Green Ammonia Storage Systems Design and Industrial Safety Protocols
In my two decades of piping and pressure vessel engineering, I have witnessed few transitions as critical as the shift toward green ammonia. As we move away from fossil-based feedstocks, the storage of ammonia—produced via electrolysis and renewable energy—presents unique challenges that differ significantly from traditional petrochemical handling. We are not merely storing a chemical; we are managing a high-density energy vector that requires precise thermal control, rigorous material selection to prevent stress corrosion cracking, and advanced leak detection.
Designing these systems requires a deep understanding of the phase behavior of ammonia under varying pressures and temperatures. Whether you are evaluating atmospheric refrigerated tanks or high-pressure spheres, the margin for error is non-existent. This guide provides the technical foundation for engineers tasked with scaling up green ammonia infrastructure, focusing on the intersection of thermodynamic efficiency and uncompromising safety.
Key Engineering Takeaways
- Material compatibility is paramount; high-strength steels must be evaluated for susceptibility to ammonia-induced stress corrosion cracking.
- Thermal management systems must account for boil-off gas recovery to maintain system pressure and minimize environmental impact.
- Redundant safety instrumented systems are mandatory for all storage configurations to mitigate toxic release risks.
- Compliance with API 620 and ASME Section VIII is the baseline for all pressure-containing components.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Design of Green Ammonia Storage Systems
Green Ammonia Storage Systems: Engineered containment solutions designed for the safe, long-term sequestration of carbon-free hydrogen carriers, strictly adhering to ASME and API pressure vessel and atmospheric tank standards.
The design of storage systems for green ammonia necessitates a rigorous approach to thermodynamic stability. Ammonia (NH3) exhibits a boiling point of -33.3 degrees Celsius at atmospheric pressure. Consequently, storage strategies are categorized by the pressure-temperature envelope: fully refrigerated (atmospheric), semi-refrigerated (low pressure), and pressurized (ambient temperature).
Thermodynamic and Material Considerations
When designing for cryogenic storage, we must utilize materials capable of maintaining ductility at -33 degrees Celsius. Carbon steels are often susceptible to brittle fracture at these temperatures, necessitating the use of fine-grained, killed steels or nickel-alloyed steels as specified in ASME Section II. Furthermore, the phenomenon of Stress Corrosion Cracking (SCC) is a critical failure mode in ammonia service. It is driven by the presence of oxygen and water contaminants in the ammonia stream.
Field Warning: Stress Corrosion Cracking (SCC)
To mitigate SCC, I strictly enforce the addition of at least 0.2 percent water by weight to the ammonia. This acts as an inhibitor. Additionally, post-weld heat treatment (PWHT) is mandatory for all pressure-containing welds to reduce residual stresses that act as initiation sites for crack propagation.
Pressure Vessel Calculations
For pressurized storage spheres, the wall thickness calculation follows ASME Section VIII, Division 1. The required thickness (t) is determined by the internal design pressure (P), the internal radius (R), the allowable stress (S), and the joint efficiency (E):
t = (P * R) / (2 * S * E – 0.2 * P)
In my experience, the design pressure must account for the maximum vapor pressure of ammonia at the highest ambient temperature, typically calculated at 50 degrees Celsius, which results in a saturation pressure of approximately 20 bar. Safety relief valves must be sized based on the worst-case fire exposure scenario, utilizing the heat input formulas provided in API 521.
