Table of Contents

Coating Selection for External Bolting to Reduce Corrosion in Piping
In my 20-plus years of managing piping integrity in aggressive offshore and petrochemical environments, I have seen minor bolting failures shut down entire production trains. It is rarely the massive pipe wall that gives way first; instead, it is the humble, corroded flange bolt that snaps during a thermal cycle or seizes so badly that maintenance crews must resort to hot work to cut it free. Selecting the correct protective coating for external bolting is not a cosmetic afterthought—it is a fundamental safety requirement. When we design piping systems under ASME B31.3, we must look beyond the pipe chemistry and focus on the integrity of the joints holding the system together.
Field experience has taught me that a bolt is only as good as its surface protection. Atmospheric exposure, salt spray, chemical washdowns, and galvanic action between dissimilar metals will rapidly degrade bare carbon steel fasteners. By implementing a rigorous coating selection process, we can extend the service life of our fasteners, maintain predictable torque-tension relationships, and prevent catastrophic joint relaxation.
Key Engineering Takeaways
- Understand the friction coefficient (K-factor) changes introduced by different coatings to prevent under-tightening or over-stressing.
- Mitigate hydrogen embrittlement risks in high-strength fasteners by avoiding aggressive acid pickling.
- Evaluate the environmental corrosivity category (ISO 12944) before specifying a coating system.
- Ensure thread fit compatibility by accounting for coating thickness and overtapping allowances.
- Combine sacrificial metallic underlayers with low-friction topcoats for optimal long-term performance.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Coating Selection for External Bolting to Reduce Corrosion
When evaluating coatings for external bolting, we must balance corrosion resistance with mechanical performance. The primary physical challenge is the torque-tension relationship. The standard engineering formula governing bolt tightening is:
Where T is the target torque, K is the nut factor (friction coefficient), D is the nominal bolt diameter, and F is the desired bolt tension (preload). Bare steel has a K-factor of approximately 0.20, whereas a high-quality fluoropolymer (PTFE) coating reduces this to 0.12 or even 0.10. If a field technician applies the torque specified for bare steel to a PTFE-coated bolt, they will severely over-tension the bolt, exceeding its yield strength and causing plastic deformation or thread stripping.
Hydrogen Embrittlement Risks
High-strength steels, specifically those with a hardness exceeding 32 HRC (such as ASTM A193 Grade B7 or ASTM A320 L7), are highly susceptible to hydrogen embrittlement. During electroplating or hot-dip galvanizing, acid pickling introduces atomic hydrogen into the steel lattice. Under tensile load, this hydrogen migrates to stress concentration points, causing sudden, brittle failure. To prevent this, specifications must mandate baking at 200°C for at least 4 hours immediately after plating to drive out the hydrogen.
Never specify acid-pickled electroplated coatings for fasteners with a tensile strength exceeding 1000 MPa without a mandatory post-plating baking cycle. Brittle failure of pressure-boundary bolting can occur within hours of tensioning, leading to catastrophic fluid release.
