Table of Contents

Mastering Cooling Tower Water Treatment for Industrial HVAC Systems
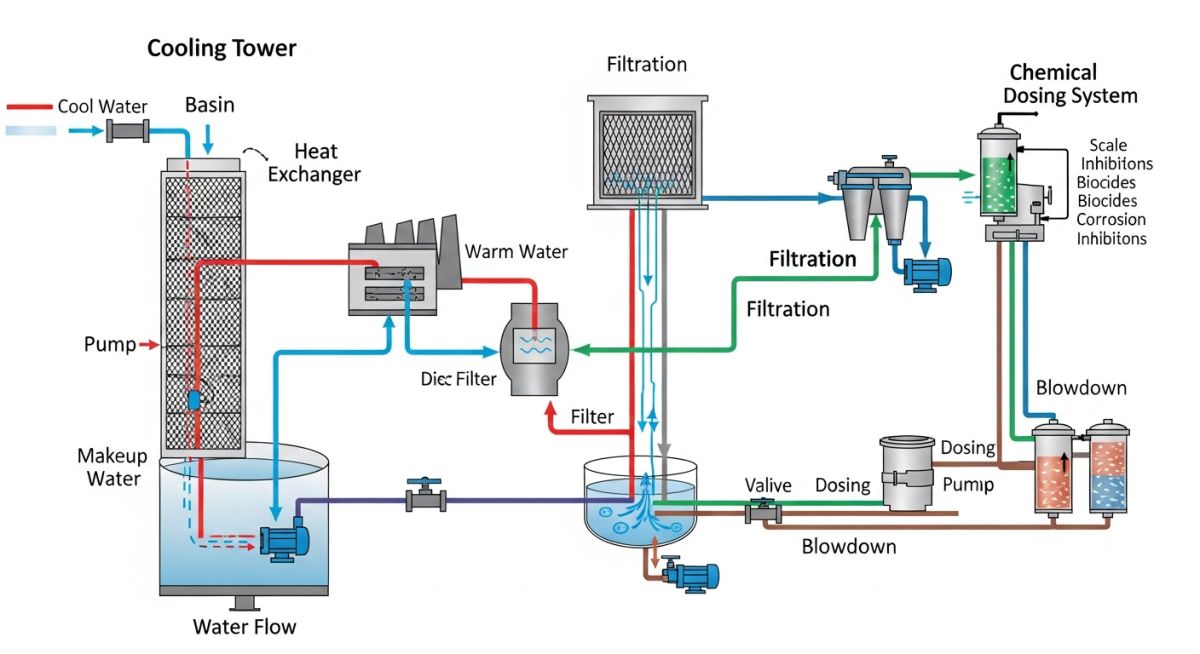
In my 20-plus years of commissioning industrial utility systems, I have seen millions of dollars in equipment ruined by a simple misunderstanding of water chemistry. An open-loop cooling tower is, by design, a massive air scrubber. It pulls in dust, pollen, and gaseous contaminants while evaporating pure water and leaving dissolved minerals behind. Without a robust chemical and mechanical treatment program, your condenser tubes will scale up, your piping will corrode from the inside out, and biological pathogens like Legionella will thrive. Let us break down the fundamental engineering principles required to keep these systems running at peak thermal efficiency.
Key Engineering Takeaways
- Understand how Cycles of Concentration (CoC) directly dictate water conservation and chemical treatment limits.
- Learn to balance the Langelier Saturation Index (LSI) to prevent both scale formation and aggressive corrosion.
- Implement a dual-biocide regimen to eliminate biological biofilms that act as thermal insulators.
- Establish a rigorous blowdown control strategy to optimize makeup water consumption.
Why Cooling Tower Water Treatment Matters Daily
To manage an open-loop evaporative system, you must master the mass balance of water. As pure water evaporates, the concentration of dissolved solids (such as calcium, magnesium, silica, and chlorides) increases. If these minerals exceed their solubility limits, they precipitate out of solution, forming a hard, insulating scale layer on the hot surfaces of your heat exchangers.
