Water Requirement for Green Hydrogen Plants: Engineering Design and Optimization
In my two decades of piping and process engineering, I have observed that the most overlooked variable in renewable energy projects is the sheer volume of high-purity water required. While the industry focuses on electrolyzer efficiency, the balance-of-plant infrastructure—specifically the water treatment unit—often dictates the operational viability of the entire facility.
Designing for water in a green hydrogen plant is not merely about volume; it is about managing the ionic purity required to prevent membrane degradation. If you fail to account for the specific conductivity and silica limits of your feed source, you are essentially building a multi-million dollar asset destined for premature failure.
Key Takeaways for Engineers:
- Stoichiometric requirement is approximately 9 liters of water per 1 kg of hydrogen produced.
- Total water consumption often reaches 15-20 liters per kg when accounting for blowdown and regeneration.
- Feedwater must meet stringent conductivity standards, typically below 0.1 microsiemens per centimeter.
- Pre-treatment design must account for seasonal variations in raw water source quality.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Analysis of Water Requirement for Green Hydrogen Plants
Green Hydrogen Plant Water Requirement: The systematic calculation of stoichiometric water consumption combined with process-specific losses, ensuring compliance with ASME and API standards for industrial water treatment.
The theoretical water consumption for hydrogen production is derived from the electrolysis reaction: 2H2O -> 2H2 + O2. By molar mass, 36 grams of water produce 4 grams of hydrogen, resulting in a theoretical ratio of 9 kilograms of water per 1 kilogram of hydrogen. However, in industrial practice, this ratio is misleading.
Practical Consumption and System Losses
Practical water consumption includes the stoichiometric requirement plus losses from the Reverse Osmosis (RO) reject stream, Demineralization (DM) regeneration cycles, and cooling tower evaporation. In a typical plant, the recovery rate of an RO system is 75-85%, meaning for every 9 liters consumed by the electrolyzer, you must source at least 12 liters of raw water.
Field Warning: Silica and Conductivity Limits
Electrolyzer manufacturers, particularly those using PEM technology, are hypersensitive to feedwater quality. Silica levels exceeding 0.02 parts per million can lead to irreversible membrane scaling. Always design your DM unit with redundant polishing beds to ensure conductivity remains below 0.1 microsiemens per centimeter at 25 degrees Celsius.
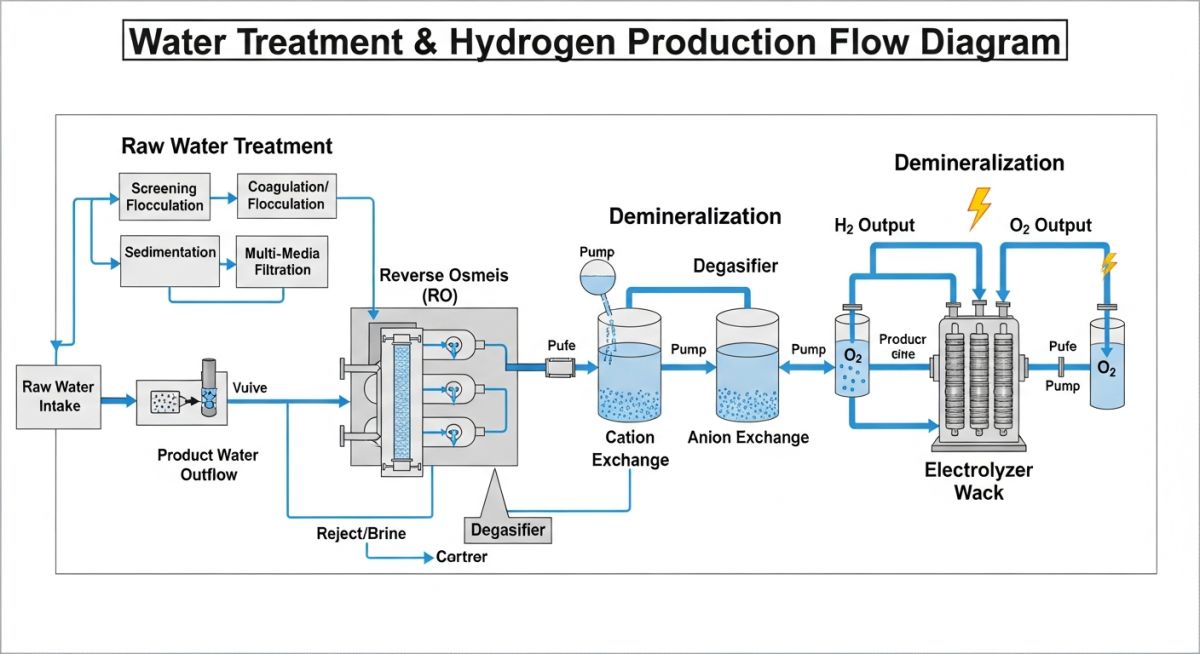
Design Considerations for Treatment Trains
The treatment train must be sized based on the peak hydrogen production rate. I recommend a multi-stage approach:
- Multi-Media Filtration: Removal of suspended solids and turbidity.
