Table of Contents
Mastering NC 3658.3 Flange Leakage Evaluation in Caesar II
In my 20 plus years of piping stress analysis, I have seen countless engineers rely solely on standard pressure-temperature ratings from ASME B16.5 to qualify bolted joints. While that works for low-energy utility lines, it is a recipe for disaster when dealing with high-pressure, high-temperature, or nuclear-grade piping. External piping loads—such as thermal expansion, seismic movements, and water hammer—exert massive bending moments and axial forces directly onto the flange face. These forces can easily pry the gasket seat open, leading to catastrophic leaks even if the internal pressure is well within the nominal rating.
To address this, the ASME Section III Subsection NC-3658.3 code provides a rigorous mathematical framework to evaluate flange leakage. When implemented in Caesar II, this method automates the tedious task of calculating allowable external moments and comparing them against actual operating loads. In this guide, I will walk you through the core physics of this method, how to configure it in Caesar II, and how to interpret the results to ensure your piping systems remain completely leak-free.
What You Will Learn in This Guide
- The underlying structural mechanics of the ASME Section III NC 3658.3 code.
- How to calculate equivalent pressure limits and allowable external moments.
- Step-by-step configuration of flange parameters in the Caesar II input processor.
- How to avoid common modeling pitfalls that lead to unsafe or overly conservative designs.
- Real-world field strategies to resolve flange leakage failures without upgrading flange classes.
Why Use NC 3658.3 Flange Leakage Evaluation for Piping?
The beauty of the NC 3658.3 method lies in its focus on the weakest link of any flange assembly: the bolts. Unlike other methods that treat the flange as a rigid disk, this code recognizes that flange leakage is primarily driven by bolt elongation under external bending moments. When an external moment is applied, it attempts to rotate one flange relative to the other, compressing the gasket on one side and unloading it on the opposite side. If the unloading force exceeds the initial bolt preload, the gasket loses its seal, and leakage occurs.
To prevent this, the ASME NC 3658.3 code establishes a strict limit on the external bending moment. For flanges with high-strength bolts (where the bolt material yield strength at design temperature is greater than 20,000 psi), the allowable external bending moment is calculated using the following plain-text formula:
Where:
- Mfs: Allowable external bending moment (inch-pounds) under design and service loadings.
- Sy: Yield strength of the bolt material at the design temperature (psi).
- C: Bolt circle diameter (inches).
- Ab: Total cross-sectional area of the bolts (square inches), calculated using the root diameter or thread pitch area.
If the actual external bending moment (calculated by Caesar II as the vector sum of the torsional and bending moments) exceeds this limit, the joint is considered non-compliant. For standard operating conditions, the code also introduces an equivalent pressure check, where the external loads are converted into an equivalent internal pressure and added to the design pressure.
In my field audits, I frequently find stress engineers using the ambient yield strength of the bolt material (such as 105,000 psi for ASTM A193 B7) instead of de-rating it for the actual operating temperature. At 700 degrees Fahrenheit, the yield strength of B7 drops significantly. Failing to de-rate this parameter in Caesar II will result in an overestimation of the allowable moment, leading to potential joint failure during hot operations.
Comparing NC 3658.3 with Other Evaluation Methods
It is important to understand where NC 3658.3 fits compared to other common flange evaluation methods like the Kellogg Equivalent Pressure method or ASME Section VIII Appendix 2. The Kellogg method is a simplified geometric approach that converts external moments into an equivalent pressure using a simple force balance. While useful for quick checks, it does not account for bolt material properties or yield limits.
ASME Section VIII Appendix 2, on the other hand, is an incredibly detailed design method that calculates flange stresses, hub stresses, and gasket seating stresses. However, it is highly complex and requires extensive geometric inputs that are often unavailable during the piping stress analysis phase. The NC 3658.3 method strikes the perfect balance: it is highly accurate because it incorporates actual bolt material properties, yet it is simple enough to execute quickly using standard flange dimensions.
To perform an accurate evaluation, you must input precise material properties and geometric data. The table below outlines the typical yield strengths for common bolt materials at various design temperatures per ASME Section II Part D, along with their corresponding allowable limits.
| Bolt Material Specification | Temperature (Fahrenheit) | Yield Strength Sy (psi) | Allowable Stress S (psi) | Code Compliance Category |
|---|---|---|---|---|
| ASTM A193 Grade B7 (High Strength) | 100 | 105,000 | 25,000 | ASME Sec III / VIII |
| ASTM A193 Grade B7 (High Strength) | 500 | 92,000 | 25,000 | ASME Sec III / VIII |
| ASTM A193 Grade B7 (High Strength) | 700 | 83,500 | 23,000 | ASME Sec III / VIII |
| ASTM A193 Grade B8 Class 1 (Stainless) | 100 | 30,000 | 18,800 | ASME Sec III / VIII |
| ASTM A193 Grade B8 Class 1 (Stainless) | 500 | 19,500 | 14,200 | ASME Sec III / VIII |
When setting up your model in Caesar II, you must map the physical parameters of your piping isometric to the software’s input fields. The matrix below shows this mapping along with the corresponding ASME NC 3658.3 variables.
