Understanding Diaphragm Pumps: A Comprehensive Guide for Industrial Plants
In my 20-plus years of troubleshooting piping systems and fluid transfer loops, I have seen many engineers struggle with slurry handling and chemical dosing. The solution almost always points back to one robust class of machinery: diaphragm pumps. Whether you are dealing with highly corrosive acids, viscous polymers, or shear-sensitive food products, these units offer a seal-less design that eliminates the primary source of pump leakage.
Throughout my career on-site, I have learned that selecting and maintaining these pumps requires a deep understanding of fluid mechanics, elastomer limits, and system hydraulics. This guide draws directly from field experience to help you master their operation, select the correct materials, and prevent common failure modes before they cause costly plant shutdowns.
Key Engineering Takeaways
- Zero Dynamic Seals: The hermetic seal design prevents hazardous emissions, making them ideal for volatile organic compounds (VOCs) and toxic chemicals.
- Dry-Running Capability: Unlike centrifugal pumps, these positive displacement units can run dry without immediate damage to internal components.
- High Solids Tolerance: The absence of tight-clearance rotating parts allows the passage of large suspended solids and highly abrasive slurries.
- Self-Priming Action: They generate a strong vacuum on the suction stroke, enabling them to prime from dry conditions up to significant suction lifts.
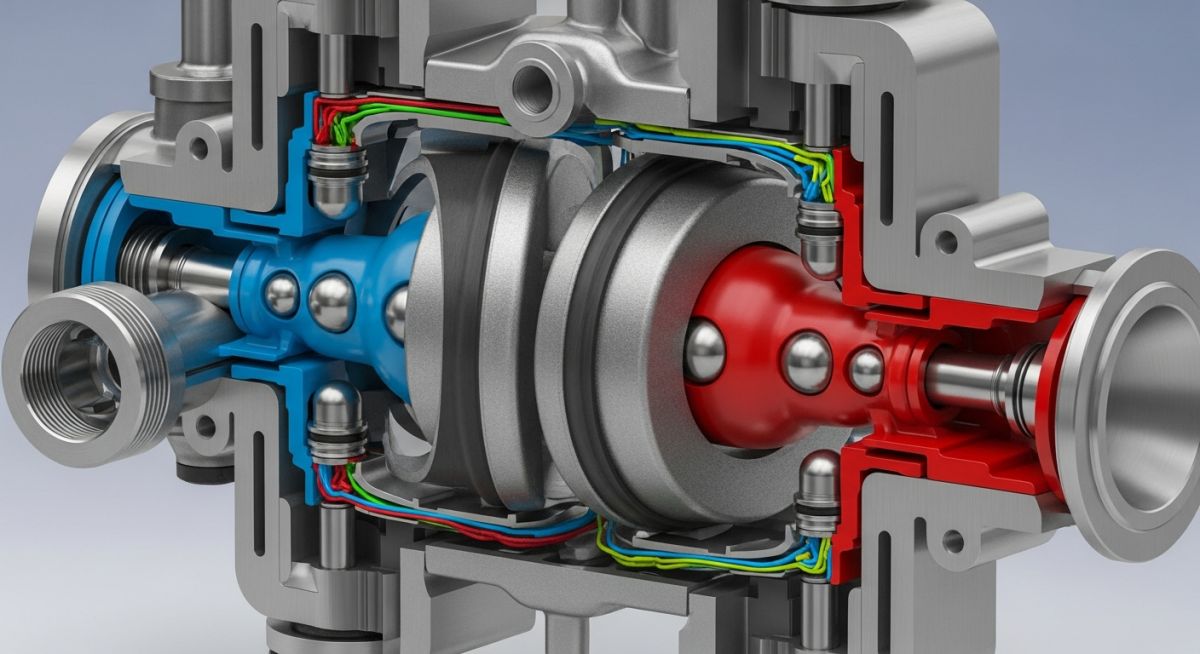
How Do Diaphragm Pumps Operate in Plants?