- Ultrafiltration (UF): Protection of RO membranes from colloidal fouling.
- Reverse Osmosis (RO): Primary desalination stage to reduce total dissolved solids.
- Electrodeionization (EDI): Final polishing to achieve ultra-pure water standards without chemical regeneration.
When calculating the total plant water footprint, do not forget the auxiliary systems. Hydrogen compression and cooling systems often require separate water loops. If the plant utilizes a closed-loop cooling system, the makeup water requirement is significantly lower, but the chemical treatment program must be robust to prevent corrosion in the piping network.
Water Treatment Optimization: The strategic balance between high-purity water availability and the operational expenditure associated with advanced filtration and demineralization infrastructure.
Advantages
- Extended electrolyzer stack lifespan through precise ionic control.
- Reduced maintenance frequency for downstream hydrogen purification units.
- Lower operational costs via high-recovery RO membrane configurations.
- Improved plant availability by mitigating scaling-related downtime.
Disadvantages
- High initial capital expenditure for multi-stage treatment trains.
- Significant brine disposal challenges in inland plant locations.
- Energy penalty associated with high-pressure RO pump operation.
- Complexity in managing chemical waste from resin regeneration.
Industrial Water Integration: The application of specialized water treatment technologies across diverse hydrogen production sectors to ensure process stability and environmental compliance.
Green Ammonia Synthesis
In green ammonia plants, the water treatment system must be integrated with the Haber-Bosch process requirements. High-purity water is essential to prevent catalyst poisoning in the ammonia synthesis loop, necessitating a robust EDI system to maintain ultra-low conductivity levels.
Refinery Decarbonization
Refineries replacing grey hydrogen with green hydrogen often leverage existing raw water infrastructure. The challenge lies in upgrading legacy treatment systems to meet the stringent purity requirements of modern PEM electrolyzers without disrupting existing refinery operations.
Heavy-Duty Transport Fueling
Decentralized hydrogen refueling stations require compact, modular water treatment solutions. These systems must be highly automated to handle variable feed water quality from municipal sources while maintaining consistent output for on-site electrolysis.
In my two decades of piping and process engineering, I have observed that the stoichiometric requirement for water in electrolysis is often underestimated during the initial FEED stage. While the theoretical consumption is fixed by chemical laws, the actual water requirement for green hydrogen plants is significantly higher due to system blowdown, cooling requirements, and the necessity for high-purity feed water to prevent membrane degradation in PEM or alkaline electrolyzers.
