Table of Contents
Author: Atul Singla | Piping Engineering Expert | Updated: May 2026
Heat Affected Zone (HAZ): Definition, Causes, Effects, Color Bands, Reduction
In my 20+ years of piping engineering across refinery shutdowns, pressure vessel fabrication, and critical pipeline welding, one term that repeatedly decides weld quality is the Heat Affected Zone (HAZ). Many engineers focus heavily on weld metal—but the real failures often originate in the HAZ.
The HAZ is the region that doesn’t melt during welding but undergoes severe thermal cycles. This leads to microstructural transformations, hardness variations, residual stresses, and eventually failure risks if not controlled.
Key Engineering Takeaways
- HAZ properties change due to thermal exposure—not melting
- Improper welding can create brittle or soft zones
- Heat input control directly influences HAZ size and properties
- Heat tint colors indicate oxidation severity and corrosion risk
- Preheating, PWHT, and proper welding procedures reduce HAZ issues
Quick Answer: What is Heat Affected Zone (HAZ)?
The Heat Affected Zone (HAZ) is the portion of base metal adjacent to a weld that does not melt but undergoes microstructural changes due to heat exposure. These changes can affect hardness, strength, and corrosion resistance—making HAZ a critical area for weld quality control.
Interactive Engineering Quiz
Q1: What primarily defines the Heat Affected Zone (HAZ)?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
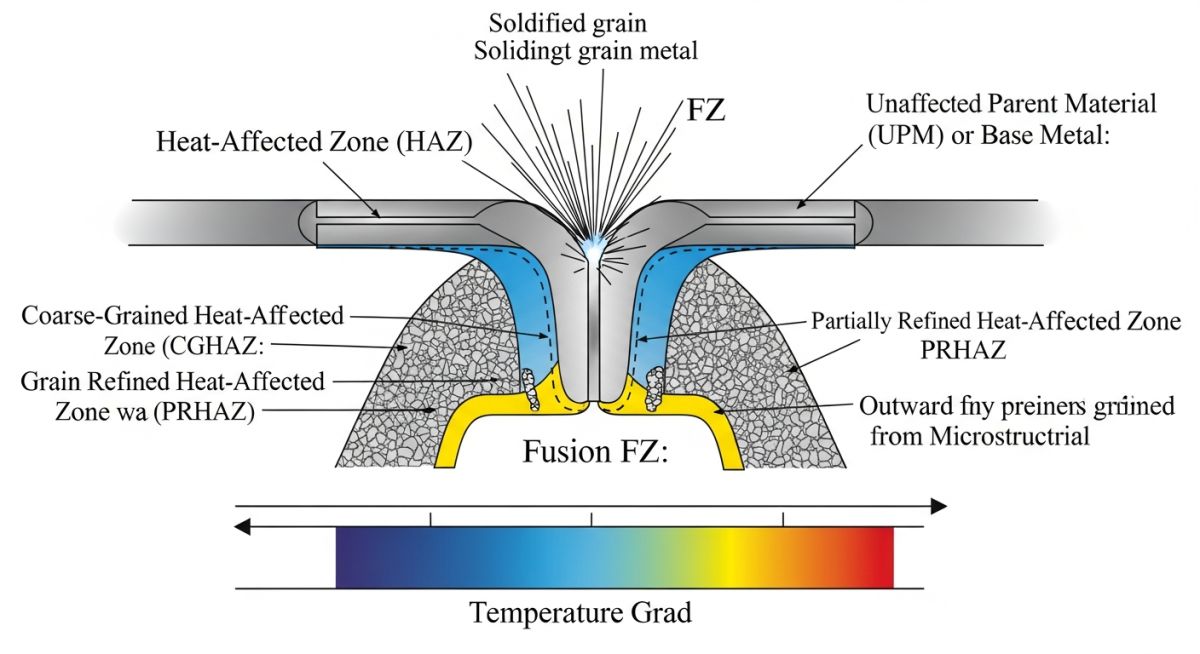
Heat Affected Zone (HAZ): Metallurgy, Causes, Effects & Color Bands
Understanding Heat Affected Zone (HAZ) in Welding
In my field experience across refinery shutdowns and piping fabrication, I’ve observed that most weld failures do not originate in the weld metal—but in the Heat Affected Zone (HAZ). The HAZ is the portion of base material that doesn’t melt during welding but undergoes severe thermal cycles, resulting in microstructural changes.
According to AWS Welding Standards, HAZ properties depend on heating temperature, cooling rate, and base metal chemistry. These variables control grain growth, hardness, and residual stress formation.
Thermal Cycle & Metallurgical Transformation
- Base metal heats close to melting temperature (~1400°C)
- Ferrite transforms to Austenite during heating
- Rapid cooling can form Martensite (hard and brittle)
- Slow cooling leads to softer microstructures
Causes of Heat-Affected Zone
- High welding heat input
- Low travel speed
- Improper preheating
- Thick material retaining heat
- High carbon equivalent materials
Industry practices from ASME Section IX emphasize controlling heat input and interpass temperature to prevent excessive HAZ growth.
