How to Select Bolting Materials for Piping Engineering Applications
In my 20+ years of piping engineering, I have seen many young engineers focus entirely on pipe wall thickness and flange ratings while treating bolting as an afterthought. This is a recipe for disaster. I remember a cold winter night in 2012 at a refinery in Gujarat, where a minor steam leak escalated into a full unit shutdown. The culprit? A simple substitution of standard carbon steel bolts for high-temperature alloy studs on a utility line.
Bolting is the primary mechanical force that keeps a flanged joint sealed. If your bolting material yields under thermal stress or corrodes in a harsh environment, the entire piping system fails. Selecting the correct material grade is not just about matching pressure ratings; it requires a deep understanding of metallurgy, temperature limits, and code compliance.
- Always pair your stud bolts with the correct matching nut grade to prevent thread stripping under high torque.
- Temperature limits dictate material selection far more than pressure alone, especially when dealing with creep range operations.
- ASME B31.3 and ASME Section VIII Division 1 govern the design, allowable stresses, and selection criteria for pressure boundary bolting.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Why Bolting Materials for Piping Matter Most
When designing a piping system under ASME B31.3, we must calculate the required bolt load to ensure the gasket remains compressed under both operating and atmospheric conditions. The calculations are governed by ASME Section VIII Division 1, Appendix 2.
ASME Bolt Load Calculations
To determine the minimum required bolt area (Am), we must calculate two distinct design bolt loads:
Wm1 = H + Hp = (0.785 * G^2 * P) + (2 * b * 3.14 * G * m * P)Where: H = Hydrostatic end force, Hp = Joint contact compression load, G = Gasket diameter, P = Design pressure, b = Effective gasket width, m = Gasket factor.
Wm2 = 3.14 * b * G * yWhere: y = Gasket seating stress (psi).
The required bolt area (Am) is the larger of Am1 (Wm1 / Sb) or Am2 (Wm2 / Sa), where Sb is the allowable bolt stress at design temperature and Sa is the allowable bolt stress at atmospheric temperature. This calculation highlights why high-yield materials like ASTM A193 Grade B7 are favored; their high allowable stress values keep the required bolt area—and thus the flange size—manageable.
Never substitute low-strength carbon steel bolts (such as ASTM A307 Grade B) on high-pressure ASME B16.5 flanges. These utility-grade bolts have a low yield strength and will deform permanently during torqueing or thermal expansion, leading to sudden, catastrophic joint failure and hazardous chemical release.
