
Green Ammonia Economics: A Technical Guide to Industrial Scale Profitability
In my two decades of piping and process engineering, I have seen many energy transitions, but the shift toward green ammonia is uniquely challenging. We are not just building plants; we are integrating volatile renewable power sources into steady-state chemical synthesis loops. The economic success of these projects hinges on the delicate balance between electrolyzer efficiency, hydrogen storage capacity, and the Haber-Bosch process optimization.
This guide cuts through the marketing noise to provide the raw engineering perspective on what makes a project bankable. We will examine the cost drivers that keep project managers awake at night and the technical levers we can pull to improve internal rates of return.
Key Takeaways for Engineers:
- Renewable power accounts for over 60% of the levelized cost of ammonia.
- Electrolyzer stack degradation is a primary driver of long-term OPEX.
- Integration of hydrogen storage is mandatory to decouple renewable intermittency from synthesis.
- ASME B31.3 compliance remains the baseline for high-pressure hydrogen piping systems.

Technical Deep-Dive: Green Ammonia Economics and Cost Drivers
Green Ammonia Economics: The rigorous assessment of thermodynamic efficiency, equipment lifecycle costs, and energy input variables that dictate the final cost per metric ton of ammonia produced via electrolysis.
To understand the economics, we must first look at the energy balance. The production of green ammonia requires approximately 10 to 12 megawatt-hours of renewable electricity per ton of ammonia. When we calculate the Levelized Cost of Ammonia (LCOA), the electricity price is the dominant variable. If your renewable power purchase agreement (PPA) exceeds 30 dollars per megawatt-hour, the project often struggles to compete with traditional steam methane reforming (SMR) routes unless carbon taxes are applied.
CAPEX Components and Scaling
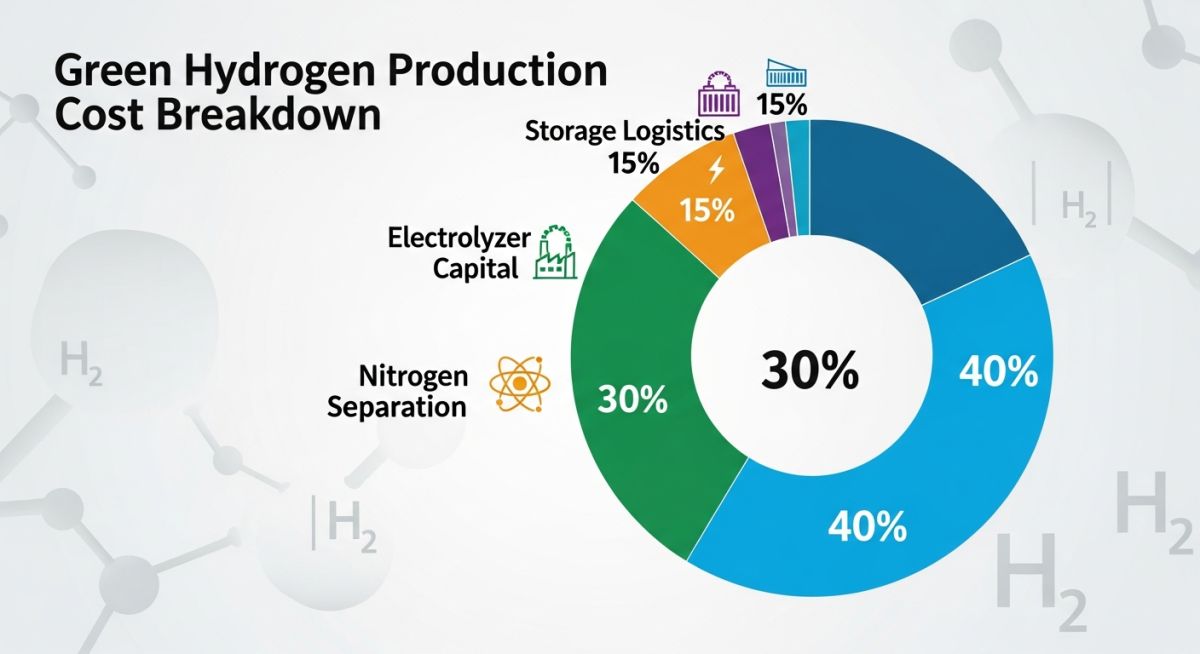
Capital expenditure is heavily skewed toward the electrolyzer plant and the air separation unit (ASU). In my experience, the electrolyzer stack represents 40% to 50% of the total plant CAPEX. We must account for the balance of plant (BoP) costs, which include high-pressure hydrogen compression, nitrogen generation, and the Haber-Bosch synthesis loop. For a 100-megawatt facility, the piping infrastructure alone—designed to ASME B31.3—requires significant investment in stainless steel grades to prevent hydrogen embrittlement.