Effects of Heat-Affected Zone
- Increased hardness → brittle fracture risk
- Reduced ductility
- Residual stresses and distortion
- Corrosion susceptibility (especially stainless steel)
- Loss of mechanical properties
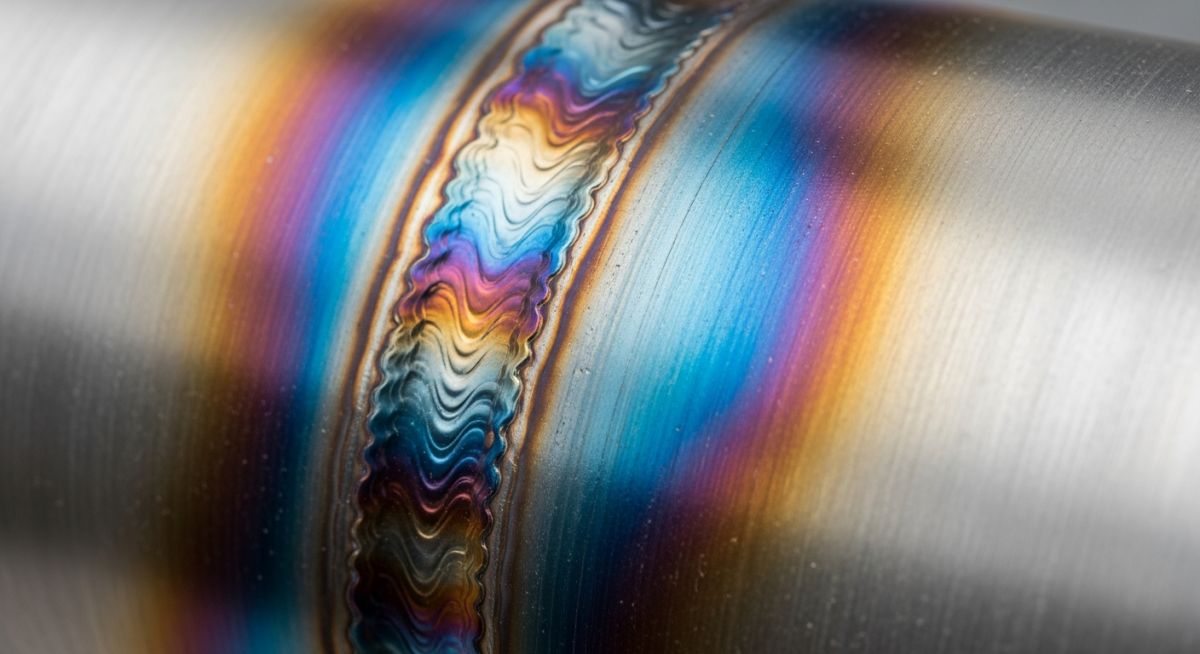
Heat Tint Colors in Stainless Steel (Critical)
During my stainless steel fabrication inspections, heat tint colors were a major rejection criterion. These colors indicate oxide layer thickness and corrosion resistance loss.
Heat Tint Color vs Temperature & Risk Table
| Color | Temperature Range (°C) | Oxidation Level | Risk Level |
|---|---|---|---|
| Straw Yellow | 200–300 | Low | Acceptable |
| Brown | 300–400 | Moderate | Monitor |
| Purple | 400–550 | High | Rework Required |
| Blue | 550–650 | Very High | Reject |
| Grey/Black | 650+ | Severe Oxidation | Critical Failure Zone |
As per TWI Welding Guidelines , visible oxidation beyond straw color often requires pickling or mechanical cleaning to restore corrosion resistance.
Field Case Study: Real-World Application
During a refinery shutdown piping project, we encountered repeated weld failures during hydrotesting. Cracks were observed near the weld toe region — clearly inside the Heat Affected Zone (HAZ). Hardness testing showed values exceeding acceptable limits.
Root causes identified:
- High carbon equivalent material
- No preheating applied
- Rapid cooling due to ambient conditions
- Improper welding procedure qualification
- Introduced controlled preheating (100–150°C)
- Reduced weld heat input using optimized parameters
- Applied Post Weld Heat Treatment (PWHT)
- Strict adherence to ASME Section IX procedures
Result: No further failures observed. Weld integrity restored with acceptable HAZ hardness.
HAZ Reduction Methods (Practical)
- Control heat input using formula: Heat Input = (Voltage × Current × 60) / Travel Speed
- Apply proper preheating based on material thickness
- Maintain correct interpass temperature
- Use low hydrogen electrodes
- Optimize weld sequence to minimize thermal accumulation
Heat-Affected Zone Distance
The width of the HAZ depends on heat input and thermal conductivity. Typically:
- Low heat input → Narrow HAZ (1–3 mm)
- High heat input → Wide HAZ (up to 10 mm or more)
- Thicker materials → Larger HAZ spread
As per TWI Welding Engineering Guidance , minimizing heat input is critical to controlling HAZ width and preserving base metal properties.
Frequently Asked Engineering Questions
What is the main difference between weld metal and HAZ?
Why is HAZ considered critical in welding?
How can HAZ hardness be reduced?
What do heat tint colors indicate in stainless steel?
How is HAZ width controlled in welding?
Is HAZ always detrimental to weld quality?

📚 Recommended Resources: Heat Affected Zone
Read these Guides


Related posts:
![Industrial steam turbines in refinery showing large turbine casing and piping system]()
Steam Turbines: Basics, Types, Selection, Components, Construction, Codes & Manufacturers
![Industrial gas turbine system showing compressor combustion turbine and exhaust flow]()
Gas Turbines: Definition, Applications, Working, Components, Types, Design, Advantages
![Brittle fracture vs ductile fracture comparison with real material failure surfaces]()
Brittle Fracture vs Ductile Fracture: Definition, Mechanism, Differences
![Framework agreement vs framework contract in EPC procurement]()
What is a Framework Agreement? | Difference between Framework Agreements and Framework Contracts
![“Industrial fire extinguishers mounted near piping system with safety markings”]()
Fire Extinguisher: Meaning, Classes, Types, Selection, Use & Inspection
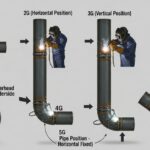
![Pipe welding positions diagram showing 1G 2G 3G 4G 5G 6G positions with welder orientation]()
Welding Positions: Pipe Welding Positions Explained for Real Field Applications