The following table outlines the typical water consumption metrics and quality thresholds required for various electrolysis technologies. These values are critical for sizing your raw water intake, storage tanks, and the downstream demineralization plant capacity. Note that these figures assume a standard operating temperature and pressure; deviations in ambient conditions or stack efficiency will necessitate a recalculation of your mass balance.
| Parameter | PEM Electrolyzer | Alkaline Electrolyzer | Standard Reference |
|---|---|---|---|
| Stoichiometric Water (kg/kg H2) | 9.0 | 9.0 | ISO 22734 |
| Actual Feed (kg/kg H2) | 12.0 – 15.0 | 15.0 – 20.0 | ASME B31.3 |
| Feed Conductivity (uS/cm) | < 0.1 | < 1.0 | ASTM D1193 |
Always ensure that your piping material selection accounts for the high-purity water, which is inherently aggressive toward carbon steel. I strongly recommend using stainless steel 316L or high-density polyethylene (HDPE) for the permeate distribution lines to maintain the stringent water quality standards required by the electrolyzer OEM.
Managing the water lifecycle in a hydrogen facility requires a deep understanding of the intersection between chemical processing and mechanical infrastructure. This matrix maps the critical entities involved in the water treatment train, providing a clear reference for the standards and physical parameters that govern each stage of the process.
From the initial raw water intake to the final polishing in the demineralization unit, each component must be integrated into the plant’s overall control system. By aligning these technical entities with their respective industry standards, engineers can ensure that the water requirement for green hydrogen plants is met with maximum reliability and minimal operational downtime.
| Entity | Function | Standard |
|---|---|---|
| Reverse Osmosis (RO) | Dissolved solids reduction | AWWA B100 |
| Demineralization (DI) | Ion exchange polishing | ASTM D1193 |
| Storage Tank | Buffer capacity management | API 650 |
This matrix serves as a foundational guide for your P&ID development. When specifying equipment, ensure that the materials of construction are compatible with the specific water chemistry, particularly if you are utilizing brackish or recycled water sources which may contain high chloride concentrations.
Ensuring the integrity of the water supply chain is a multi-disciplinary effort. As an engineer, I have seen projects stall because the raw water quality fluctuated beyond the design limits of the RO membranes. Use this checklist to verify your site readiness and system design compliance before moving to the procurement phase.
-
Source Water Analysis: Perform a full chemical analysis (TDS, silica, hardness, TOC) per ASTM D1193 to determine the required treatment stages. -
Flow Rate Verification: Confirm the peak water demand during maximum electrolyzer load, including the 15-20% margin for system blowdown and maintenance flushing. -
Piping Material Compatibility: Verify that all piping downstream of the DI unit is stainless steel or high-purity plastic to prevent leaching and contamination. -
Redundancy Planning: Ensure the RO and DI units have N+1 redundancy to maintain hydrogen production during filter changes or membrane cleaning cycles. -
Wastewater Discharge Compliance: Validate that the brine discharge from the RO system meets local environmental regulations and EPA standards.
Beyond these technical checks, I always advise my clients to conduct a seasonal water availability study. In many regions, the water requirement for green hydrogen plants can be impacted by drought conditions or seasonal changes in source water quality, which directly affects the operational life of your treatment membranes. Documenting these variables early in the design phase is the most effective way to mitigate long-term operational risks and ensure the sustainability of your hydrogen production facility.
Field Case Study: Real-World Application
The Problem: Unexpected Membrane Fouling
A 10MW pilot plant experienced rapid pressure drops across the RO membranes within the first three months of operation due to high silica content in the feed water.
- Inadequate pre-treatment for silica removal.
- Failure to account for seasonal fluctuations in raw water quality.
- Lack of real-time conductivity monitoring at the RO inlet.
- Insufficient flushing protocols during standby periods.
The Outcome: Optimized Treatment Train
By implementing a multi-stage pre-treatment system and automated monitoring, the plant achieved stable operation and extended membrane life by 40%.
- Installation of an antiscalant dosing system for silica control.
- Integration of an automated PLC-based water quality monitoring loop.
- Implementation of a rigorous weekly membrane cleaning schedule.
- Reduction in overall water consumption by 12% through brine recovery.
