
What is Case Hardening of Steel? Complete Engineering Guide
I still remember a shutdown job in a cement plant where a set of hardened gears failed just months after installation. On paper, everything looked perfect — material, hardness, inspection reports. But when I examined the surface under magnification, the issue was obvious: the case hardening depth was wrong. The surface couldn’t withstand abrasion, and the core strength never had a chance to perform.
That incident changed how I look at case hardening of steel. It’s not just a heat treatment — it’s a precision-controlled engineering decision that directly impacts wear life, fatigue strength, and unexpected failure.
Key Takeaways
- Case hardening creates a hard outer layer while keeping the steel core tough and ductile.
- Incorrect case depth is one of the most common causes of field failure in gears and shafts.
- Processes like carburizing and nitriding control hardness, wear resistance, and fatigue life.
- Selection between case hardening and surface hardening depends on load, stress, and application.
- Field verification and controlled heat treatment cycles decide long-term equipment reliability.
Case hardening of steel is a heat treatment process that hardens the outer surface while maintaining a tough core. It improves wear resistance and fatigue strength through methods like carburizing and nitriding. This process is widely used in gears, shafts, and heavy industrial components.
Interactive Engineering Quiz
1. What is the main objective of case hardening of steel?
- Increase core brittleness
- Harden the surface while keeping the core tough
- Reduce carbon content in steel
- Make the entire component uniformly hard
What is Case Hardening of Steel?
In my experience as a piping and mechanical engineer, case hardening of steel is one of those processes that looks simple in textbooks but behaves very differently in real plant conditions. At its core, it is a thermo-chemical heat treatment process where the outer surface of a steel component is hardened while keeping the inner core softer and ductile.
The logic is straightforward: the surface handles wear, friction, and contact stress, while the core absorbs impact and prevents brittle fracture. This combination is the backbone behind reliable gears, shafts, cam systems, and valve components.
Case Hardening Definition & Metallurgical Mechanics
Technically speaking, case hardening is based on controlled diffusion of alloying elements such as carbon or nitrogen into the steel surface at elevated temperatures. Once diffusion occurs, quenching transforms the microstructure into martensite, which provides very high hardness.
The process can be broken into three engineering stages:
- Diffusion Stage: Carbon or nitrogen atoms penetrate the steel lattice.
- Soaking Stage: Controlled time ensures uniform case depth.
- Quenching & Transformation: Rapid cooling forms martensitic structure.
The hardness profile typically follows a gradient:
- Surface hardness: 55–65 HRC
- Intermediate layer: Gradual hardness drop
- Core hardness: 25–35 HRC (tough and ductile)
Purpose of Case Hardening of Steel
When I evaluate component failures in plants, I always go back to the purpose behind the material selection. The purpose of case hardening of steel is not just hardness — it’s performance under combined loading conditions.
- Improve wear resistance under sliding and rolling contact
- Increase fatigue strength due to compressive surface stresses
- Maintain impact resistance via ductile core
- Extend component life in abrasive environments
In rotating equipment like pumps and compressors, I’ve seen properly case-hardened components run for years without measurable degradation.
—Reason for Case Hardening in Engineering Design
The reason for case hardening comes directly from real-world load conditions. Components rarely experience a single type of stress. Instead, they handle combinations:
- Contact stress (gear tooth interaction)
- Sliding wear (valves, cams)
- Cyclic fatigue loading
- Shock and impact loads
If a component is fully hardened, it becomes brittle. If it remains soft, it wears out quickly. Case hardening solves this contradiction.
—Metals Suitable for Case Hardening of Steel
Not all metals respond well to case hardening. From my field inspections, material selection is often ignored — and that leads to failure even before installation.
| Material | Suitability | Reason |
|---|---|---|
| Low Carbon Steel (0.1–0.25%) | Excellent | Allows carbon addition during carburizing |
| Alloy Steel (Cr, Mo, Ni) | Very Good | Improves hardenability and fatigue resistance |
| Medium Carbon Steel | Moderate | Limited diffusion potential |
| High Carbon Steel | Poor | Already hard, prone to cracking |
I always recommend low-carbon alloy steels when designing for case hardening applications.
