Table of Contents
What is Fire-Safe Valve? API 607 vs API 6FA
In my 20-plus years of designing piping systems for high-pressure hydrocarbon service, I have stood in the aftermath of a refinery fire. When a line carrying volatile organic compounds ruptures or catches fire, the valves are your last line of defense. A standard soft-seated ball valve will fail within minutes as its Teflon seats melt away, feeding the fire with high-pressure fuel. That is where a fire-safe valve becomes the difference between a controlled shutdown and a catastrophic plant loss. Today, I want to demystify what makes a valve truly fire-safe and break down the critical differences between the two most common testing standards: API 607 and API 6FA.
- Fire-safe valves rely on a secondary metal-to-metal seat that seals the flow once the primary soft seat completely degrades in a fire.
- API 607 is specifically designed for soft-seated valves, testing their performance during and after fire exposure.
- API 6FA is a broader standard typically applied to metal-seated API 6D and API 6A valves, such as gate and check valves.
- Proper field verification of the manufacturer’s fire-test certificate is mandatory before installing any valve in a fire-hazardous zone.
Understanding the Core Design of a Fire-Safe Valve
Fire-Safe Valve Design: The engineering integration of primary resilient soft seats and secondary metal-to-metal backup seals designed to prevent hazardous fluid release during thermal degradation. This dual-seal configuration ensures compliance with API 607 and API 6FA fire-testing protocols.
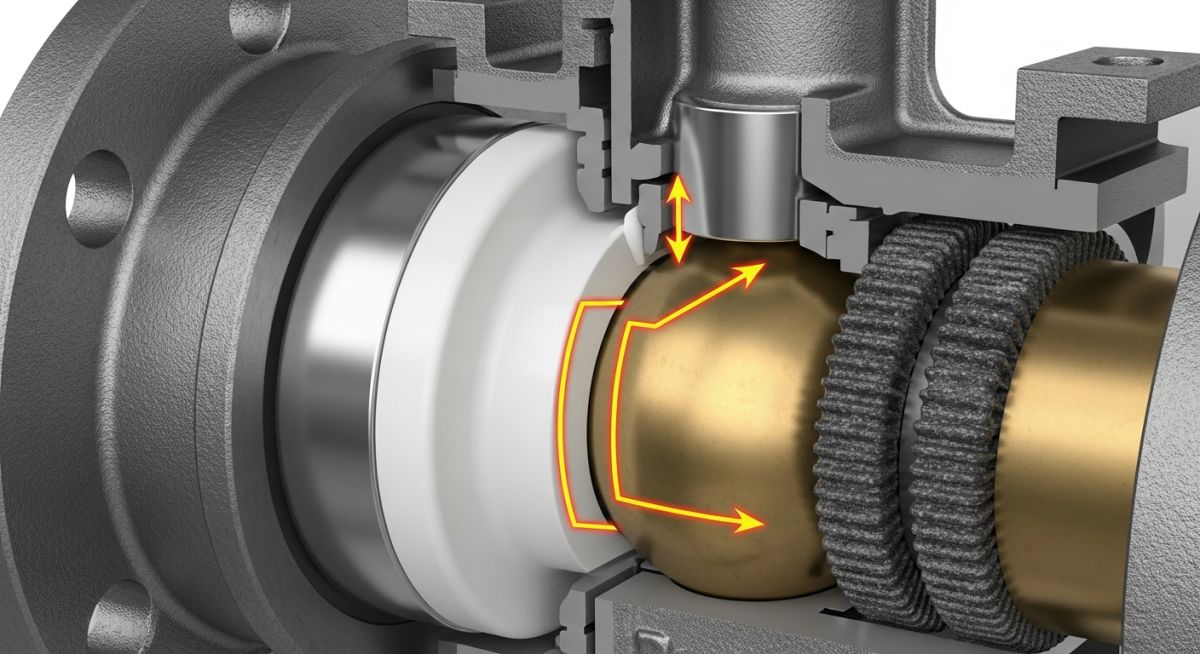
To understand how a fire-safe valve operates, we must look at its internal geometry. Under normal operating conditions, the valve relies on a primary soft seat (typically made of PTFE, RTFE, Devlon, or PEEK) to achieve a bubble-tight shutoff. This soft material provides excellent sealing performance but cannot survive temperatures exceeding 200 to 250 degrees Celsius.
