Table of Contents
Optimizing Extractive Distillation for Aromatics Separation in Petrochemical Plants
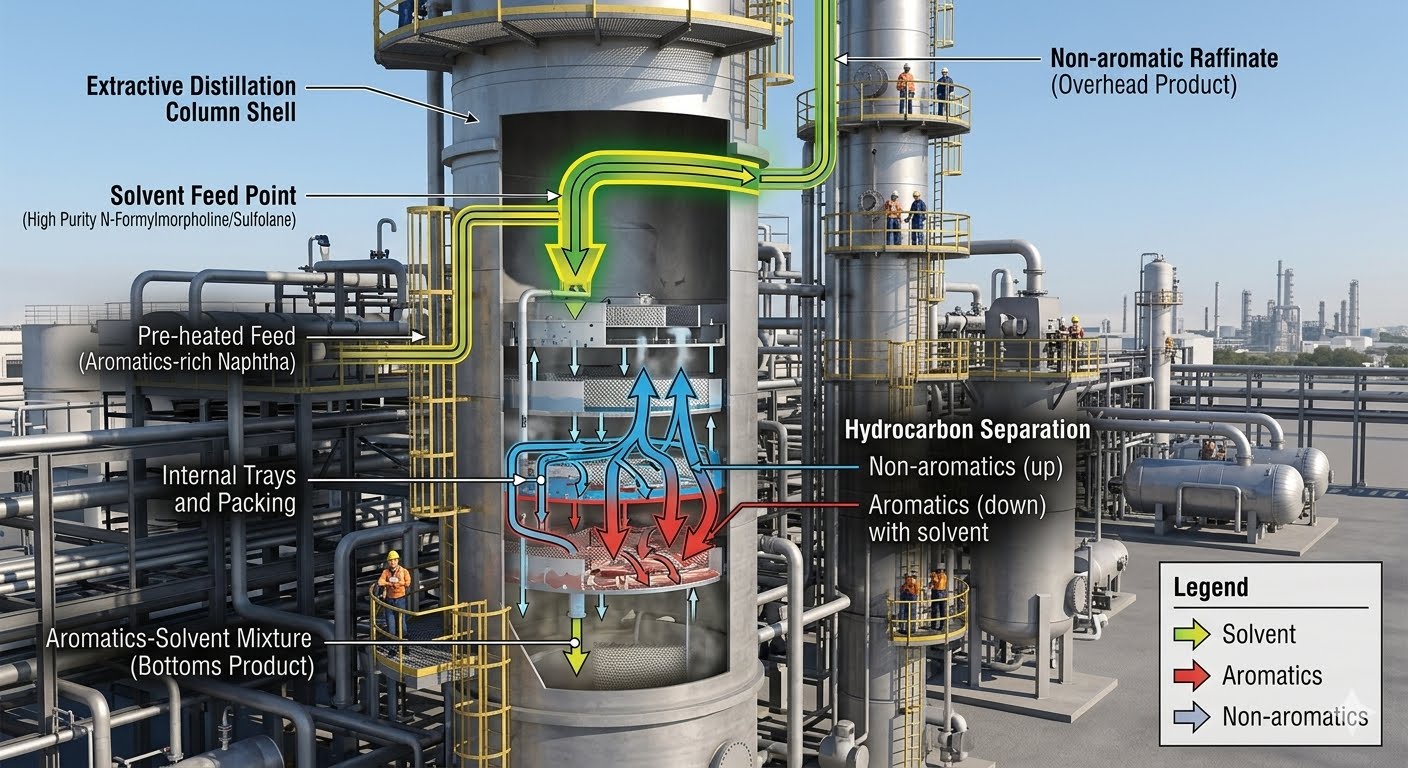
In my 20-plus years of commissioning petrochemical units, I have seen many engineers struggle with the thermodynamic complexities of separating benzene, toluene, and xylenes (BTX) from non-aromatic hydrocarbons. Because these compounds have overlapping boiling points and form minimum-boiling azeotropes, conventional fractional distillation is physically impossible. That is where extractive distillation becomes the backbone of your aromatics recovery unit.