—Case Hardening of Steel Process
In plant-scale operations, the case hardening of steel process must be tightly controlled. Even small deviations in temperature or time can change case depth dramatically.
Common Industrial Methods:
- Carburizing: Carbon diffusion at 900–950°C followed by quenching
- Nitriding: Nitrogen diffusion at 500–550°C without quenching
- Cyaniding: Fast process using molten salt bath
- Carbonitriding: Combination of carbon and nitrogen diffusion
Each method produces different hardness profiles and case depths. For example:
| Process | Typical Depth | Hardness |
|---|---|---|
| Carburizing | 0.5 – 2.5 mm | High |
| Nitriding | 0.1 – 0.6 mm | Very High |
| Carbonitriding | 0.3 – 0.75 mm | Moderate to High |
Engineering Standards for Case Hardening
In my projects, I never rely on supplier claims without verifying against international standards. Some widely used standards include:
- ASTM A255 – Hardenability of steel
- ISO 2639 – Case depth measurement
- SAE J423 – Carburizing specifications
Verification involves microhardness testing, metallographic examination, and case depth checks using controlled etching.
—Case Hardening Depth & Process Visualization
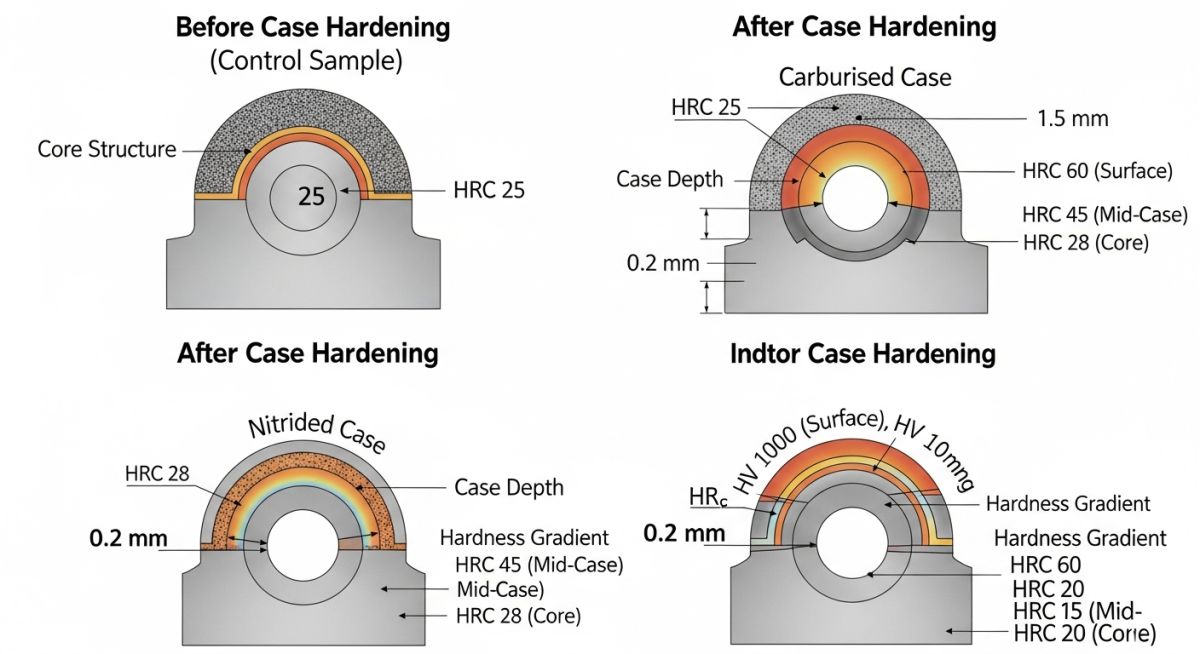
This diagram reflects what I usually explain during site training sessions — the case depth gradient is the most misunderstood parameter. Engineers often ask for higher hardness, but what really matters is how that hardness transitions from surface to core.