When a fire breaks out, temperatures rapidly climb to 750 degrees Celsius and beyond. As the primary soft seat melts or vaporizes, the line pressure forces the ball or gate downstream. The valve is designed with a secondary, precision-machined metal seat lip (often made of 316 Stainless Steel, Monel, or Stellite-faced alloy). The ball or gate makes direct contact with this metal lip, forming a secondary metal-to-metal seal that restricts internal leakage to acceptable limits.
Simultaneously, external sealing must be maintained. Standard O-rings at the stem and body joints will disintegrate. Therefore, fire-safe valves utilize flexible graphite packing rings (commonly known as Grafoil) and spiral wound gaskets with graphite filler. Graphite can withstand temperatures up to 3000 degrees Celsius in non-oxidizing atmospheres, ensuring that no hazardous fluid escapes into the surrounding environment to fuel the fire.
Never assume a valve is fire-safe simply because it has a metal seat. Many metal-seated valves use soft O-rings or non-fire-safe packing for external sealing. Always demand the official fire-test certificate (API 607 or API 6FA) issued by an independent third-party testing agency before approving a valve for hazardous hydrocarbon service.
The Mathematics of Seat Contact Stress
To ensure a reliable metal-to-metal seal after the soft seat has degraded, the contact stress (Sc) at the metal seat interface must exceed the fluid pressure (P) by a design factor. The contact stress is calculated as:
Sc = Fc / Ac
Where Fc is the net contact force and Ac is the contact area of the metal seat. The net contact force is determined by:
Fc = (P * Ap) + Fs – Ff
Where Ap is the effective pressure area, Fs is the spring preload force (often provided by Belleville washers), and Ff is the packing and guide friction. In my practice, I always verify that Sc is at least 1.5 times the maximum operating pressure to guarantee a reliable seal during an emergency shutdown.
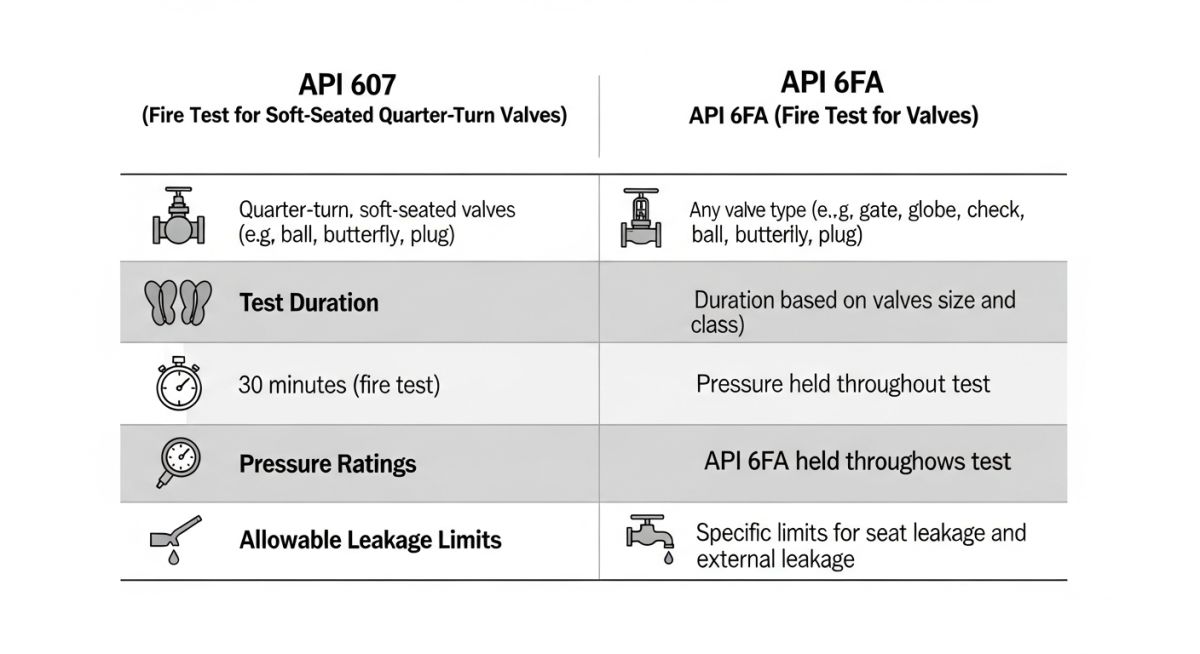
When specifying these valves, we rely on standards developed by the American Petroleum Institute. The two primary standards are API Standard 607 and API Standard 6FA. While they may seem interchangeable to the untrained eye, they have distinct scopes and testing methodologies.