By introducing a heavy, polar solvent into the column, we selectively alter the liquid-phase activity coefficients of the mixture. The solvent associates with the aromatic ring structures, lowering their volatility while allowing the non-aromatics to pass out of the column overhead. Managing this process requires a deep understanding of solvent-to-feed ratios, column hydraulics, and temperature profiles to prevent severe foaming and solvent degradation.
Key Engineering Takeaways
- Solvent Selection Criteria: N-Formylmorpholine (NFM) and Sulfolane remain the industry standards due to their high selectivity and thermal stability.
- Hydraulic Control: Maintaining precise vapor-liquid traffic is necessary to prevent tray flooding and solvent carryover.
- Energy Integration: Utilizing heat recovery loops between the solvent recovery column and the main extractor reduces utility consumption by up to 35%.
Extractive Distillation for Aromatics Separation Mechanics
Vapor-Liquid Equilibrium Modification: The thermodynamic basis of extractive distillation for aromatics separation relies on the selective interaction between a polar solvent and aromatic pi-electrons, which decreases the activity coefficient of aromatics relative to non-aromatics and facilitates clean separation in a fractional column.
To design an efficient extraction column, we must first analyze the relative volatility (alpha) of the key components. In a typical reformate feed, the relative volatility of heptane to benzene is close to 1.0, making separation by boiling point alone unfeasible. When we introduce a polar solvent like Sulfolane or N-Formylmorpholine (NFM), the solvent molecules interact preferentially with the polarizable pi-electron cloud of the aromatic ring.
This strong intermolecular interaction reduces the activity coefficient of the aromatic component in the liquid phase. The relative volatility is calculated using the following thermodynamic relationship:
Where:
Alpha_ij = Relative volatility of non-aromatic (i) to aromatic (j)
Gamma_i = Activity coefficient of non-aromatic in the solvent mixture
Gamma_j = Activity coefficient of aromatic in the solvent mixture
P_sat_i = Vapor pressure of non-aromatic component
P_sat_j = Vapor pressure of aromatic component
Because the solvent increases Gamma_i significantly more than Gamma_j, the relative volatility rises from approximately 1.0 to over 2.5. This dramatic shift allows us to cleanly separate the non-aromatics as overhead distillate (raffinate) while the aromatics and solvent exit the column bottom as extract.