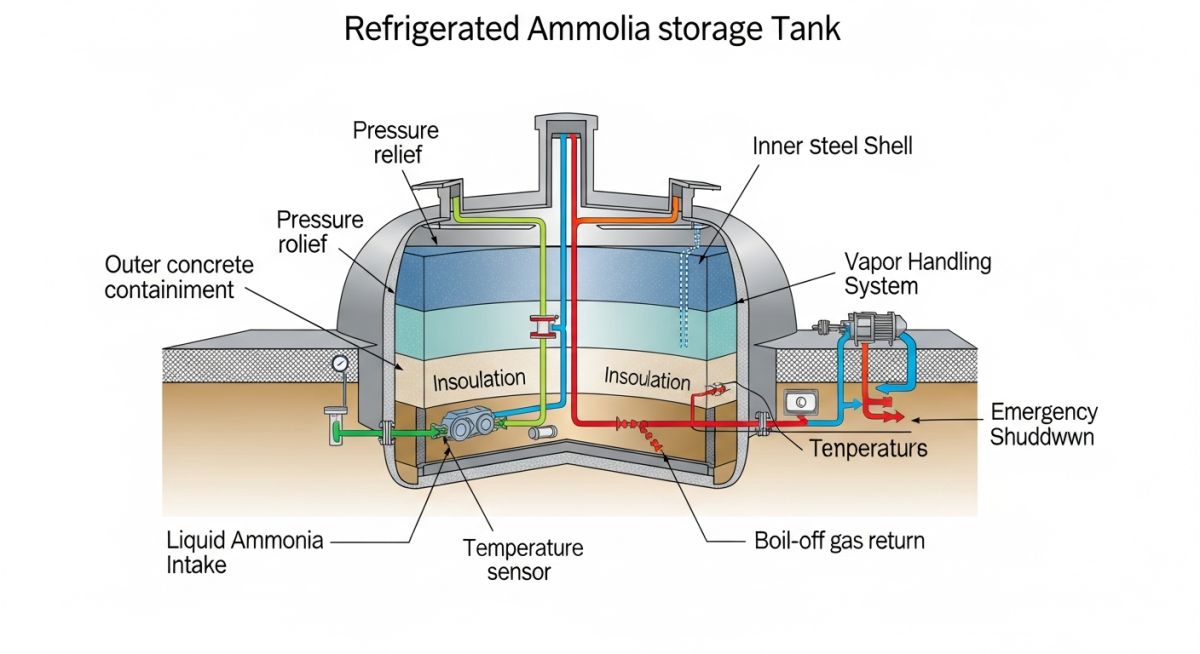
For atmospheric refrigerated tanks, we adhere to API 620, Appendix R. These tanks require a double-wall configuration with an annular space filled with perlite insulation. The primary tank holds the liquid, while the secondary containment is designed to withstand the hydrostatic head of the full liquid volume in the event of a primary wall breach.
Ammonia Storage Selection: The strategic choice between pressurized and refrigerated storage systems depends on site-specific footprint, throughput requirements, and capital expenditure constraints.
Advantages
- High Energy Density: Ammonia allows for efficient long-distance transport compared to liquid hydrogen.
- Established Infrastructure: Global fertilizer supply chains provide a mature framework for handling and storage.
- Operational Flexibility: Refrigerated tanks allow for large-scale bulk storage with lower pressure-related risks.
- Carbon-Free Potential: When produced via green hydrogen, it serves as a zero-emission fuel source.
Disadvantages
- Toxicity Risks: Ammonia is highly toxic, requiring stringent leak detection and exclusion zones.
- SCC Susceptibility: Requires strict water-content monitoring and PWHT to prevent catastrophic vessel failure.
- High CAPEX: Cryogenic refrigeration systems and double-wall tank construction involve significant initial investment.
- Boil-off Management: Continuous refrigeration is required to prevent pressure buildup, increasing operational energy consumption.
Industrial Ammonia Utilization: The deployment of green ammonia storage systems is essential for integrating renewable energy into heavy industry and maritime logistics.
Maritime Fuel Bunkering
Green ammonia is increasingly adopted as a carbon-neutral marine fuel. Storage systems at port facilities must be designed for rapid transfer rates and high-integrity containment to ensure safety during ship-to-shore bunkering operations.
Grid-Scale Energy Storage
Ammonia acts as a chemical battery for renewable energy, storing excess power generated by wind or solar farms. These storage systems enable the conversion of intermittent electricity into a stable, dispatchable fuel source for power generation.
Decarbonized Fertilizer Production
Traditional fertilizer manufacturing relies on natural gas-derived hydrogen. By integrating green ammonia storage, plants can transition to renewable feedstocks, significantly reducing the carbon footprint of global food production systems.
