
What is Nitriding Process? Benefits, Types & Real Field Applications
I still remember a shutdown job where a high-load gearbox failed within months of commissioning. The vendor blamed material quality, but when we opened it, the truth hit hard—the nitriding process was poorly controlled. Case depth was uneven, hardness dropped under load, and the entire system paid the price. In real engineering, surface treatment isn’t theory—it’s what decides whether your equipment runs for years or fails overnight.
✅ Key Takeaways
- Nitriding process is a surface hardening technique using nitrogen diffusion into steel.
- It improves wear resistance, fatigue strength, and corrosion protection without distortion.
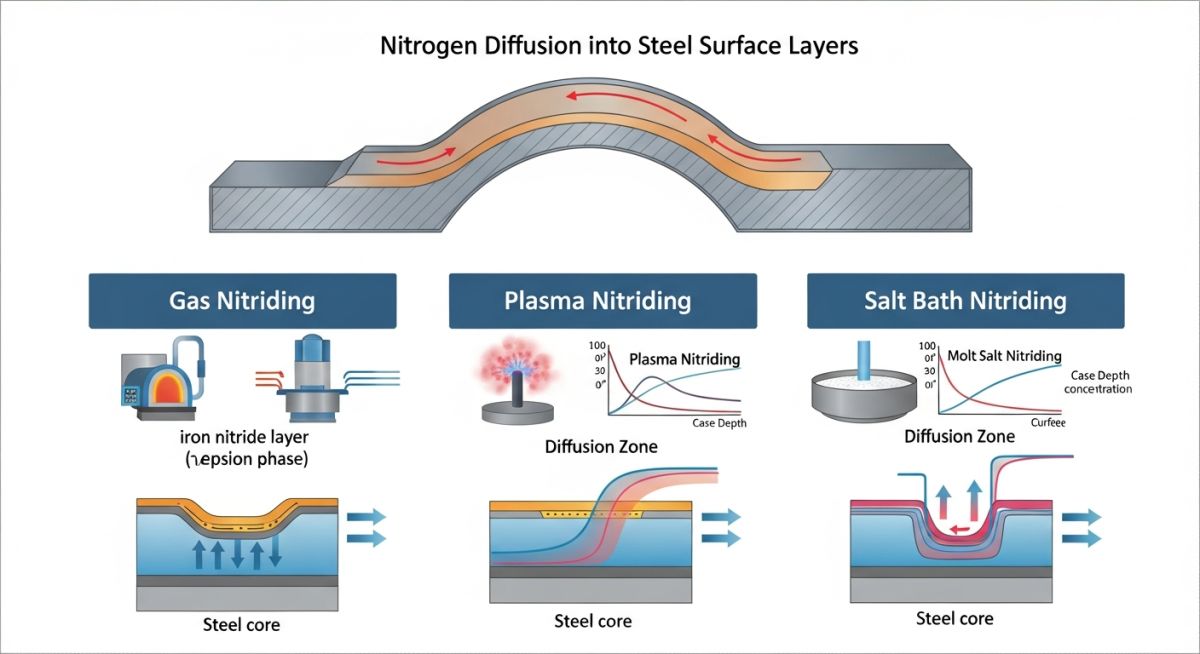
- Main types include gas nitriding, plasma nitriding, and salt bath nitriding.
- Unlike carburizing, nitriding operates at lower temperatures (~500–550°C), avoiding dimensional changes.
- Process control is critical—errors in time, temperature, or atmosphere can lead to expensive failures.
🧠 Quick Knowledge Check
1. What is the primary purpose of the nitriding process?
What is Nitriding Process?
In my field work across rotating equipment and high-load gear systems, I rely heavily on the nitriding process when I need surface performance without risking dimensional distortion. Nitriding is a thermochemical heat treatment where nitrogen atoms diffuse into the steel surface at ~500–550°C, forming hard nitrides (Fe4N, Fe2-3N and alloy nitrides like CrN, AlN). The key advantage is simple—no phase transformation, so your machined tolerances stay intact.
Purposes of the Nitriding Process
- Increase surface hardness (900–1200 HV typical)
- Improve fatigue life due to compressive residual stress
- Enhance wear resistance in gears, cams, dies
- Boost corrosion resistance in mild environments
- Enable post-machining treatment without distortion risk
Principle of the Nitriding Process
The process works on solid-state diffusion. Nitrogen is introduced from ammonia gas, plasma, or salt medium and diffuses into the lattice. Alloying elements like chromium, molybdenum, vanadium actively form stable nitrides. In practice, I always monitor time–temperature–potential balance because diffusion depth is governed by Fick’s law. Even small deviation can drop case depth below design limits.
Types of Nitriding Process
Gas Nitriding Process Explained
Uses ammonia (NH3) gas at controlled dissociation rates.
Advantages and Disadvantages of Gas Nitriding
- ✅ Uniform surface hardening
- ✅ Suitable for large batch processing
- ❌ Slow process (20–80 hours)
- ❌ Limited control in complex geometries
Plasma (Ion) Nitriding Process Explained
Ionized nitrogen plasma bombards the surface under vacuum.
Advantages and Disadvantages of Ion Nitriding
- ✅ Excellent control and uniformity
- ✅ Minimal distortion
- ❌ Higher capital cost
- ❌ Requires skilled operation
Salt Bath Nitriding Process Explained
Immersion in nitrogen-rich molten salts.
Advantages and Disadvantages of Salt Bath Nitriding
- ✅ Fast cycle time
- ✅ Good surface finish
- ❌ Environmental hazards
- ❌ Risk of chemical handling failures
Prerequisites for Nitriding Process
- Steel must contain nitride-forming elements (Al, Cr, Mo)
- Final machining completed before nitriding
- Surface cleanliness (oil-free, oxide-free)
- Controlled furnace atmosphere and calibration
Advantages of Nitriding Process
- No quenching → no distortion
- High surface hardness
- Extended fatigue life
- Minimal post-processing required
Disadvantages of Nitriding Process
- Long processing cycle
- Limited case depth (~0.2–0.7 mm typical)
- Costly alloy requirements
Nitriding vs Carburizing
| Property | Nitriding | Carburizing |
|---|---|---|
| Temperature | 500–550°C | 850–950°C |
| Distortion | Negligible | High |
| Depth | Low | High |
In a petrochemical plant, we observed recurring gearbox failure within 6 months. Inspection revealed inadequate nitriding depth (~0.15 mm vs required 0.4 mm).
I led the root cause analysis. Hardness mapping showed rapid drop below surface. Vendor logs revealed reduced nitriding duration and improper ammonia flow rate. We recalculated diffusion parameters and reprocessed samples with controlled cycles.
✔ Case depth improved to 0.42 mm
✔ Gear life extended 3.5×
✔ Downtime reduced by 60%
Field Lesson Learned: Never trust process sheets blindly. Always validate nitriding depth with metallurgical testing before installation.
Technical FAQs
What steels are suitable for nitriding?
Does nitriding require quenching?
How is nitriding depth measured?
Why is plasma nitriding preferred?
Can nitriding improve corrosion resistance?
Is nitriding expensive?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