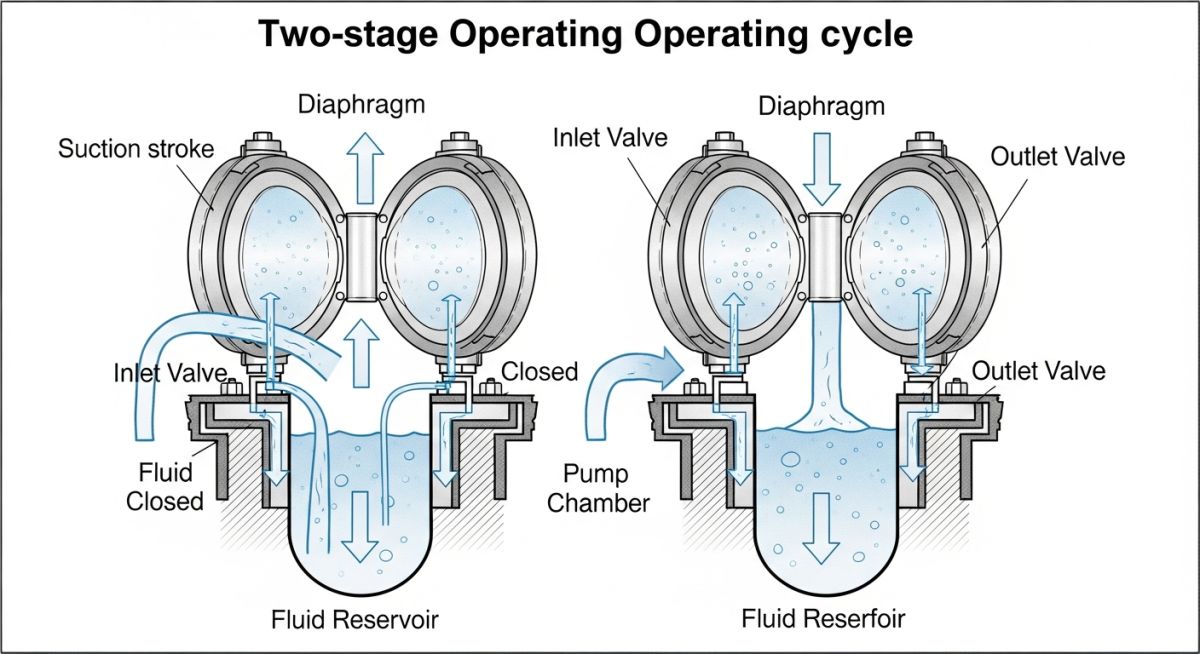
To truly understand these machines, we must look at the mechanical forces at play. During the suction stroke, the diaphragm moves away from the liquid chamber, increasing the internal volume. This volume expansion causes a drop in pressure below atmospheric or system suction pressure. The resulting pressure differential forces the discharge check valve closed while lifting the suction check valve off its seat, allowing fluid to fill the chamber.
Conversely, during the discharge stroke, the diaphragm is pushed into the liquid chamber. This action decreases the chamber volume, rapidly increasing the fluid pressure. The elevated pressure forces the suction check valve to seat tightly, preventing backflow, while simultaneously opening the discharge check valve to push the process fluid into the discharge piping system.
Flow Rate and Volumetric Efficiency Calculations
In my design reviews, I always calculate the theoretical flow rate before selecting a pump size. The theoretical flow rate of a simplex, single-acting diaphragm pump is calculated using the following formula:
Where:
Q_theoretical = Theoretical flow rate (cubic meters per hour)
V_displacement = Volume displaced per single stroke (cubic meters)
n = Pump speed or stroke frequency (strokes per hour)
Because of fluid compressibility, check valve slippage, and diaphragm flexing, the actual flow rate is always lower than the theoretical value. We account for this using the volumetric efficiency factor:
Where eta_v represents the volumetric efficiency, which typically ranges from 0.85 to 0.95 for high-quality metering pumps operating under standard conditions. For highly viscous fluids, this efficiency can drop below 0.70 due to delayed check valve seating.