Selecting the appropriate storage configuration for Green Ammonia requires a rigorous evaluation of thermodynamic states, site footprint, and capital expenditure. In my experience, the transition from traditional fossil-based ammonia to green ammonia necessitates higher flexibility in storage due to the intermittent nature of renewable energy inputs, which often leads to fluctuating production rates and varying storage fill levels.
The following table outlines the critical design parameters for the three primary storage methodologies utilized in modern industrial facilities. These values are derived from standard industry practices and align with API 620 and ASME Section VIII requirements. Engineers must ensure that the selected tank type accounts for the specific gravity of liquid ammonia, which is approximately 0.68 at boiling point, and the associated vapor pressure at ambient temperatures.
| Storage Type | Pressure Range | Temp Range | Primary Standard |
|---|---|---|---|
| Pressurized (Spherical) | 1.5 – 2.0 MPa | Ambient | ASME VIII Div 1/2 |
| Refrigerated (Single Wall) | 0.01 – 0.05 MPa | -33 C | API 620 App R |
| Fully Refrigerated (Double) | 0.01 – 0.05 MPa | -33 C | API 620 App Q |
Designers should note that while pressurized spheres offer a smaller footprint, they are limited in capacity compared to refrigerated tanks. For large-scale green ammonia export terminals, fully refrigerated double-integrity tanks are the industry benchmark for safety and cost-efficiency.
The integration of Green Ammonia Storage Systems into a broader hydrogen economy requires a deep understanding of the technical entities involved. This matrix maps the physical, operational, and regulatory components that define a successful storage project. By aligning these entities, engineers can mitigate risks associated with stress corrosion cracking and brittle fracture, which are common failure modes in ammonia-containing carbon steel vessels.
Each entity listed below represents a critical node in the piping and instrumentation diagram (P&ID) of an ammonia facility. Proper specification of these components, particularly in the context of NACE standards for material selection, is non-negotiable for long-term asset integrity.
| Entity | Acronym | Function | Standard |
|---|---|---|---|
| Pressure Relief Valve | PRV | Overpressure Protection | API 520/521 |
| Emergency Shutdown Valve | ESV | Isolation/Containment | API 607 |
| Ammonia Storage Tank | AST | Bulk Containment | API 620 |
This matrix serves as a foundational reference for procurement and design review phases. Ensuring that every valve, vessel, and instrument is cross-referenced against these standards prevents costly field modifications and ensures compliance with global safety regulations.
Verification of Green Ammonia Storage Systems requires a systematic approach to ensure that the physical installation matches the design intent. During my site inspections, I focus on the integrity of the secondary containment and the functionality of the refrigeration loops, as these are the primary barriers against environmental release. The following checklist provides a structured framework for commissioning and periodic maintenance audits.
-
1.
Verify that all carbon steel materials are stress-relieved per ASME Section VIII to prevent stress corrosion cracking in the presence of anhydrous ammonia. -
2.
Confirm that the secondary containment basin is sized to hold 110% of the largest tank capacity, including allowances for rainfall and firewater accumulation. -
3.
Inspect all flange connections for the use of compatible gaskets, specifically avoiding copper or zinc-based alloys which are highly reactive with ammonia. -
4.
Validate that the refrigeration system’s redundant compressors are operational and that the auto-start logic is tested against the API 620 pressure setpoints. -
5.
Ensure that all ammonia sensors are calibrated and linked to the site-wide emergency shutdown system (ESD) with a response time under 30 seconds.
Site verification is not a one-time event but a continuous process. Regular hydrostatic testing, coupled with non-destructive examination (NDE) of weld seams, is required to maintain the operational license of the storage facility. Always document the results of these checks in the facility’s digital twin or maintenance management system for future audit trails.
Problem: Unexpected Stress Corrosion Cracking (SCC) in Ammonia Storage Piping
- Failure to perform post-weld heat treatment (PWHT) on field-fabricated piping spools.