In high-temperature applications, we must also account for creep relaxation. Over time, bolts operating at elevated temperatures will experience a gradual reduction in tension even if the physical dimensions remain unchanged. This is why ASTM A193 Grade B16, which contains chromium, molybdenum, and vanadium, is specified for temperatures exceeding 400°C (752°F). The vanadium addition provides superior creep-rupture strength compared to standard Grade B7.
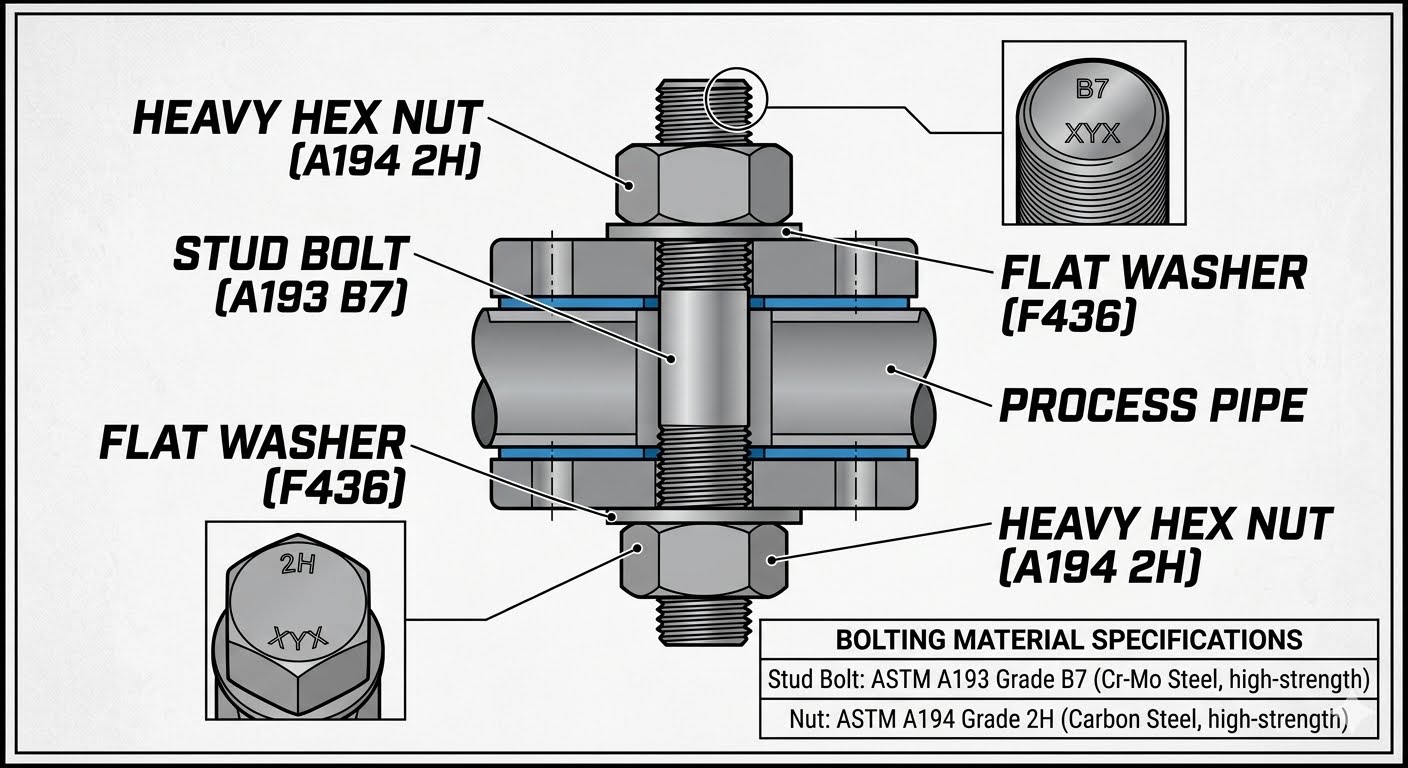
The table below outlines the standard matching pairs for studs and nuts as recommended by ASTM standards and widely adopted across the oil, gas, and petrochemical industries.
| Stud Grade (ASTM A193 / A320) | Nut Grade (ASTM A194) | Temperature Range | Typical Service Applications |
|---|---|---|---|
| Grade B7 (Alloy Steel) | Grade 2H (Heavy Hex) | -30°C to 425°C (-20°F to 800°F) | Standard hydrocarbon process lines, steam, and utility piping. |
| Grade B16 (Alloy Steel) | Grade 7 (Alloy Steel) | -30°C to 525°C (-20°F to 975°F) | High-temperature steam, cracking units, and reformer piping. |
| Grade B8 Class 2 (SS 304) | Grade 8 (SS 304) | -196°C to 538°C (-320°F to 1000°F) | Corrosive environments, cryogenic services, and food processing. |
| Grade B8M Class 2 (SS 316) | Grade 8M (SS 316) | -196°C to 538°C (-320°F to 1000°F) | Marine environments, sour gas (NACE MR0175), and acid lines. |
| Grade L7 (Alloy Steel) | Grade 4 or Grade 7 | -101°C to 343°C (-150°F to 650°F) | Low-temperature services, arctic environments, and LPG piping. |
This matrix maps the mechanical properties and chemical compositions of primary bolting materials to ensure correct structural calculations during the piping design phase.
| Material Grade | UNS Designation | Min Tensile Strength (ksi) | Min Yield Strength (ksi) | Max Hardness | Impact Test Req. |
|---|---|---|---|---|---|
| A193 B7 (<= 2.5″) | G41400 | 125 | 105 | 321 HBW | No (unless specified) |
| A193 B7M (<= 2.5″) | G41400 | 100 | 80 | 235 HBW | Required for Sour Service |
| A193 B16 (<= 2.5″) | K14072 | 125 | 105 | 321 HBW | No |
| A320 L7 (<= 2.5″) | G41400 | 125 | 105 | 321 HBW | Yes (20 ft-lbf @ -101°C) |
| A193 B8 Class 2 | S30400 | 110 | 95 | 320 HBW | No (inherently ductile) |
Verifying Bolting Materials for Piping Onsite
Before any flange joint is bolted up and torque is applied, the construction quality control team must verify the physical markings and documentation of the fasteners. Use this field checklist to ensure compliance with ASME B16.5 and project specifications.