| Caesar II Input Field | ASME NC 3658.3 Variable | Physical Parameter Description | Required Engineering Unit | Source Document |
|---|---|---|---|---|
| Flange Type | N/A | Welding Neck, Slip-on, or Blind | Dimensionless | Piping Class Specification |
| Bolt Circle Diameter | C | Diameter of the circle passing through bolt centers | Inches or Millimeters | ASME B16.5 / B16.47 |
| Total Bolt Area | Ab | Sum of the root areas of all flange bolts | Square Inches or Square Millimeters | ASME B1.1 Thread Specs |
| Bolt Yield Strength | Sy | Yield strength at design temperature | psi or MPa | ASME Section II Part D |
| Gasket Contact Diameter | G | Mean diameter of the gasket contact face | Inches or Millimeters | ASME B16.21 / Manufacturer |
Step-by-Step NC 3658.3 Flange Leakage Evaluation in Caesar II
To execute this analysis flawlessly, I have developed a standardized checklist that our engineering teams use on every major project. This checklist ensures that no critical inputs are missed and that the software is configured to output highly accurate, code-compliant results.
Pre-Analysis & Input Verification Checklist
Field Case Study: Real-World Application
During the commissioning of a high-pressure steam line (12-inch, Class 600, operating at 650 degrees Fahrenheit) in a power generation facility, the plant experienced recurring flange leakage at the turbine inlet connection during startup transients. The initial design team had qualified the piping system using standard ASME B16.5 pressure-temperature ratings, which showed the flange was operating at only 65% of its nominal pressure capacity. However, they completely ignored the massive thermal expansion moments acting on the turbine nozzle during heat-up.
I was brought in to troubleshoot the issue. We modeled the entire piping system in Caesar II and performed a dedicated flange leakage evaluation using the ASME Section III NC 3658.3 method. The analysis revealed that while the internal pressure was safe, the combined thermal bending moment at the turbine inlet flange exceeded the NC 3658.3 allowable limit by 42% during the startup transient.
Instead of recommending an expensive and time-consuming upgrade to a Class 900 flange (which would have required modifying the turbine nozzle), we redesigned the piping layout. By adding a flexible expansion loop and optimizing the locations of the rigid structural supports, we reduced the thermal expansion moment at the flange by 55%.
The revised Caesar II analysis showed that the actual bending moment dropped well below the NC 3658.3 allowable threshold. During the subsequent plant startup, the flange remained completely leak-free, saving the client hundreds of thousands of dollars in downtime and hardware modifications. This case highlights why relying solely on nominal pressure ratings is a dangerous practice and underscores the value of performing a rigorous NC 3658.3 evaluation.
Frequently Asked Engineering Questions
What is the primary difference between ASME NC 3658.3 and ASME Section VIII Appendix 2?
Can I use the NC 3658.3 method for non-nuclear piping systems?
How does Caesar II calculate the equivalent pressure for flange leakage?
What bolt yield strength should I use if the temperature varies across load cases?
Why does NC 3658.3 require the bolt circle diameter instead of the gasket contact diameter?
How do I resolve a flange leakage failure in Caesar II without changing the flange class?
- Increasing piping flexibility (adding expansion loops or offsets) to reduce thermal moments.
- Optimizing support locations or adding guides to redirect thermal growth away from the flange.
- Upgrading the bolt material to a higher yield strength specification (e.g., from B8 to B7) if temperature limits allow.
- Using spring hangers to absorb vertical thermal expansion loads.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: Flange Leakage Evaluation
Related posts:
![A restriction orifice plate installed between pipe flanges in an industrial piping system.]()
What is a Restriction Orifice? Working, Types, and Sizing Guide
![3D CAD model of an industrial piping system showing color-coded stress analysis on a computer screen.]()
What is Pipe Stress Analysis? A Comprehensive Guide
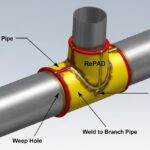
![3D CAD render of a piping reinforcement pad welded at a branch connection.]()
What is a Reinforcement Pad in Piping Design?
![Industrial parallel pipelines on a steel rack showing proper pipe spacing clearance.]()
What is Pipe Spacing and How to Use a Pipeline Spacing Chart
![Technician performing Positive Material Identification testing on industrial piping using a handheld XRF analyzer.]()
What is Positive Material Identification and Why is it Critical?
![Professional pipefitter in safety gear aligning a large steel pipe flange in an industrial facility]()
Why Pipefitters Are Critical for Industrial Piping Systems