Why Is Graphite a Better Lubricant Than Oil in Industrial Piping?
In my 20 years of commissioning high-pressure piping systems and high-temperature process plants, I have seen countless mechanical failures caused by a simple mistake: selecting the wrong lubricant. Many field engineers default to high-performance liquid oils, assuming that fluid film lubrication is always superior. However, when operating temperatures climb past 150 degrees Celsius, or when vacuum pressures drop to levels where liquid hydrocarbons instantly vaporize, traditional oils fail catastrophically.
This is where solid-state carbon chemistry changes the game. Under extreme mechanical loads and thermal stress, the physical properties of graphite allow it to maintain an incredibly low coefficient of friction without the risk of thermal degradation, outgassing, or chemical breakdown. In this guide, I will break down the exact mechanical and thermodynamic reasons why solid graphite outperforms liquid oil lubricants in demanding industrial environments.
Key Engineering Takeaways
- Understand the crystal lattice shear mechanics that give graphite its self-lubricating properties.
- Compare the thermal limits of graphite (up to 450°C in air, 2000°C in inert gas) against petroleum and synthetic oils.
- Learn how to calculate shear stress reductions on sliding pipe supports and valve stems.
- Identify the critical environmental conditions, such as relative humidity, required for graphite to function optimally.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Evaluating Graphite vs Oil Lubricant Under Extreme Thermal Stress
[Thermal Boundary Lubrication]: Solid graphite operates via weak van der Waals forces between graphene sheets, maintaining structural integrity up to 450 degrees Celsius in oxidizing environments, whereas liquid oils decompose and carbonize above 150 degrees Celsius under ASME B31.3 process conditions.
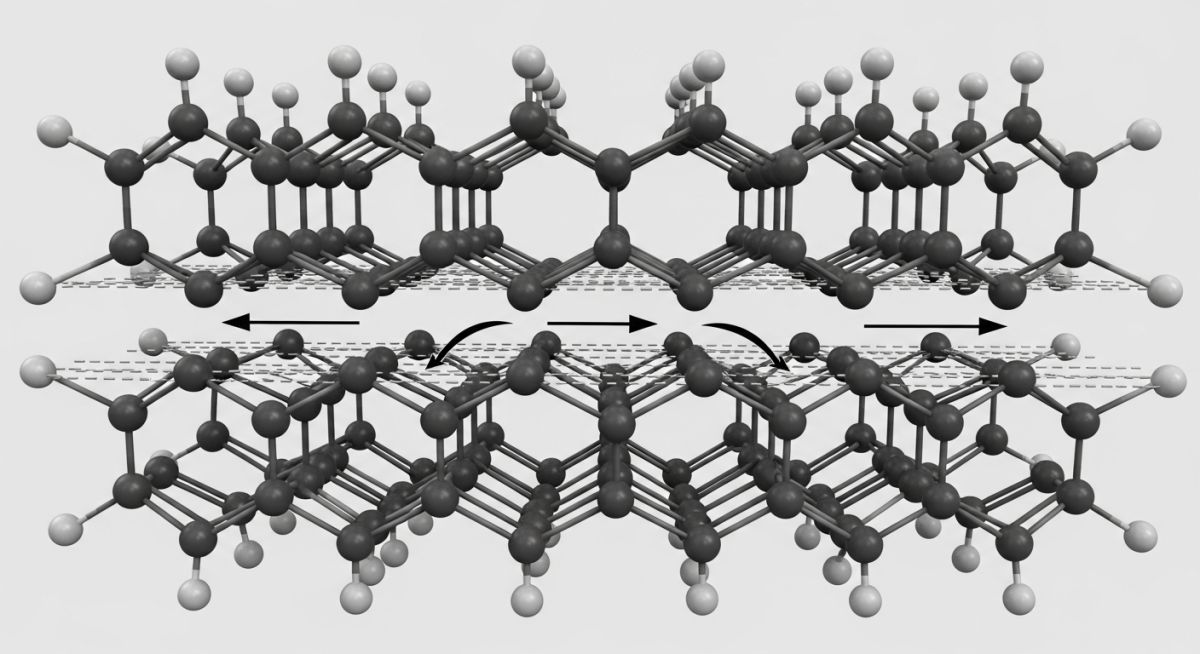
To understand why graphite outperforms oil, we must look at its atomic structure. Graphite is composed of carbon atoms arranged in hexagonal, planar rings. These individual layers, known as graphene sheets, are held together internally by incredibly strong covalent bonds. However, the bonds between the parallel layers are weak van der Waals forces. This structural anisotropy allows the layers to slide over one another with minimal shear force.