| Testing Parameter | API 607 Standard | API 6FA Standard |
|---|---|---|
| Primary Scope | Quarter-turn valves and valves with non-metallic (soft) seats. | API 6A and API 6D valves (Gate, Globe, Check, and Ball valves). |
| Burn Duration | 30 minutes | 30 minutes |
| Flame Temperature | 750 to 1000 degrees Celsius | 760 to 980 degrees Celsius |
| Valve Position During Burn | Closed position only | Closed position only |
| Post-Burn Operational Test | Required (valve must be cooled and then operated once). | Required (valve must be cooled and then operated once). |
| Internal Leakage Measurement | Measured during the burn and cool-down periods. | Measured during the burn and cool-down periods. |
| Entity / Acronym | Technical Definition | Physical Parameter / Limit | Standard Reference |
|---|---|---|---|
| API 607 | Fire test standard for soft-seated quarter-turn valves. | Max burn temp 1000 degrees Celsius | API 607 |
| API 6FA | Fire test standard for API 6A & 6D valves. | Max burn temp 980 degrees Celsius | API 6FA |
| ISO 10497 | International standard harmonized with API 607. | Identical testing parameters | ISO 10497 |
| Grafoil | Flexible graphite material used for high-temp packing. | Temperature limit up to 3000 degrees Celsius | ASME B16.34 |
| Belleville Washer | Spring washers used to maintain seat loading. | High-temperature spring rate | ASME B31.3 |
Site Verification Checklist for Fire-Safe Valve Installation
Fire-Safe Valve Verification: A systematic field inspection protocol designed to verify valve certification, installation orientation, and material traceability prior to commissioning. This checklist ensures that installed valves conform to API 607 or API 6FA fire-safe standards.
Before any piping system is pressurized, the field engineering team must verify that the installed valves meet the exact fire safety specifications of the project. I have developed this checklist over years of field audits to prevent installation errors that could compromise plant safety.
-
Verify Fire-Safe Certificate: Ensure the valve model has a valid API 607 or API 6FA certificate from an accredited third-party agency (e.g., TUV, Lloyd’s, DNV).
-
Check Nameplate Markings: Confirm the nameplate explicitly states “Fire-Safe” or references the specific testing standard (e.g., “API 607 7th Ed”).
-
Inspect Stem Packing: Verify that the stem packing is flexible graphite (Grafoil) and not standard PTFE, which will fail rapidly in a fire.
-
Confirm Installation Orientation: Some fire-safe valves are uni-directional. Ensure the flow arrow on the valve body matches the process flow direction.
-
Validate Gasket Materials: Ensure all body-to-bonnet and flange gaskets are spiral wound with graphite filler or ring-type joints (RTJ) complying with ASME B16.20.
-
Review Actuator Fail-Safe Action: If automated, verify that the actuator has a fire-safe thermal fuse or a fail-safe spring return mechanism to close (or open) the valve during a fire.
Field Case Study: Real-World Application
My direct recommendation to all piping engineers is simple: Always verify the actual test certificate, not just the manufacturer’s marketing brochure. A true fire-safe valve must have independent third-party validation.
Frequently Asked Engineering Questions
Can an API 607 certified valve be used for API 6FA applications?
What is the difference between “Fire-Safe Design” and “Fire-Tested”?
Why is flexible graphite preferred for fire-safe valve packing?
Does ISO 10497 align with API 607?
Are metal-seated valves automatically considered fire-safe?
How does line pressure affect the sealing of a fire-safe valve during a fire?
===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: fire-safe valve
Read these Guides
🎓 Advanced Training



Related posts:
![Side-by-side 3D render of a centrifugal pump and a positive displacement gear pump showing internal components.]()
Mastering Centrifugal Pump vs Positive Displacement Pump Selection
![Industrial worker reviewing a Material Safety Data Sheet on a tablet near chemical storage.]()
What is Material Safety Data Sheet (MSDS)? | MSDS VS SDS
![Aerial view of a modern municipal wastewater treatment plant featuring circular clarifiers and aeration basins.]()
Wastewater Treatment: Process Steps, Design Considerations, and Plant Types
![An offshore crude oil drilling rig operating in the ocean at sunset.]()
Understanding Crude Oil Price and Types for Piping Design
![Steel sucker rod string being installed at an oil well pumpjack site.]()
What is a Sucker Rod? Its Types and Critical Importance
![A maintenance engineer inspecting industrial machinery with a digital diagnostic overlay.]()
Optimizing Plant Reliability with the Core Types of Maintenance