Coating Technologies Overview
Several coating systems are commonly specified in industrial piping standards:
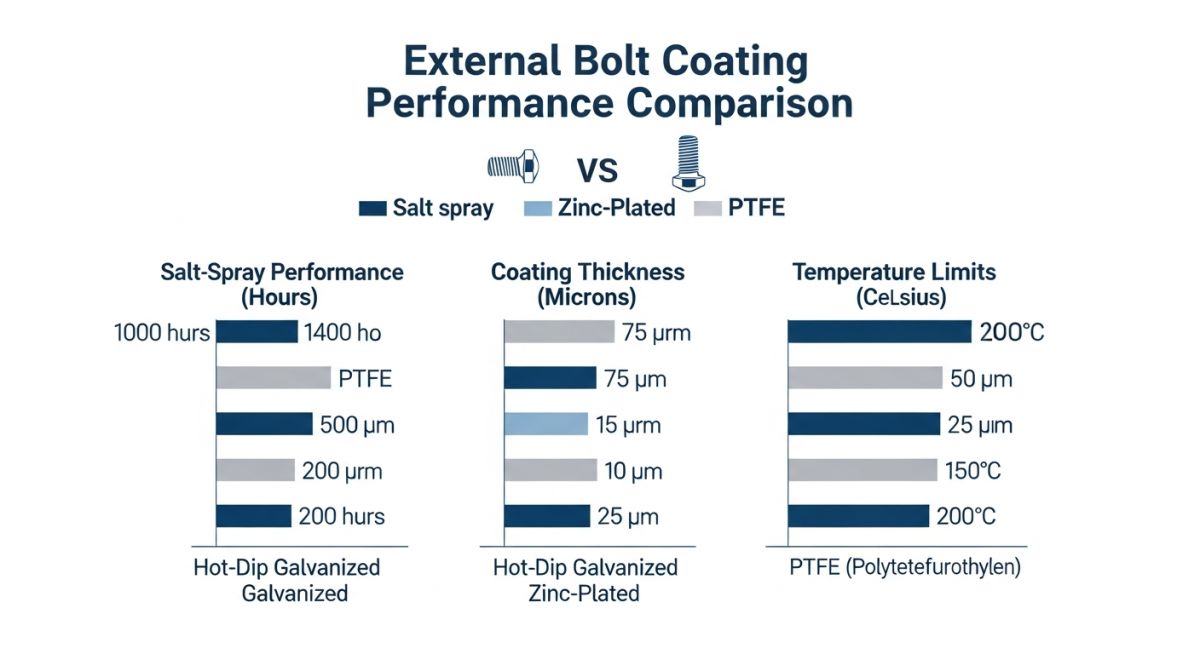
- Hot-Dip Galvanizing (HDG): Governed by ASTM F2329, HDG provides excellent sacrificial protection with a thick zinc layer (typically 50 to 80 microns). However, this thickness requires overtapping of the nuts, which can reduce thread shear strength.
- Zinc Electroplating: Governed by ASTM B633, this provides a thin, precise layer (5 to 25 microns) suitable for tight tolerances, but offers limited long-term atmospheric protection in marine environments.
- Fluoropolymer (PTFE) Coatings: These are barrier coatings that offer exceptional chemical resistance and a very low, consistent K-factor. They are often applied over a zinc-phosphate or zinc-nickel base layer to combine sacrificial and barrier protection.
- Zinc Flake Coatings: Governed by ISO 10683, these non-electrolytically applied coatings offer high corrosion resistance without the risk of hydrogen embrittlement, making them ideal for high-strength fasteners.
| Coating Type | Standard Specification | Salt Spray Resistance (Hours) | Nut Factor (K-Value) | Max Temp Limit (°C) | Primary Application |
|---|---|---|---|---|---|
| Hot-Dip Galvanized | ASTM F2329 | 1000 to 1500 | 0.18 to 0.22 | 200 | Structural steel, outdoor utility piping |
| Zinc Electroplating | ASTM B633 | 72 to 250 | 0.15 to 0.18 | 150 | Indoor, low-corrosivity utility lines |
| Fluoropolymer (PTFE) | Manufacturer Spec | 1500 to 3000 | 0.10 to 0.12 | 260 | Offshore oil & gas, chemical process flanges |
| Zinc Flake | ISO 10683 | 1000 to 1500 | 0.12 to 0.15 | 300 | High-strength fasteners, automotive, marine |
| Zinc-Nickel Duplex | ASTM B841 | 2000 to 3000 | 0.13 to 0.16 | 350 | Subsea equipment, extreme marine environments |
| Entity / Acronym | Technical Definition | Physical Parameter Affected | Governing Standard |
|---|---|---|---|
| K-Factor | Dimensionless torque coefficient representing overall friction in the thread and nut face. | Torque-to-tension conversion efficiency | ASME PCC-1 |
| DFT | Dry Film Thickness; the actual thickness of the cured coating layer on the steel substrate. | Thread clearance and corrosion barrier life | SSPC-PA 2 |
| HE | Hydrogen Embrittlement; loss of ductility due to absorption of atomic hydrogen. | Tensile ductility and fracture toughness | ASTM F1940 |
| C5-M | ISO atmospheric corrosivity category representing marine, offshore, and high-salinity environments. | Required coating durability and thickness | ISO 12944-2 |
Coating Selection for External Bolting to Reduce Corrosion Steps
Before any coated fastener is installed on a pressure-retaining flange, field engineers must execute a strict verification protocol. Skipping these steps can lead to thread galling, incorrect bolt tension, or premature coating failure.