Liquid oils rely on hydrodynamic lubrication, where a continuous fluid film physically separates two moving metal surfaces. This mechanism is highly dependent on fluid viscosity. As temperature increases, the viscosity of any oil drops exponentially. If the temperature exceeds the flashpoint or thermal cracking limit of the oil, the hydrocarbon chains break down, leaving behind abrasive carbonaceous coke and exposing the metal substrates to direct, high-friction contact.
The Mathematics of Sliding Shear Stress
Let us calculate the difference in shear stress and frictional force on a heavy piping slide plate support. Consider a pipe support carrying a normal load of 50,000 Newtons. The contact area of the slide plate is 0.01 square meters.
Frictional Force (F) = Coefficient of Friction (mu) * Normal Force (N)
Shear Stress (tau) = Frictional Force (F) / Contact Area (A)
Under boundary lubrication conditions where a liquid oil film has thinned out or partially degraded due to heat, the coefficient of friction (mu) can easily rise to 0.4.
For degraded oil:
F = 0.4 * 50,000 N = 20,000 N
tau = 20,000 N / 0.01 m^2 = 2,000,000 Pa = 2.0 MPa
Now, let us substitute a solid graphite slide plate coating, which maintains a stable coefficient of friction of 0.1 under the same high-load, high-temperature conditions:
For solid graphite:
F = 0.1 * 50,000 N = 5,000 N
tau = 5,000 N / 0.01 m^2 = 500,000 Pa = 0.5 MPa
This simple calculation demonstrates a 75 percent reduction in both frictional force and shear stress on the supporting structural steel. This reduction prevents structural deformation and allows for smooth thermal expansion of the piping system, in compliance with ASME B31.3 design limits.
Why Moisture is the Secret Catalyst
A common misconception is that graphite is inherently slippery. In reality, the low friction of graphite is heavily assisted by adsorbed gases, particularly water vapor. The water molecules occupy the active bonding sites at the edges of the graphite crystallites, reducing the bonding energy between the layers.
In high-vacuum applications, such as space systems or vacuum furnaces, graphite loses this moisture and undergoes a phenomenon known as “rapid wear.” For these specific applications, engineers must specify metal-halide doped graphite or transition to alternative solid lubricants like molybdenum disulfide (MoS2), which does not require moisture to lubricate.
Comparing Graphite vs Oil Lubricant Physical Properties and Limits
[Lubricant Property Comparison]: Direct physical property mapping reveals that solid graphite maintains a low friction coefficient of 0.1 to 0.2 without fluid drag, while industrial oils exhibit viscosity degradation and volatile outgassing under high vacuum and high load conditions.
The table below outlines the critical operational envelopes for graphite compared to standard mineral and synthetic oils. These values are compiled from empirical field testing and standard reference databases.
| Performance Parameter | Solid Graphite (Dry) | Mineral Oil (ISO VG 46) | Synthetic Ester Oil |
|---|---|---|---|
| Max Operating Temp (Air) | 450°C (842°F) | 120°C (248°F) | 220°C (428°F) |
| Max Operating Temp (Inert) | 2000°C (3632°F) | 150°C (302°F) | 250°C (482°F) |
| Friction Coefficient (Typical) | 0.08 to 0.15 | 0.05 (Hydrodynamic) / 0.35 (Boundary) | 0.04 (Hydrodynamic) / 0.25 (Boundary) |
| Load Carrying Capacity | Very High (>2000 MPa) | Low (Relies on EP additives) | Moderate |
| Outgassing in Vacuum | Negligible | Extremely High | Moderate to High |
| Chemical Inertness | Excellent (Resists acids/alkalis) | Poor (Oxidizes rapidly) | Moderate |
When designing piping components, valves, and sliding mechanisms, engineers must map the correct lubricant type to the corresponding industry standards. The matrix below provides a direct reference for material selection and compliance.