Applications of Case Hardening Process
On site, I rarely see case hardening treated as a “lab-only” process. It directly decides whether equipment survives or fails under real loading. In my projects across cement, refinery, and rotating equipment packages, these are the areas where case hardening of steel consistently delivers measurable benefits:
- Gears (Spur, Helical, Bevel): Surface resists pitting and scuffing; core handles torque shocks.
- Shafts and Splines: High contact stress zones remain hard while the shaft body stays tough.
- Camshafts & Followers: Sliding wear is controlled through hard lobes with ductile backing.
- Valve Stems & Seats: Erosion and corrosion resistance improve in high-temperature service.
- Chain Components & Pins: Repeated cyclic loading benefits from compressive surface stress.
What is the Difference Between Surface Hardening and Case Hardening?
I’ve seen design teams mix these two and pay the price later. The difference is not academic—it changes failure modes entirely.
| Parameter | Case Hardening | Surface Hardening (Induction/Flame) |
|---|---|---|
| Mechanism | Diffusion of carbon/nitrogen | Rapid localized heating + quenching |
| Depth Control | Time & temperature dependent (precise) | Coil design & frequency dependent |
| Material Need | Low carbon preferred | Medium/high carbon required |
| Distortion Risk | Moderate (quenching stage) | Lower (localized heating) |
| Typical Use | Gears, bearings, precision parts | Large shafts, rail wheels, localized zones |
From a selection standpoint:
- Use case hardening when you need controlled depth and long fatigue life.
- Use surface hardening when you need localized hard zones with minimal distortion.
Advantages of Case Hardening Process
When done right, the advantages are not small—they directly translate into uptime and maintenance savings.
- Dual Property Control: Hard surface + tough core in one component.
- Improved Fatigue Life: Compressive residual stress delays crack initiation.
- Wear Resistance: Abrasion and contact damage are minimized.
- Extended Equipment Life: Reduced replacement and shutdown frequency.
- Lower Total Cost of Ownership: Less downtime outweighs heat treatment cost.
Case Depth Calculation & Physical Verification
On paper, specifying “1 mm case depth” is easy. On site, verifying it is where engineering discipline shows up.
Empirical Estimation (Carburizing):
Case depth roughly follows diffusion kinetics and is often approximated by:
Case Depth (mm) ≈ k × √t
Where:
k = diffusion constant (depends on temperature)
t = time (hours)
But I never rely only on calculation. I insist on physical verification:
- Microhardness Profile: Measure hardness vs depth using Vickers scale
- Effective Case Depth (ECD): Depth at 50 HRC threshold
- Metallography: Etching reveals martensitic layer clearly
Standards like ISO 2639 guide proper measurement practice, and I always push vendors to submit full hardness gradients, not just a single value.
—Field Case Study: Real-World Application
In a cement plant gearbox, pinion gears showed abnormal wear and pitting within 5–6 months. Vendor reported “case hardened” condition with 58 HRC surface hardness, but no case depth verification was provided.
I conducted a teardown inspection and extracted samples for lab analysis. The microhardness profile showed that the effective case depth was only 0.25 mm against a requirement of 1.2 mm. The root cause was shortened carburizing duration during production to meet delivery timelines.
We recalculated diffusion time and specified a revised heat treatment cycle. Along with it, I enforced inspection checks: hardness profile chart, metallographic report, and batch traceability.
Gearbox life improved from 6 months to over 3 years of continuous operation without abnormal wear. Maintenance shutdown frequency dropped sharply.
Field Lesson Learned: Never accept a single hardness number. Always demand effective case depth validation. That one parameter decides whether your equipment survives or fails silently.
Reference and Further Studies
- ASTM A255 – Hardenability of Steel
- ISO 2639 – Determination of Case Depth
- SAE J423 – Carburizing Steels
About Me
I’m Atul Singla, Senior Piping Engineer, with over 20 years of field experience across EPC projects, rotating equipment, and failure analysis. Most of what I’ve shared here comes from actual shutdowns, root cause investigations, and lessons learned the hard way on site.
—Executive FAQs
What is effective case depth in steel?
Which is better: carburizing or nitriding?
Why does case hardening improve fatigue life?
What causes distortion during case hardening?
Can high carbon steel be case hardened?
How do I verify case hardening quality on site?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