My recommendation for similar projects is to always prioritize a robust pre-treatment design. Do not rely on a single-stage RO system if your source water has high mineral content; the capital expenditure for an additional softening or ultrafiltration stage is negligible compared to the cost of frequent membrane replacement and production downtime.
Frequently Asked Engineering Questions
Why is high-purity water required for electrolysis?
- Irreversible degradation of the membrane electrode assembly.
- Increased electrical resistance, leading to higher power consumption.
- Reduced hydrogen purity, potentially violating ISO 14687 standards.
- Accelerated corrosion of the stack components.
How does the water requirement for green hydrogen plants vary by technology?
- PEM electrolyzers require extremely high-purity water to protect the thin polymer membranes.
- Alkaline electrolyzers are generally more tolerant of water quality but require larger volumes for electrolyte circulation and cooling.
- High-temperature solid oxide electrolyzers (SOEC) use steam, requiring a dedicated steam generation system that adds complexity to the water treatment train.
What are the primary challenges in wastewater management?
- High salinity levels in the brine stream, which may exceed local discharge limits.
- Presence of chemical additives from the pre-treatment process, such as antiscalants or biocides.
- The need for zero liquid discharge (ZLD) systems in water-stressed regions, which significantly increases capital and operational costs.
- Regulatory compliance with environmental standards for industrial effluent discharge.
Can recycled water be used for hydrogen production?
- Organic contaminants that can foul membranes.
- Nitrogen and phosphorus compounds.
- Microbiological pathogens that could compromise the electrolyzer stack.
- Advanced oxidation processes (AOP) are often necessary to ensure the water meets the stringent quality requirements for electrolysis.
How do I calculate the total water requirement for my plant?
- Start with the stoichiometric requirement of 9 liters of water per kilogram of hydrogen produced.
- Add the water required for system blowdown, which typically ranges from 10% to 20% of the feed flow.
- Include water for cooling systems, which depends on the heat rejection requirements of the electrolyzer.
- Factor in the efficiency of the water treatment plant, as the RO process itself will reject a portion of the feed water as brine.
What are the key standards for water quality in hydrogen plants?
- ASTM D1193 for reagent-grade water specifications.
- ISO 22734 for hydrogen generator safety and performance.
- ASME B31.3 for process piping design and material selection.
- Local environmental regulations for wastewater discharge and water usage permits.

📚 Recommended Resources: Water Requirement for Green Hydrogen Plants
Read these Guides
- 📄 SOEC Electrolyzer Explained: High Temperature Electrolysis for Green Hydrogen Production
- 📄 Green Ammonia Economics: A Technical Guide to Industrial Scale Profitability
- 📄 Designing a Green Hydrogen Plant: A Comprehensive Engineering Overview
- 📄 Mastering Hydrogen Safety in Industrial Facilities: Engineering and Design Guide
Related posts:
![Industrial Air Separation Unit facility showing compression, purification, and cryogenic distillation columns for gas production.]()
Air Separation Unit Explained: Engineering Principles and Industrial Gas Production
![Cross-section diagram of a Solid Oxide Electrolyzer Cell stack for hydrogen production.]()
SOEC Electrolyzer Explained: High Temperature Electrolysis for Green Hydrogen Production
![Conceptual diagram of renewable energy assets and a hydrogen electrolyzer within the same EU bidding zone boundary.]()
Understanding RFNBO Geographic Correlation Rules for Green Hydrogen Projects
![Modern container ship utilizing green ammonia as marine fuel in a global port.]()
Green Ammonia as Marine Fuel: Engineering the Future of Shipping
![Industrial green ammonia production facility integrated with renewable energy sources.]()
Green Ammonia Economics: A Technical Guide to Industrial Scale Profitability
![Industrial PEM electrolyzer stack generating green hydrogen in a modern clean energy facility.]()
PEM Electrolyzer Explained: The Ultimate Green Hydrogen Engineering Guide