Engineering Warning: Hydrogen Embrittlement
When selecting materials for high-pressure hydrogen service, standard carbon steels are insufficient. We must specify materials that comply with API RP 941 to mitigate the risk of high-temperature hydrogen attack and embrittlement, which can lead to catastrophic failure in synthesis loops.
OPEX and Electrolyzer Degradation
Operational expenditure is dominated by electricity consumption and stack replacement cycles. Proton Exchange Membrane (PEM) electrolyzers have a finite lifespan, typically measured in operating hours. We calculate the replacement cost as a function of the degradation rate, which is accelerated by power fluctuations from wind or solar sources. To optimize OPEX, we often implement a “buffer” storage system, allowing the electrolyzers to run at a constant load even when the renewable source is intermittent.
The synthesis loop efficiency is the final piece of the puzzle. The Haber-Bosch process is exothermic, and we must recover this heat to preheat feed gases, thereby reducing the overall energy demand. Every percentage point of heat recovery efficiency directly translates to a reduction in the LCOA, making thermal integration a critical design priority for any modern facility.
Economic Trade-offs: The comparative analysis of operational flexibility versus capital intensity in green ammonia production facilities.
Advantages
- Decarbonization of hard-to-abate sectors like maritime shipping.
- Elimination of carbon capture and storage (CCS) infrastructure requirements.
- High energy density compared to liquid hydrogen for long-distance transport.
- Scalability through modular electrolyzer deployment strategies.
- Reduced regulatory risk regarding future carbon pricing mechanisms.
Disadvantages
- High initial CAPEX compared to conventional fossil-based ammonia.
- Sensitivity to renewable energy price volatility and intermittency.
- Requirement for specialized high-pressure hydrogen piping materials.
- Complex thermal integration needed to maintain synthesis loop efficiency.
- Limited availability of large-scale, low-cost renewable power grids.
Industrial Implementation: The strategic deployment of green ammonia technology across diverse sectors to achieve net-zero operational targets.
Maritime Fuel Bunkering
Green ammonia is emerging as the primary candidate for zero-emission shipping fuel. By utilizing existing ammonia handling infrastructure at ports, we can transition large container vessels to carbon-free propulsion with minimal modifications to engine combustion systems.
Sustainable Fertilizer Production
The agricultural sector is the largest consumer of ammonia, and green ammonia allows for the production of carbon-neutral fertilizers. This application directly addresses the carbon footprint of the global food supply chain by replacing natural gas feedstocks with electrolytic hydrogen.
Energy Storage and Export
Ammonia serves as a high-density energy carrier, allowing countries with abundant renewable resources to export energy to regions with high demand. This “hydrogen-to-ammonia” pathway simplifies the logistics of long-distance energy transport compared to cryogenic liquid hydrogen.
Evaluating the economic viability of a green ammonia facility requires a granular breakdown of capital and operational expenditures. The following table outlines the primary cost drivers that influence the Levelized Cost of Ammonia (LCOA), specifically focusing on the integration of electrolyzer stacks and Haber-Bosch synthesis loops. These figures represent industry-standard benchmarks for utility-scale projects currently under development in regions with high solar and wind capacity factors.