-
Grade Marking Verification
Physically inspect the head of each stud and nut. Studs must be stamped with the grade identifier (e.g., “B7”, “B16”, “L7”) and the manufacturer’s unique identification mark. Nuts must display markings like “2H”, “4”, or “7”. -
Thread Pitch and Fit Check
Ensure all studs larger than 1 inch in diameter utilize the 8-thread series (8UN) as specified by ASME B1.1, rather than standard coarse threads (UNC). This provides better resistance to self-loosening. -
Lubrication Compatibility
Confirm that the specified thread lubricant is used. For stainless steel bolting (Grade B8/B8M), use a nickel-based anti-seize compound to prevent galling. Never use copper-based lubricants on stainless steel or in ammonia environments. -
Bolt Protrusion Verification
Verify that the installed studs extend past the nut by at least two to three fully formed threads. Excessive protrusion (more than 5 threads) should be avoided to prevent thread damage and interference. -
Material Test Report (MTR) Matching
Cross-reference the heat numbers stamped on the fasteners with the supplied MTRs to verify chemical composition, tensile strength, and hardness limits.
Field Case Study: Real-World Application
During a routine inspection at a combined-cycle power plant, a high-pressure superheated steam line operating at 450°C (842°F) and 80 bar experienced chronic flange leaks. The maintenance team had repeatedly retightened the joints, but the leaks returned within weeks.
Upon investigation, I discovered that the procurement team had supplied standard ASTM A193 Grade B7 studs instead of the specified Grade B16. At temperatures above 400°C, Grade B7 studs suffer from rapid creep relaxation, losing their pre-load tension and allowing the gasket to unload.
I ordered an immediate shutdown of the affected line. All existing fasteners were replaced with ASTM A193 Grade B16 studs paired with ASTM A194 Grade 7 nuts. We implemented a controlled hydraulic tensioning procedure using a target bolt stress of 45,000 psi, applying torque in a cross-pattern (star) sequence in four distinct stages (30%, 60%, 100%, and a final rotational pass).
The joint has remained 100% leak-free for over four years of continuous operation. This case highlights the critical importance of selecting creep-resistant materials for high-temperature services and verifying material grades prior to installation.
My direct recommendation for any high-temperature piping system (above 370°C or 700°F) is to mandate the use of ASTM A193 Grade B16 bolting. Do not allow Grade B7 as an alternative, even for temporary installations, as the risk of creep-induced joint failure is exceptionally high.
Frequently Asked Engineering Questions
What is the difference between ASTM A193 B7 and B7M?
Why are heavy hex nuts preferred over standard hex nuts in piping?
Can I use ASTM A193 B7 studs on low-temperature piping?
How does bolt lubrication affect torque and tension?
Why does ASME B31.3 limit the use of ASTM A307 Grade B bolts?
What is the significance of the 8-thread series (8UN) for piping bolts?
===

📚 Recommended Resources: Bolting Materials for Piping
Read these Guides
- 📄 Piping Fasteners: Engineering Selection, Torque Calculations, and Installation Standards
- 📄 Mastering the Piping Material Engineer Interview Questions for Senior Roles
- 📄 Actuators in Piping Systems: Definition, Types, and Selection Guide
- 📄 Hot Bolting Procedure: Safety, Standards, and Best Practices 2026
🎓 Advanced Training



Related posts:
![Mastering ASME BPVC Creep Design for High Temperature Vessels]()
Mastering ASME BPVC Creep Design for High Temperature Vessels
![What is Corrosion Under Insulation and How to Prevent It]()
What is Corrosion Under Insulation and How to Prevent It
![What is ASME B31.3 Pressure Leak Test Requirements]()
What is ASME B31.3 Pressure Leak Test Requirements
![What is the Minimum Distance Between Welds in Piping?]()
What is the Minimum Distance Between Welds in Piping?
![How Buried Pipeline Stress Analysis Coating Factor Impacts Piping Integrity]()
How Buried Pipeline Stress Analysis Coating Factor Impacts Piping Integrity
![Understanding the GRE Design Envelope for Safe Piping Operations]()
Understanding the GRE Design Envelope for Safe Piping Operations