Net Positive Suction Head Available (NPSHa)
A common mistake I see in the field is neglecting the acceleration head in positive displacement systems. Because the fluid starts and stops with each stroke, you must calculate the Net Positive Suction Head Available (NPSHa) using this modified equation:
Where:
H_absolute = Absolute pressure head on the surface of the liquid source (meters)
H_static = Static liquid head above or below the pump centerline (meters)
H_vapor = Vapor pressure head of the liquid at operating temperature (meters)
H_friction = Friction loss head in the suction piping (meters)
H_acceleration = Acceleration head loss required to accelerate the fluid column in the suction line (meters)
The acceleration head is calculated as follows:
Where L is the actual length of the suction pipe (meters), V is the mean velocity in the suction line (meters per second), n is the pump speed (strokes per minute), C is an empirical constant representing the pump type (0.200 for duplex single-acting, 0.060 for triplex), g is the acceleration due to gravity (9.81 meters per second squared), and K is a factor representing fluid compressibility (1.4 for water, 2.5 for highly compressible fluids).
In my field audits, over 70% of cavitation issues in reciprocating systems are caused by ignoring the acceleration head. If your suction line is long and lacks a suction stabilizer, the acceleration head can easily exceed your static head, causing localized vapor flashing, severe piping vibration, and rapid diaphragm failure. Always keep suction lines as short and straight as possible.
For detailed design standards on reciprocating positive displacement pumps, refer to the guidelines established by the American Petroleum Institute (API) under the API Standard 675 specification.
Selecting Materials for Diaphragm Pumps Safely
Choosing the wrong elastomer or casing material is a recipe for disaster. In my consulting work, I have seen diaphragms dissolve within hours because an engineer overlooked the trace solvents in a waste stream. Below is a comprehensive engineering guide for matching pump materials with process conditions.
| Material Type | Common Trade Names | Min Temp (°C) | Max Temp (°C) | Chemical Compatibility | Abrasive Resistance |
|---|---|---|---|---|---|
| PTFE | Teflon | -40 | 175 | Excellent (Almost all chemicals) | Moderate |
| EPDM | Nordel | -50 | 135 | Good for acids, ketones, alkalis | Good |
| FKM | Viton | -10 | 175 | Excellent for hydrocarbons, solvents | Fair |
| Neoprene | Baypren | -20 | 93 | Moderate (Non-aggressive fluids) | Excellent |
| Santoprene | TPE | -40 | 107 | Good for mild acids and bases | Outstanding |
To streamline your procurement and engineering design workflows, use this technical mapping matrix. It links core pump components to their respective design standards and physical parameters.
| Component / Parameter | Acronym | Physical Parameter Range | Governing Standard Reference |
|---|---|---|---|
| Air-Operated Double Diaphragm | AODD | 1 to 8.6 bar (Air Supply) | ISO 14847 / CE Directive |
| Controlled Volume Metering | CVMP | Up to 3500 bar (Hydraulic) | API Standard 675 |
| Pulsation Dampener Pre-charge | PDP | 50% to 80% of system pressure | ASME Section VIII |
| Net Positive Suction Head Required | NPSHr | 0.5 to 4.5 meters | Hydraulic Institute (HI) 14.6 |
Pre-Commissioning Checklist for Diaphragm Pumps
Before you open the air supply valve or power up the motor, you must verify the entire installation. I have compiled this checklist from years of commissioning trials to ensure your system starts up smoothly and runs reliably.
Field Verification Steps
-
Air Supply Quality Check: Verify that the air supply line is equipped with a 5-micron filter and a water separator. Wet or dirty air will freeze the air distribution valve and cause the pump to stall.
