Table of Contents

Protecting Steel Pipes with Anti-Corrosive Steel Pipe Coatings
In my 20-plus years of managing pipeline integrity across high-pressure hydrocarbon networks, I have seen firsthand how a single holiday—a microscopic pinhole in a pipe’s coating—can lead to catastrophic structural failure. I remember a project in 2014 where a subsea water injection line suffered localized pitting corrosion and ruptured just eighteen months after commissioning. The root cause? An incorrectly specified liquid epoxy coating that could not withstand the high shear stress of the backfill material. That expensive lesson reinforced a fundamental truth: selecting and applying the correct protective barrier is not just a design checkbox; it is the absolute lifeline of your piping infrastructure.
Steel is inherently vulnerable to thermodynamic reversion. Left unprotected, it reacts with oxygen and moisture to return to its natural state of iron oxide. By implementing robust external coatings and internal linings, we physically isolate the steel substrate from corrosive electrolytes. This article breaks down the engineering principles, mathematical calculations, and field-proven practices required to design, apply, and inspect these critical protective systems.
- The electrochemical mechanisms of corrosion in carbon steel pipelines.
- How to select the right coating system based on operating temperature and soil conditions.
- Methods to calculate dry film thickness and estimate coating service life.
- Rigorous on-site quality control protocols, including holiday testing and adhesion checks.
- Key governing standards from NACE, ISO, and ASME.
Why Anti-Corrosive Steel Pipe Coatings Matter
To understand why coatings are so critical, we must look at the electrochemical corrosion cell. This cell requires four elements: an anode, a cathode, an electrolyte, and a metallic return path. If you remove any of these components, corrosion stops. High-performance coatings act as a high-resistance physical barrier that blocks the electrolyte (water and dissolved salts) from reaching the steel surface, effectively breaking the electrochemical circuit.
In my experience, the selection of a coating system depends heavily on the operating temperature of the pipeline. For instance, standard Fusion Bonded Epoxy (FBE) performs exceptionally well up to 85 degrees Celsius, but above this threshold, its molecular structure begins to degrade, leading to rapid water permeation. For higher temperatures, we must transition to Three-Layer Polypropylene (3LPP) or specialized high-temperature epoxies.
Calculating Coating Lifetime and Thickness
In pipeline design, we must calculate the required Dry Film Thickness (DFT) to ensure the coating survives the design life of the asset. The relationship between Wet Film Thickness (WFT) and DFT is governed by the volume of solids in the coating material:
To estimate the lifetime of a barrier coating based on water vapor transmission, we use a modified permeation equation:
This equation demonstrates that doubling the coating thickness halves the permeation rate of water and oxygen molecules, directly delaying the onset of under-film corrosion. However, excessively thick coatings are prone to cracking due to thermal cycling and bending stresses during installation. Therefore, we must balance thickness with mechanical flexibility.
In my years on-site, I have observed that combining high-voltage cathodic protection with incompatible liquid epoxies is a recipe for disaster. If the cathodic protection voltage is set too high, it generates hydrogen gas at the steel surface, which physically lifts the coating. This phenomenon, known as cathodic disbondment, can render your primary barrier completely useless within months. Always verify compatibility using NACE SP0169 guidelines.