- Presence of oxygen contaminants in the green ammonia feedstock, accelerating corrosion rates.
- Inadequate inspection frequency for high-stress areas near nozzle connections.
- Use of non-standardized welding procedures that introduced high residual stresses.
Outcome: Successful Remediation and Integrity Restoration
- Implemented a comprehensive PWHT program for all critical piping joints.
- Installed oxygen removal units (de-oxygenation) to maintain feedstock purity below 5 ppm.
- Adopted a risk-based inspection (RBI) schedule using ultrasonic testing (UT) for early crack detection.
- Updated the site safety manual to include mandatory stress-relief verification for all future modifications.
The recommendation for similar facilities is to prioritize material compatibility and stress management from the design phase. Relying on standard carbon steel without rigorous adherence to ASME post-weld heat treatment requirements is a common pitfall that can lead to catastrophic failure in ammonia service.
Frequently Asked Engineering Questions
Why is post-weld heat treatment required for ammonia storage?
- Reducing residual stresses introduced during the welding process.
- Improving the microstructure of the heat-affected zone (HAZ).
- Ensuring compliance with ASME Section VIII requirements for ammonia service.
What are the primary differences between API 620 and API 650?
- API 620 is designed for tanks operating at pressures exceeding 2.5 psig and low temperatures, making it the standard for refrigerated ammonia.
- API 650 is intended for atmospheric storage tanks operating at near-ambient pressure.
- Ammonia storage almost exclusively requires the more stringent design criteria found in API 620.
How does green ammonia storage differ from conventional ammonia?
- Higher variability in production rates due to renewable energy intermittency.
- The need for more frequent cycling of storage levels.
- Potential differences in impurity profiles, such as oxygen or water content, which can impact corrosion rates.
What materials are strictly prohibited in ammonia service?
- Copper and copper-based alloys (brass, bronze) are strictly prohibited.
- Zinc and galvanized steel must be avoided.
- Certain high-strength steels are susceptible to hydrogen embrittlement and must be evaluated per NACE standards.
What is the role of secondary containment in ammonia storage?
- It provides a controlled area for liquid accumulation.
- It allows for the safe management of vapor release through scrubbers.
- It is a regulatory requirement under most environmental protection agency guidelines for hazardous chemical storage.
How often should ammonia storage tanks be inspected?
- External visual inspections: Monthly or quarterly.
- Internal inspections: Every 10 to 15 years, depending on the tank’s condition and service history.
- Non-destructive examination (NDE) of critical welds: Performed during every major turnaround or as indicated by RBI findings.

📚 Recommended Resources: Green Ammonia Storage Systems
Read these Guides
- 📄 Water Requirement for Green Hydrogen Plants: Engineering Design and Optimization
- 📄 SOEC Electrolyzer Explained: High Temperature Electrolysis for Green Hydrogen Production
- 📄 Green Ammonia as Marine Fuel: Engineering the Future of Shipping
- 📄 Green Ammonia Economics: A Technical Guide to Industrial Scale Profitability
Related posts:
![Industrial water supply system feeding a large-scale green hydrogen electrolyzer plant.]()
Water Requirement for Green Hydrogen Plants: Engineering Design and Optimization
![Industrial Air Separation Unit facility showing compression, purification, and cryogenic distillation columns for gas production.]()
Air Separation Unit Explained: Engineering Principles and Industrial Gas Production
![Cross-section diagram of a Solid Oxide Electrolyzer Cell stack for hydrogen production.]()
SOEC Electrolyzer Explained: High Temperature Electrolysis for Green Hydrogen Production
![Conceptual diagram of renewable energy assets and a hydrogen electrolyzer within the same EU bidding zone boundary.]()
Understanding RFNBO Geographic Correlation Rules for Green Hydrogen Projects
![Modern container ship utilizing green ammonia as marine fuel in a global port.]()
Green Ammonia as Marine Fuel: Engineering the Future of Shipping
![Industrial green ammonia production facility integrated with renewable energy sources.]()
Green Ammonia Economics: A Technical Guide to Industrial Scale Profitability