Engineers must account for the non-linear relationship between renewable energy intermittency and the degradation rates of PEM or Alkaline electrolyzers. By analyzing these parameters, project stakeholders can better forecast the internal rate of return (IRR) and the sensitivity of the final product price to fluctuations in electricity procurement costs.
| Cost Category | Primary Driver | Standard Reference | Impact on LCOA |
|---|---|---|---|
| Electrolyzer CAPEX | Stack Efficiency/Life | ISO 22734 | High (40-50%) |
| Renewable Power | Capacity Factor | IEC 61400 | Critical (30-60%) |
| Haber-Bosch Unit | Pressure/Temperature | ASME B31.3 | Moderate (10-15%) |
The data above highlights that while the synthesis loop is a mature technology, the electrolyzer remains the most volatile component in the economic model. Future optimizations in stack durability and power electronics are expected to shift these percentages significantly over the next decade.
This matrix provides a technical mapping of the core entities involved in green ammonia production, linking physical parameters to their respective engineering standards. Understanding these relationships is vital for procurement teams and process engineers when defining the technical specifications for long-lead equipment.
Each entity listed below plays a specific role in the thermodynamic cycle of ammonia synthesis. By aligning these components with international standards, we ensure that the economic evaluation remains grounded in realistic performance expectations and safety requirements, minimizing the risk of cost overruns during the construction and commissioning phases.
| Entity | Acronym | Key Parameter | Standard |
|---|---|---|---|
| Proton Exchange Membrane | PEM | Current Density | ISO 16111 |
| Haber-Bosch Reactor | HBR | Conversion Efficiency | ASME BPVC VIII |
| Air Separation Unit | ASU | Nitrogen Purity | API 617 |
The integration of these systems requires careful consideration of the interface between the intermittent hydrogen supply and the steady-state requirements of the ammonia synthesis loop. This matrix serves as a foundational reference for cross-disciplinary engineering teams.
Green Ammonia Economic Validation: Ensuring the financial viability of a project requires a rigorous site-specific verification process that accounts for local infrastructure, renewable resource availability, and regulatory frameworks. This checklist serves as a guide for project managers to validate the economic assumptions made during the Front-End Engineering Design (FEED) phase.
-
Renewable Resource Assessment: Verify the 20-year historical wind/solar data against the IEC 61400 standards to ensure capacity factor accuracy. -
Grid Connection Feasibility: Confirm the availability of grid-balancing services and the cost of transmission infrastructure as per local utility regulations. -
Water Source Quality: Validate the availability of demineralized water and the cost of treatment systems required for PEM electrolyzer longevity. -
Logistics and Export: Evaluate the proximity to deep-water ports and the cost of ammonia storage infrastructure compliant with API 620. -
Regulatory Incentives: Document all available tax credits, carbon subsidies, and green hydrogen production grants applicable to the project site.
Each checkpoint must be signed off by the lead process engineer and the project economist. Discrepancies in these variables can lead to significant deviations in the final Levelized Cost of Ammonia, potentially jeopardizing the project’s bankability. Always prioritize the verification of renewable energy costs, as this remains the single largest variable in the operational expenditure profile of any green ammonia facility.
Field Case Study: Real-World Application
The Challenge: Electrolyzer Degradation and Power Intermittency
A pilot-scale green ammonia plant faced unexpected economic strain due to rapid stack degradation caused by frequent power cycling from an unstable wind farm connection.
- High frequency of start-stop cycles exceeding manufacturer limits.
- Inadequate buffer storage for hydrogen, leading to system pressure fluctuations.
- Increased maintenance costs due to membrane fouling from impure water feed.
- Unforeseen downtime resulting in a 15% reduction in annual ammonia output.
The Outcome: Optimized Operational Strategy
By implementing a hybrid energy storage system and upgrading the water treatment facility, the project achieved significant economic recovery.