| Lubricant Class | Common Formats | Primary Standards | Typical Application |
|---|---|---|---|
| Crystalline Flake Graphite | Dry powder, aerosol sprays | ASTM F2164, ISO 15024 | Threaded connections, gasket coatings |
| Colloidal Graphite | Liquid dispersion (water/alcohol carrier) | ASTM D3233 | High-temperature chain drives, die casting |
| Metal-Graphite Composites | Sintered bushings, self-lubricating bearings | ASTM B833, MPIF Standard 35 | Control valve guide bushings, pump wear rings |
| Petroleum-Based Oils | Liquid, grease formulations | API Service Categories, ISO 3448 | Low-temp gearboxes, hydraulic lines |
Field Selection Protocol for Industrial Solid Lubricants
[Solid Lubricant Selection Protocol]: Field engineers must verify operating temperature, atmospheric moisture levels, and substrate surface roughness before substituting liquid lubricants with dry graphite powder or coatings to prevent galvanic corrosion.
Before replacing liquid oil with graphite in any piping support, valve assembly, or rotating equipment component, walk through this verification protocol on-site.
Pre-Installation Engineering Checklist
Field Case Study: Real-World Application
The Problem: Valve Stem Seizure in Superheated Steam Lines
At a combined-cycle power plant, the main steam isolation valves (operating at 380 degrees Celsius and 120 bar) experienced frequent stem binding and seizure. The maintenance team had been applying high-temperature synthetic hydrocarbon oil to the valve stems weekly.
However, the intense heat caused the synthetic oil to volatilize and polymerize within 48 hours, leaving behind a hard, sticky carbon residue. This residue increased the required actuator torque beyond the safety limit, causing the safety systems to trip.
The Solution & Outcome: Retrofitting with Colloidal Graphite
I was called in to audit the system. We immediately halted the use of liquid oils. The valve stems were thoroughly cleaned using solvent degreasers and wire brushes to remove all carbonized oil residue. We then applied a dry-film colloidal graphite dispersion in an isopropyl alcohol carrier.
The alcohol carrier evaporated rapidly, leaving a highly uniform, 15-micrometer thick dry graphite film bonded to the metal stem. After restarting the plant, the valve stem operating torque dropped by 60 percent and remained perfectly stable over a six-month run. The maintenance interval was extended from weekly to annually, saving the plant thousands of dollars in downtime and labor.
This case study highlights a fundamental truth in piping engineering: trying to force a liquid lubricant to work outside its thermodynamic limits is a losing battle. Transitioning to a solid-state lubricant like graphite is often the simplest and most effective solution for high-temperature mechanical interfaces.
Frequently Asked Engineering Questions
Does graphite cause galvanic corrosion on stainless steel piping?
Can graphite be used in high-vacuum environments?
What is the maximum temperature limit for graphite lubrication?
How does graphite compare to molybdenum disulfide (MoS2)?
Can I mix graphite powder with standard lubricating oil?
Which industry standards govern the use of solid lubricants?

📚 Recommended Resources: graphite vs oil lubricant
Related posts:
![Professional surveyor conducting Topographical Surveys for Solar Projects on a large-scale utility site with complex terrain.]()
Topographical Surveys for Solar Projects: A Technical Engineering Guide
![A geotechnical drill rig performing soil sampling on a large, open field intended for a utility-scale solar farm project.]()
Geotechnical Investigation for Solar Farms: Essential Site Design Guide
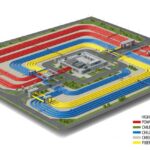
![Isometric site plan showing Utility Corridor Planning for Data Centres with color-coded power, water, and telecom infrastructure paths.]()
Utility Corridor Planning for Data Centres: A Strategic Engineering Guide
![Aerial view of a data centre site showcasing perimeter drainage systems, detention basins, and site grading for flood prevention.]()
Drainage Design Considerations for Data Centres: A Technical Guide
![Professional surveyor using a Total Station on a large data centre construction site for topographical mapping.]()
Topographical Surveys for Data Centre Projects: A Technical Guide
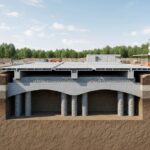
![Cross-section diagram showing Ground Improvement for Data Centres using stone columns and deep soil mixing beneath a concrete foundation slab.]()
Ground Improvement for Data Centres: Engineering Stability and Settlement Control