-
Pulsation Dampener Pre-charge: Ensure the pulsation dampener is pre-charged with nitrogen to exactly 60% of the expected mean discharge pressure. Never use oxygen or compressed air for high-pressure hydrocarbon systems.
-
Piping Stress Isolation: Confirm that the suction and discharge piping are independently supported. The pump casing must not act as a pipe anchor, as this induces stress and distorts the internal check valve seats.
-
Torque Verification: Re-torque all casing bolts in a cross-pattern sequence to the manufacturer’s specified values. Elastomers cold-flow during transit and storage, which can lead to immediate leaks upon startup.
-
Suction Line Sizing: Verify that the suction piping is at least one nominal size larger than the pump suction port to minimize friction losses and prevent cavitation.
Field Case Study: Real-World Application
At a chemical processing plant in Texas, a centrifugal pump was used to transfer 35% hydrochloric acid (HCl) from bulk storage tanks to a process reactor. Due to the highly corrosive nature of the acid and the presence of fine silica particulates, the mechanical seals on the centrifugal pump failed every three to four weeks. This resulted in hazardous acid spills, high maintenance costs, and significant production downtime.
I recommended replacing the centrifugal pump with a 2-inch Air-Operated Double Diaphragm (AODD) pump featuring a solid PVDF (polyvinylidene fluoride) casing and pure PTFE diaphragms. Because this design has no dynamic seals or rotating shafts, the risk of leakage was completely eliminated. Additionally, a PTFE-lined pulsation dampener was installed on the discharge line to absorb the pressure spikes.
The Outcome and Performance Metrics
The results were immediate and highly beneficial for the plant’s operational bottom line:
- Zero Leakage: The plant achieved 18 months of continuous, leak-free operation, eliminating environmental compliance issues.
- Maintenance Savings: Maintenance costs dropped by 64% because the team only needed to perform routine elastomer inspections once a year.
- Dry-Run Protection: The pump successfully survived several dry-running events when the storage tank was completely drained, without sustaining any internal damage.
Frequently Asked Engineering Questions
What causes a diaphragm to rupture prematurely in industrial service?
How do you prevent icing in air-operated diaphragm pumps?
Can diaphragm pumps run dry indefinitely without damage?
What is the difference between direct and indirect acting diaphragms?
How does fluid viscosity affect the performance of these pumps?
What standards govern the design of metering diaphragm pumps?
===FAQ_BLOCK===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: diaphragm pumps
Read these Guides
🎓 Advanced Training



Related posts:
![Technical diagram of the RFNBO-based sustainable aviation fuel production process for ReFuelEU Aviation compliance.]()
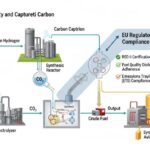
ReFuelEU Aviation and RFNBO-Based Sustainable Aviation Fuel Compliance Guide
![Process flow diagram of an e-Methanol plant showing green hydrogen and CO2 capture inputs meeting RFNBO compliance standards.]()
RFNBO Requirements for e-Methanol Projects: A Technical Compliance Guide
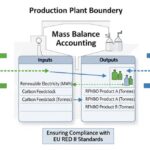
![Technical diagram of a mass balance accounting system for RFNBO production facilities under EU renewable energy directives.]()
Mass Balance Approach in RFNBO Certification: A Technical Guide
![Modern hydrogen electrolyzer plant with digital overlay icons representing ISCC EU and CertifHy certification schemes for RFNBO compliance.]()
RFNBO Certification Schemes: ISCC EU vs CertifHy Comparison
![Isometric diagram of a green hydrogen plant showing wind and solar energy inputs feeding into an electrolyzer for RFNBO compliance tracking.]()
How to Demonstrate RFNBO Compliance in Green Hydrogen Projects
![Modern green hydrogen electrolyzer plant connected to a wind farm for RFNBO compliance verification.]()
RFNBO Compliance Checklist for Green Hydrogen Projects