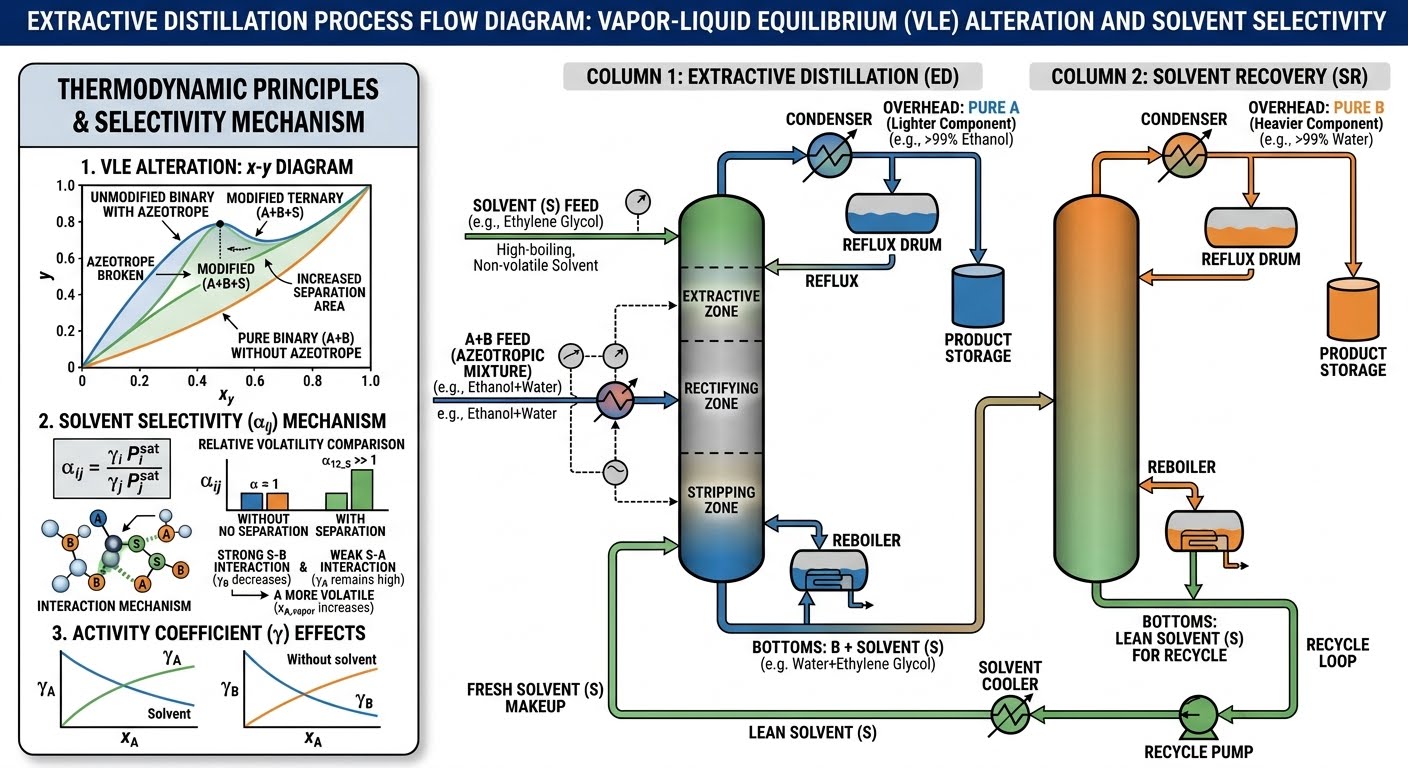
Solvent Recovery and Thermal Regeneration
The bottom stream from the extractive distillation column, containing the solvent and recovered aromatics, must be routed to a solvent recovery column (SRC). The SRC operates under vacuum (typically 100 to 300 mbar) to lower the boiling point of the mixture, preventing thermal degradation of the solvent. For instance, Sulfolane begins to decompose rapidly at temperatures above 220 degrees Celsius, producing corrosive sulfonic acids and polymer byproducts that can foul heat exchangers.
To maintain solvent health, a slipstream of the lean solvent is continuously routed to a vacuum regenerator. This vessel removes heavy polymeric impurities and thermal degradation products, ensuring the circulating solvent maintains its high selectivity and low viscosity in compliance with ASME Section VIII pressure vessel standards.
Selecting the correct solvent is a balance between selectivity, capacity, boiling point, and thermal stability. The table below outlines the physical and thermodynamic properties of the three most common solvents used in industrial aromatics extraction units.
| Solvent Parameter | Sulfolane | N-Formylmorpholine (NFM) | N-Methylpyrrolidone (NMP) |
|---|---|---|---|
| Boiling Point (deg C) | 285 | 244 | 202 |
| Selectivity (Benzene/Cyclohexane) | 2.8 | 2.5 | 2.1 |
| Thermal Decomposition Limit (deg C) | 220 | 230 | 180 |
| Density at 25 deg C (g/cm3) | 1.26 | 1.15 | 1.03 |
| Typical Solvent-to-Feed Ratio (wt) | 3.5 – 4.5 | 3.0 – 4.0 | 4.0 – 5.0 |
| Process Entity | Acronym | Design Parameter | Standard Reference |
|---|---|---|---|
| Extractive Distillation Column | EDC | Tray spacing, foaming index, weir height | ASME Sec VIII Div 1 |
| Solvent Recovery Column | SRC | Vacuum rating, stripping steam ratio | API Std 620 |
| Lean Solvent Pump | LSP | NPSH margin, double mechanical seals | API Std 610 |
Verifying Extractive Distillation for Aromatics Separation Systems
Pre-Commissioning Verification Protocol: Field validation of extractive distillation columns requires systematic inspection of tray hydraulics, solvent distribution systems, and reboiler piping configurations to prevent foaming and ensure compliance with ASME B31.3 process piping standards.
