details – wt%, particle size distribution, particle density, tendency to settle
- Gas rate if sparging or aeration exists
- Tank geometry – diameter, straight side, dish or cone, working volume, nozzle map
- Internals – coils, dip pipes, sensors, draft tube, spray nozzles
- Materials of construction – corrosion allowance, chloride limits, elastomer compatibility
- Operating and design temperature / pressure
- Hazardous area classification and electrical requirements
- Allowable nozzle loads and support restrictions
- Cleaning method – CIP, manual wash, solvent flush, steam-out
- Batch cycle details – fill level change, staged addition, startup with settled solids
- Performance acceptance criteria – mixing time, concentration variance, suspension quality, temperature uniformity
If the service is sensitive, I ask for pilot data or vendor CFD support, but I still compare the vendor output against plant reality. CFD images look impressive; nozzle loading, startup torque, seal life, and cleanability decide whether the design survives site conditions.
Applications of Industrial Agitators
I have worked with or reviewed industrial agitators across a wide spread of services:
- Chemical plants – neutralization, polymerization, catalyst slurries, solvent blending
- Oil and gas – additive blending, sludge control, tank homogenization, produced-water treatment
- Pharmaceutical – syrup mixing, buffer preparation, sterile solution preparation with tight cleanability requirements
- Food and beverage – sauce blending, dairy mixing, sugar dissolution, hygienic batch homogeneity
- Water and wastewater – flocculation, equalization, sludge conditioning
- Mining and minerals – leach tanks, slurry handling, reagent distribution
- Paints and coatings – pigment dispersion, viscosity control, anti-settling duty
Field Case Study: When the Wrong Agitator Killed Batch Uniformity
The Problem Statement
I was called into a polymer blending unit after repeated batch rejection. The vessel was fitted with a high-speed turbine, but the product viscosity climbed sharply during the addition sequence. The top of the batch looked mixed, while the bottom quarter stayed heavy and hot. Operators were increasing mixing time and motor loading, but homogeneity was still poor and we had visible dead zones near the wall.
My Action and Analysis
I started by mapping the operating sequence, not just the final fluid data sheet. The real issue was that the viscosity was not constant. During the dosing stage, the fluid moved out of the turbine’s comfortable range and entered behavior closer to a laminar, wall-dominated mixing problem. The existing impeller was creating local shear but not enough bulk turnover across the full diameter.
I reviewed vessel geometry, liquid level variation, baffle arrangement, jacket duty, and shaft length. The tank was relatively tall for one effective high-speed impeller, and the batch needed both wall renewal for heat removal and full-depth turnover for composition control. I replaced the original concept with a helical ribbon arrangement designed for high-viscosity movement and reviewed the rpm band so startup torque stayed within motor and gearbox limits.
I also corrected the operating sequence. Instead of pushing the same speed through the whole batch, I used staged speed control: lower speed during the highest viscosity rise, then a controlled increase once the material temperature and composition reached the workable band. This reduced product damage and stabilized amperage.
The design review included shaft strength, nozzle support reaction, estimated heat transfer improvement from wall-sweeping action, and maintenance access for seal handling. That last check saved us trouble later because the original arrangement had poor clearance for service removal.
Metric Outcome
- Batch homogeneity improved visibly across top, mid, and bottom sampling points
- Hot wall zones dropped after better wall renewal and turnover
- Operator intervention reduced because speed staging matched the actual viscosity profile
- Rejected batches stopped during normal operating campaigns after the redesign
Field lesson learned: I never approve an agitator on final-product viscosity alone when the batch passes through a much harsher intermediate state. If the process changes during charging, reaction, or heating, the agitator has to survive the worst hydraulic moment, not the easiest one.
Technical FAQ on Industrial Agitators
How do I choose between axial-flow and radial-flow industrial agitators? +
Why are baffles so important in a mixing tank? +
What is the most common mistake in agitator selection? +
When should I use multiple impellers on one shaft? +
Which site checks do I complete before finalizing an agitator package? +
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