Pre-Installation Quality Control Checklist
-
Verify Coating Thickness (DFT): Measure dry film thickness using a calibrated magnetic induction gauge per SSPC-PA 2. Ensure thickness does not exceed thread tolerance limits.
-
Perform Thread Fit Test: Hand-spin the nut along the entire length of the bolt thread. If binding or resistance occurs, reject the batch to prevent thread galling during torqueing.
-
Inspect for Mechanical Damage: Check for chips, scratches, or bare metal spots on the coating. Minor damage can be touched up with compatible zinc-rich primers, but severe damage requires fastener rejection.
-
Calibrate Torque Tools for Specific K-Factor: Ensure the torque wrench settings reflect the specific nut factor (K) of the selected coating system, not the default bare steel value.
-
Confirm Overtapping Compliance: For hot-dip galvanized fasteners, verify that the nuts have been overtapped in strict accordance with ASTM A563 to maintain thread engagement strength.
Field Case Study: Real-World Application
The Problem: Rapid Corrosion and Seized Flanges
On an offshore gas production platform in the North Sea, standard zinc-plated ASTM A193 B7 bolts on a 12-inch Class 600 hydrocarbon export flange failed within 18 months of installation. The aggressive marine atmosphere (C5-M environment) rapidly depleted the thin zinc electroplating, leading to severe pitting corrosion. During a scheduled maintenance turnaround, the bolts were so heavily seized that technicians had to use hydraulic nut splitters and hot-cutting torches to remove them. This extended the shutdown window by 36 hours, costing the operator over 1.2 million in deferred production.
The Outcome: Duplex Coating Implementation
The engineering team redesigned the bolting specification, replacing the failed fasteners with ASTM A193 B7 bolts coated with a duplex system consisting of a zinc-nickel base layer (10 microns) and a PTFE topcoat (20 microns). The nuts were upgraded to ASTM A194 Grade 2H, overtapped per ASTM A563 to accommodate the coating thickness. During the next turnaround 5 years later, the bolts showed zero red rust, maintained their design preload, and were easily disassembled using standard hand tools.
Based on this project, my direct recommendation for any offshore or coastal facility is to completely ban simple zinc electroplating for pressure-boundary bolting. The upfront cost of a high-performance duplex coating (zinc-nickel plus PTFE) is recovered many times over during the very first maintenance cycle.
Frequently Asked Engineering Questions
How does coating thickness affect thread fit on external bolting?
What is the risk of hydrogen embrittlement in coated high-strength fasteners?
Can I reuse PTFE-coated bolts after disassembly?
Why is the nut factor (K-factor) critical during torque calculations?
How do zinc-nickel coatings compare to hot-dip galvanizing?
What standards govern the selection of coatings for pressure-boundary bolting?
===

📚 Recommended Resources: coating selection for external bolting
Related posts:
![Industrial piping manifold showing different types of pipe joints including flanged and welded connections.]()
Mastering the Core Types of Pipe Joints in Industrial Piping
![CNC rotary draw tube bending machine shaping a stainless steel pipe in a manufacturing facility.]()
What is Tube Bending? Working, Types, and Industrial Applications
![Cross-section comparison of a metallurgically bonded clad pipe and a mechanically bonded lined pipe.]()
What is Cladded Pipe? Difference Between Clad and Lined Pipe
![Conceptual illustration of digital technical data exchange between an engineering office and a process equipment vendor.]()
How to Manage Technical Information Exchange With Process Equipment Vendors
![3D piping stress analysis of a Smart Tee model in START-PROF software.]()
Mastering Smart Tee Model Considerations in START-PROF Stress Analysis
![Modern industrial compressed air system installation with rotary screw compressors and receiver tanks in a clean facility.]()
Designing a Compressed Air System for Maximum Industrial Efficiency