Before introducing hydrocarbons or expensive solvents into the column, a rigorous physical inspection must be executed. Any deviation in tray levelness or distributor alignment can cause severe liquid channeling, destroying the concentration gradient and rendering the column incapable of meeting purity targets.
Field Inspection & Verification Checklist
-
Tray Levelness Verification: Measure tray levelness across major axes. Tolerance must be within plus or minus 3 millimeters across the entire column diameter to prevent liquid pooling.
-
Solvent Distributor Alignment: Confirm that the solvent feed distributor nozzles are clear of debris and oriented directly into the active tray area, avoiding direct impingement on the downcomers.
-
Vacuum System Leak Testing: Perform a vacuum decay test on the Solvent Recovery Column (SRC). The leak rate must not exceed 1.5 mbar per hour to prevent oxygen ingress and subsequent solvent oxidation.
-
Reboiler Piping Stress Relief: Verify that the inlet and outlet piping of the thermosyphon reboiler has been cold-sprung and aligned to prevent thermal expansion stresses from warping the column nozzles.
Field Case Study: Real-World Application
The Problem: Severe Foaming and Loss of BTX Purity
During the startup of a 110,000 BPD aromatics extraction unit in Southeast Asia, the plant experienced sudden, uncontrollable pressure swings in the extractive distillation column. Within six hours, the benzene purity in the extract stream dropped from 99.9% to 94.2%. Differential pressure across the tray section spiked by 180%, indicating severe tray flooding.
Upon inspection of the solvent loop, we discovered that the N-Formylmorpholine (NFM) solvent had turned dark brown, and its pH had dropped from 7.5 to 5.2. Oxygen had leaked into the solvent storage tank due to a failed nitrogen blanketing regulator, causing rapid thermal oxidation of the NFM into acidic, surface-active byproducts that promoted severe foaming.
The Engineering Solution & Outcome
We immediately isolated the nitrogen blanketing system and replaced the faulty control valve to restore a positive pressure of 50 mbarg. To clean the degraded solvent without shutting down the unit, we increased the slipstream flow to the vacuum solvent regenerator to 2% of the total circulation rate and added a continuous slipstream through an activated carbon bed filter.
Simultaneously, we injected a silicone-free anti-foaming agent at a concentration of 5 ppm into the lean solvent feed line. Within 24 hours, the column differential pressure stabilized, tray flooding subsided, and benzene purity returned to 99.92%.
This field experience highlights the absolute necessity of maintaining strict oxygen exclusion in solvent loops. Even minor air leaks can degrade high-performance solvents, leading to massive production losses and expensive solvent replacement costs.
Frequently Asked Engineering Questions
Why is Sulfolane preferred over NMP for high-temperature aromatics extraction?
How does water injection in the solvent loop affect the extraction process?
What are the primary causes of foaming in an extractive distillation column?
How do you prevent solvent degradation during plant turnarounds?
What is the typical tray efficiency in an extractive distillation column?
Which piping codes govern the design of solvent transfer lines?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: distillation
Read these Guides
🎓 Advanced Training



Related posts:
![Comparison of raw PTFE material and an industrial PTFE-lined steel pipe flange]()
Teflon vs PTFE: Major Differences in Industrial Piping Applications
![Severe metal galling damage on a stainless steel threaded bolt and nut.]()
What is Metal Galling and How to Prevent It
![Certified welder performing structural welding repair on a heavy steel beam with sparks flying.]()
Mastering Industrial Welding Repair Procedures for Structural Integrity
![A fully assembled industrial pump skid system with stainless steel piping and control panels in a factory.]()
What is an Industrial Pump Skid and Its Key Advantages?
![Side-by-side comparison of an industrial flow meter and a digital flow transmitter installed on a pipeline.]()
Flow Transmitter vs Flow Meter: Key Differences Explained
![Wireless vibration sensor mounted on an industrial electric motor for condition monitoring.]()
What is Vibration Monitoring and Why is it Important?