- Reduced stack degradation rate by 22% through improved power conditioning.
- Increased overall plant availability from 78% to 92% within one year.
- Lowered the LCOA by 12% through optimized maintenance scheduling.
- Improved project IRR, meeting the target threshold for secondary investment.
Recommendation: Always integrate a hydrogen buffer tank and advanced power electronics to decouple the renewable energy source from the electrolyzer stack, ensuring steady-state operation for the Haber-Bosch synthesis loop.
Frequently Asked Engineering Questions
How does renewable energy intermittency impact the Haber-Bosch synthesis loop?
- Thermal stress on the reactor vessel due to frequent temperature cycling.
- Catalyst deactivation caused by fluctuations in the hydrogen-to-nitrogen ratio.
- Requirement for large-scale hydrogen storage to decouple the electrolyzer from the synthesis unit.
- Increased operational complexity to manage ramp-up and ramp-down sequences safely.
What are the primary CAPEX drivers for a green ammonia plant?
- Electrolyzer stacks, which account for nearly 50% of the total equipment cost.
- Renewable energy generation assets, including wind turbines or solar PV arrays.
- Air separation units required to provide high-purity nitrogen for the synthesis loop.
- Ammonia storage and handling infrastructure, which must adhere to strict API 620 safety standards.
How do carbon credits influence the profitability of green ammonia?
- Direct subsidies reduce the effective cost of hydrogen production.
- Carbon taxes on grey ammonia make green alternatives more competitive in the global market.
- Certification of green ammonia as a low-carbon fuel allows for premium pricing in the maritime sector.
- Long-term policy stability is essential for securing project financing and reducing the cost of capital.
What role does water quality play in electrolyzer economics?
- High-purity demineralized water is required to prevent ion contamination.
- Water treatment systems add to both CAPEX and OPEX, requiring regular maintenance and filter replacement.
- Poor water quality leads to increased stack degradation, shortening the replacement cycle and increasing the LCOA.
- Site selection must account for the availability of high-quality water sources to minimize treatment costs.
Why is hydrogen storage critical for economic optimization?
- Allows the Haber-Bosch unit to operate at its design capacity factor, maximizing efficiency.
- Provides a safety margin during periods of low renewable energy generation.
- Reduces the need for frequent electrolyzer cycling, extending the lifespan of the stacks.
- Enables the plant to participate in grid-balancing services, creating additional revenue streams.
How do transportation costs affect the global market price?
- Shipping costs are influenced by vessel size, fuel type, and distance.
- Refrigerated storage and handling at ports add to the total logistics expenditure.
- The development of ammonia-fueled vessels may eventually reduce the carbon footprint of transport.
- Proximity to major demand centers remains a key factor in the overall economic competitiveness of a project.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
📚 Recommended Resources: Green Ammonia Economics
Related posts:
![Industrial PEM electrolyzer stack generating green hydrogen in a modern clean energy facility.]()
PEM Electrolyzer Explained: The Ultimate Green Hydrogen Engineering Guide
![Modern green hydrogen plant with integrated solar panels and wind turbines, showcasing renewable energy powering electrolyzer technology.]()
Designing a Green Hydrogen Plant: A Comprehensive Engineering Overview
![Industrial hydrogen compression system facility with stainless steel piping and modern compressor equipment.]()
Mastering Hydrogen Compression Systems: Engineering Design, Selection, and Safety
![Modern industrial hydrogen storage facility with high-pressure tanks and clean energy infrastructure.]()
Hydrogen Storage Technologies: A Comprehensive Engineering and Selection Guide
![Modern industrial hydrogen storage facility with stainless steel tanks and safety piping.]()
Mastering Hydrogen Safety in Industrial Facilities: Engineering and Design Guide
![Conceptual illustration of global hydrogen transportation methods including pipelines, trucks, and ships.]()
How to Select and Design Hydrogen Transportation Methods Safely