The Mathematics of Cycles of Concentration (CoC)
Cycles of Concentration (CoC) represent the ratio of the concentration of dissolved solids in the tower basin water to that in the raw makeup water. It is calculated using chloride concentrations or specific conductivity:
CoC = Conductivity (Basin Water) / Conductivity (Makeup Water)
To maintain a steady-state CoC, we must continuously or periodically discharge a portion of the highly concentrated basin water (Blowdown) and replace it with fresh water (Makeup). The water balance equation is defined as:
Where:
Evaporation (E): The water lost to the atmosphere to achieve cooling. A solid rule of thumb is that evaporation loss is approximately 0.8% of the recirculation rate for every 10°F (5.6°C) temperature drop across the tower.
Blowdown (B): The intentional discharge of water to limit mineral buildup.
Drift (D): Unintentional water droplets carried away by the exhaust air stream. Modern drift eliminators compliant with Cooling Technology Institute (CTI) standards limit drift to less than 0.005% of the recirculation rate.
The relationship between Blowdown and Evaporation based on CoC is expressed as:
If you run your tower at too low a CoC (e.g., 2.0), you waste massive amounts of water and chemicals. If you run it too high (e.g., above 6.0), the risk of severe scaling on your condenser tubes increases exponentially.
Predicting Scale: LSI and RSI Indices
To determine whether your water is scale-forming, corrosive, or balanced, we utilize the Langelier Saturation Index (LSI). LSI is a calculated indicator of calcium carbonate saturation based on pH, temperature, calcium hardness, alkalinity, and total dissolved solids (TDS).
- LSI < 0: Water is undersaturated. It will dissolve calcium carbonate and is highly corrosive to mild steel and copper piping.
- LSI = 0: Water is in chemical balance.
- LSI > 0: Water is oversaturated. Calcium carbonate will precipitate out, forming scale on heat transfer surfaces.
In industrial HVAC systems, we typically target a slightly positive LSI (between 0.2 and 0.5) in conjunction with scale inhibitors. This approach forms a micro-thin, protective calcium carbonate film on the metal surfaces without allowing heavy scale to restrict heat transfer.
The following table outlines the standard water quality parameters that must be maintained in an open-loop cooling tower system. These values are aligned with major equipment manufacturer specifications and ASHRAE Guideline 12.
| Parameter | Target Range | Impact of Deviation | Reference Standard |
|---|---|---|---|
| pH | 7.2 – 8.5 | Low pH causes severe corrosion; high pH accelerates scale formation. | ASME Section VI |
| Conductivity | 1,000 – 2,500 µS/cm | High conductivity indicates high TDS, leading to scaling and galvanic corrosion. | CTI Guidelines |
| Calcium Hardness | 100 – 500 ppm (as CaCO3) | Low hardness prevents protective film; high hardness causes rapid scaling. | ASHRAE Guideline 12 |
| Total Alkalinity | 100 – 300 ppm (as CaCO3) | Buffers pH; high alkalinity drives up LSI, causing scale. | ASME Section VI |
| Silica (SiO2) | < 150 ppm | Forms extremely hard, glass-like silicate scale that is nearly impossible to acid-clean. | Manufacturer Specs |
| Chlorides | < 250 ppm (for Stainless Steel) | High chlorides cause pitting corrosion and stress corrosion cracking in stainless steel. | ASTM G48 |
This matrix maps the primary chemical treatment agents used in industrial cooling towers, their specific functions, and their monitoring methodologies.