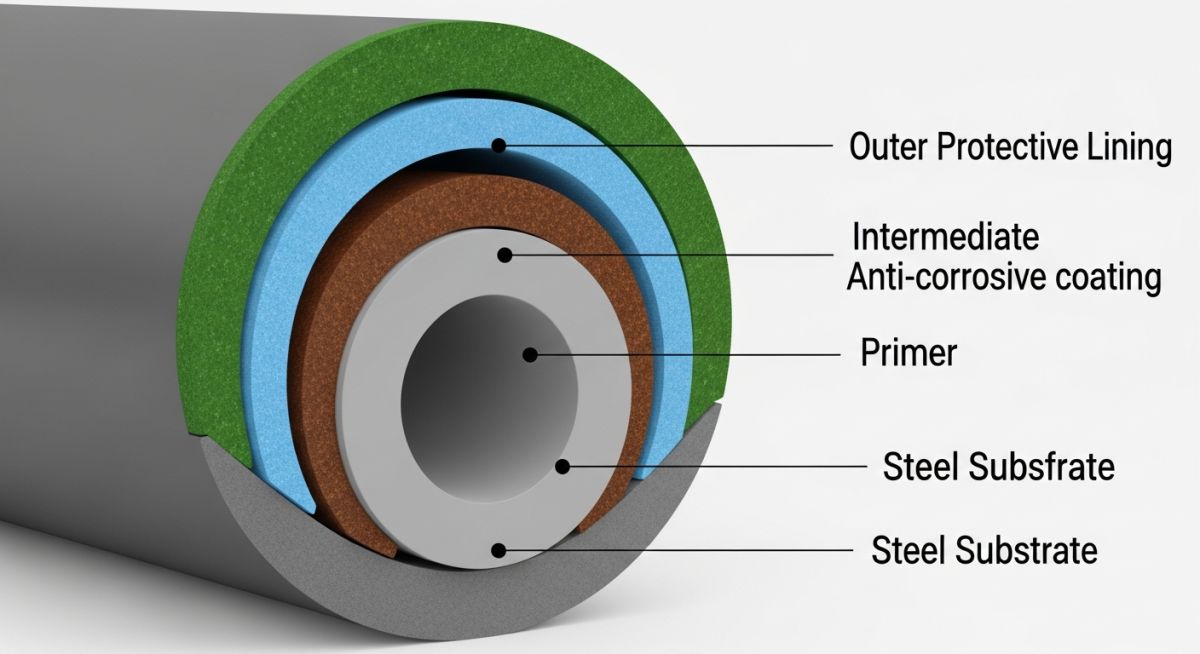
Modern pipeline engineering relies heavily on multi-layer systems. The Three-Layer Polyethylene (3LPE) system is a prime example. It combines the excellent chemical adhesion of an FBE primer, a copolymer adhesive middle layer, and a tough high-density polyethylene (HDPE) outer sheath. This combination provides both chemical resistance and robust mechanical protection against soil stress and rock impact during backfilling.
Selecting the correct coating requires comparing physical properties, temperature limits, and mechanical resistance. The table below outlines the performance characteristics of the most common industrial coating systems used in modern pipeline engineering.
| Coating Type | Temp Range (°C) | Impact Resistance | Soil Stress Resistance | Governing Standard |
|---|---|---|---|---|
| Fusion Bonded Epoxy (FBE) | -40 to 85 | Moderate | Excellent | ISO 21809-2 |
| Three-Layer Polyethylene (3LPE) | -40 to 80 | Excellent | High | ISO 21809-1 |
| Three-Layer Polypropylene (3LPP) | -20 to 110 | Outstanding | Very High | ISO 21809-1 |
| Polyurethane (PU) | -50 to 80 | High | Moderate | EN 10290 |
| Coal Tar Epoxy | -30 to 60 | Low | Moderate | SSPC-Paint 16 |
This matrix maps core technical entities, structural acronyms, and physical parameters to their governing international standards.
| Entity / Acronym | Full Technical Name | Core Physical Parameter | Governing Standard |
|---|---|---|---|
| DFT | Dry Film Thickness | Microns (µm) measurement via magnetic gauges | SSPC-PA 2 |
| CD | Cathodic Disbondment | Disbondment radius (mm) under electrical stress | ASTM G8 |
| FBE | Fusion Bonded Epoxy | Cross-linking density and glass transition temp | CSA Z245.20 |
| WFT | Wet Film Thickness | Comb gauge measurement during wet application | ASTM D4414 |
How to Inspect Pipe Coatings On-Site?
In my experience, more than eighty percent of coating failures are caused by poor surface preparation rather than a defect in the coating material itself. If the steel surface is contaminated with soluble salts, moisture, or mill scale, the coating will fail prematurely. Therefore, a rigorous, multi-step inspection protocol must be executed during every shift.
-
Environmental Parameters: Verify that the steel substrate temperature is at least 3 degrees Celsius above the dew point to prevent moisture condensation before blasting or painting.
-
Surface Cleanliness: Inspect the blasted steel surface to ensure it meets Sa 2.5 (Near-White Metal Blast Cleaning) standards according to ISO 8501-1.
-
Soluble Salt Testing: Perform a Bresle patch test to confirm that chloride levels on the blasted steel are below 20 milligrams per square meter.
-
Surface Profile Height: Measure the anchor profile using replica tape to ensure it falls within the specified 50 to 100 micron range.
-
Dry Film Thickness (DFT): Take magnetic gauge readings across the pipe circumference using the 80-20 rule defined in SSPC-PA 2.
-
Holiday Detection: Conduct high-voltage spark testing at 5 Volts per micron of coating thickness to locate pinholes or voids.
Field Case Study: Real-World Application
A 24-inch carbon steel water injection pipeline in a coastal region began experiencing localized wall thinning and pinhole leaks within two years of operation. The pipeline was coated externally with a single-layer liquid epoxy. Upon excavation, we discovered severe micro-cracking and water absorption in the coating. The high soil salinity, combined with seasonal temperature fluctuations, had caused the epoxy to embrittle and disbond, allowing highly corrosive saline water to pool directly against the steel surface.
I led the rehabilitation team to excavate the affected sections, abrasive-blast the steel to Sa 2.5 cleanliness, and apply a Three-Layer Polyethylene (3LPE) system. We specified a 150-micron FBE primer, a 200-micron copolymer adhesive, and a 2.5-millimeter HDPE outer layer. We also adjusted the cathodic protection system to maintain a safe polarization potential of -850 millivolts to prevent cathodic disbondment. Over the past eight years of continuous operation, ultrasonic wall thickness measurements have shown zero metal loss, and holiday testing has confirmed the coating remains completely intact.
This case study highlights the importance of matching the coating system to the environmental conditions. A single-layer liquid epoxy was simply inadequate for the high-salinity, high-shear soil environment. Transitioning to a multi-layer 3LPE system provided the mechanical toughness and chemical barrier required for long-term reliability.
Frequently Asked Engineering Questions
Applying Anti-Corrosive Steel Pipe Coatings Safely
Safety is paramount when working with industrial coatings. Many liquid epoxies and primers contain volatile organic compounds (VOCs) and hazardous air pollutants. Proper ventilation, respiratory protection, and explosion-proof equipment are mandatory during application, especially in confined spaces or inside pipe yards.
What is the primary difference between a pipe coating and a pipe lining?
How does cathodic disbondment occur and how can it be prevented?
Why is the surface profile height critical for FBE adhesion?
Can we apply anti-corrosive coatings to high-temperature pipelines?
What is holiday testing and how is the test voltage calculated?
How do environmental conditions affect liquid coating application?
===FAQ_BLOCK===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
📚 Recommended Resources: steel pipe coatings
Read these Guides
🎥 Watch Tutorials

Related posts:
![Outdoor pipeline block valve station with large isolation valves and actuators.]()
What are Pipeline Block Valves and How to Design Stations
![3D CAD model of an industrial process plant showing equipment clearances and access platforms.]()
A Guide to Plant Clearances and Access Requirements
![Engineering technical bid evaluation spreadsheet comparing vendor specifications and compliance metrics.]()
How to Master Technical Bid Evaluation for Complex Engineering Procurement
![3D CAD model of industrial piping showing stress intensification factor heatmaps at elbows and tees.]()
Why Stress Intensification Factor in Piping Dictates Fatigue Life
![A collection of different industrial pipe flange gaskets on a workbench]()
How to Select the Best Pipe Flange Gaskets for Piping Systems
![3D render of an industrial distillation column with a connected thermosyphon reboiler showing fluid circulation.]()
What is a Reboiler? Types and Selection of Reboilers