| Chemical Agent | Primary Function | Typical Dosage | Monitoring Method | Standard Reference |
|---|---|---|---|---|
| Phosphonates (HEDP/PBTC) | Scale Inhibition (crystal distortion) | 5 – 15 ppm active | Organophosphonate wet chemistry test kit | AWWA Standard C651 |
| Polyacrylates / Copolymers | Dispersant (keeps solids suspended) | 10 – 20 ppm active | Turbidity and polymer residual testing | ASTM D3370 |
| Sodium Hypochlorite (Bleach) | Oxidizing Biocide (kills bacteria/algae) | 0.2 – 0.5 ppm free chlorine | DPD colorimetric method | EPA Method 330.5 |
| Isothiazolinone | Non-Oxidizing Biocide (penetrates biofilm) | 20 – 50 ppm (slug dose weekly) | Dip slides / ATP bioluminescence | ASHRAE Standard 188 |
| Azoles (TTA/BTA) | Copper Corrosion Inhibitor | 2 – 5 ppm active | UV spectrophotometry | ASTM D3867 |
A water treatment program is only as good as its execution. Use this checklist during routine plant rounds to ensure your chemical feed systems, blowdown valves, and monitoring instruments are operating within design tolerances.
Daily Verification Steps
Weekly & Monthly Verification Steps
Field Case Study: Real-World Application
The Problem: Rapid Scaling and High Condenser Approach Temperatures
At a 1,200-ton commercial HVAC plant in Texas, the operations team noticed that the chiller’s condenser approach temperature (the difference between the refrigerant liquid temperature and the leaving condenser water temperature) had risen from a design baseline of 2.5°F to an alarming 8.0°F in just four months. The system was operating on raw municipal well water with high calcium hardness (380 ppm) and alkalinity (290 ppm). The water treatment program was managed via manual blowdown and basic chemical dosing. The high approach temperature forced the chiller compressor to work harder, increasing electrical consumption by 12%, which translated to an extra 3,800 in utility costs per month.
The Solution & Outcome
I was called in to audit the system. We immediately performed an offline acid cleaning of the condenser tubes to remove the accumulated calcium carbonate scale. We then installed an automated, conductivity-based blowdown controller set to maintain the system at exactly 4.0 Cycles of Concentration (limiting basin conductivity to 1,600 µS/cm). We transitioned the chemical program to a high-performance copolymer dispersant combined with a PBTC phosphonate scale inhibitor. Additionally, we implemented a dual-biocide program using sodium hypochlorite for continuous oxidation and an isothiazolinone slug dose once a week.
Within 30 days of restarting, the condenser approach temperature stabilized at 2.2°F and remained there. The automated blowdown system reduced makeup water consumption by 18% compared to the previous manual dumping method. The plant saved over 45,000 in energy and water costs in the first year alone, while completely eliminating the risk of biological fouling.
Direct Engineering Recommendation: Never rely on manual blowdown for systems operating above 200 tons. The payback period for an automated conductivity controller and chemical dosing skid is typically less than six months in energy and water savings alone.
Cooling Tower Water Treatment Common Questions
What are the primary objectives of cooling tower water treatment?
How do you calculate the cycles of concentration in a cooling tower?
What is the difference between scale inhibitors and dispersants?
How does pH affect corrosion and scaling tendencies?
What are the regulatory requirements for Legionella control?
How often should cooling tower water chemistry be tested?
===EOF===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: cooling tower water treatment
Read these Guides
🎥 Watch Tutorials

Related posts:
![Infographic flowchart of the GRP GRE FRP piping stress analysis workflow in START-PROF.]()
Rigid Struts: Definition, Applications, and Modeling in Caesar II
![3D stress analysis model of GRP piping system in START-PROF software showing stress distribution.]()
Stress Analysis of GRP / GRE / FRP Piping using START-PROF
![Industrial centrifugal pump installed on a concrete foundation with precision piping and alignment.]()
How to Use a Pump Installation Checklist for Maximum Reliability
![3D Caesar II pipe stress analysis model of a centrifugal pump piping system showing stress distribution.]()
Pump-Piping Alignment Caesar II Stress Analysis Methodology
![3D render of a structural steel cross-bracing connection with a gusset plate.]()
Mastering Steel Connections with a Cross-Bracing Design Example
![Industrial engineer checking shaft alignment on a centrifugal pump during commissioning.]()
How to Use a Pump Commissioning Checklist for Start-Up