What is Buffing? | Differences Between Buffing and Polishing (Buffing vs Polishing)

Early in my career, I was supervising the fabrication of a high-purity pharmaceutical piping skid. A junior contractor proudly walked up to me and said the 316L stainless steel spools were “fully buffed.” I ran my finger inside the spool, checked it with a profilometer, and immediately knew we had a problem. The surface was heavily scratched and nowhere near the ASME BPE SF4 standard required.
He had polished the pipe with a 120-grit flap wheel, but he had entirely skipped the actual buffing process. Out on the shop floor, people use the terms buffing and polishing interchangeably all the time. But here is the catch: chemically and mechanically, they are completely different operations. If you get them mixed up on a spec sheet, you risk failing your final inspection, ruining costly base metals, or severely comprising the corrosion resistance of your system. Let me walk you through exactly how I differentiate the two in the field.
Quick Answer: What is the Difference Between Buffing vs Polishing?
Polishing uses fixed abrasives (like belts or flap wheels) to remove metal stock and smooth raw, uneven surfaces. Buffing is the subsequent step that uses loose abrasive compounds applied to soft cloth wheels. Buffing removes microscopic lines left by polishing to produce a bright, highly reflective mirror finish without removing measurable base material.
Key Takeaways
- Polishing is a subtractive process; Buffing is a surface-smoothing process.
- You must always polish a rough surface before you can effectively buff it.
- Buffing utilizes different compounds (like Tripoli or Rouge) depending on whether you are “cutting” or “coloring.”
- Understanding surface speed (SFPM) is critical to preventing burning or warping of the metal during these operations.

Test Your Knowledge: Buffing vs Polishing Flashcards
Before we dive deep into the engineering standards, let’s clear up the most common shop-floor confusions. Tap or hover over the cards to reveal the field-tested answers.
What is the main difference between buffing vs polishing?
Polishing removes metal to smooth a surface. Buffing uses loose abrasives to create a mirror finish without removing metal.
Pro-Tip: Never buff a surface that hasn’t been polished past 320-grit first.
What exactly does “cut buffing” do?
It is the first buffing stage. It removes the fine scratches left by polishing using a coarse compound and a stiff wheel.
Pro-Tip: I always use a treated sisal wheel for the cut stage to hold heavy Tripoli compound.
What is “color buffing”?
It is the final step that brings out the true hue and maximum reflectivity of the metal using fine compounds.
Pro-Tip: Switch to a loose, untreated cotton wheel here, otherwise you’ll scratch the final finish.
Is polishing considered a subtractive process?
Yes. Polishing uses fixed abrasives that aggressively shear off base metal to level out pits and mill scale.
Pro-Tip: Watch your wall thickness! Over-polishing can drop a pipe spool below tolerances.
What buffing compound should I use for stainless steel?
You should use a green rouge or white aluminum oxide compound specifically formulated for hard metals.
Pro-Tip: Never use red rouge on stainless; it contains iron oxide and will cause rust spots.
What is the ideal surface speed (SFPM) for buffing?
Most metals buff best when the wheel operates between 5,000 and 8,000 Surface Feet Per Minute.
Pro-Tip: Run too slow and the compound drags. Run too fast and you risk burning the metal.
Do I need a different wheel for each buffing compound?
Absolutely. Mixing compounds on the same wheel cross-contaminates the abrasives and ruins the finish.
Pro-Tip: I use a sharpie to write the exact compound name on the side of every wheel.
What kind of wheel is best for rough polishing?
Abrasive flap wheels or tight spiral-sewn cloth wheels with a coarse grit (like 80 or 120) are best.
Pro-Tip: Flap wheels are my go-to for inside pipe diameters because they conform to the radius.
Can I skip polishing and go straight to buffing?
No. Buffing compounds are too fine to level out raw mill scale, deep scratches, or weld seams.
Pro-Tip: I’ve seen guys try this to save time; they just end up with shiny scratches that fail QA.
How do you clean a buffing wheel loaded with old compound?
You use a wheel rake pressed against the spinning wheel to break up the hard, glazed compound.
Pro-Tip: Rake frequently. A glazed wheel creates excess friction and can warp thin-walled parts.
What does Tripoli compound do?
Tripoli is a coarse, general-purpose buffing compound used primarily in the cut buffing stage for non-ferrous metals.
Pro-Tip: While great for aluminum, keep it away from your high-purity stainless steel pharma jobs.
How is surface finish measured after buffing?
It is measured using a profilometer to determine the Ra (Roughness Average) value in micro-inches.
Pro-Tip: Always calibrate your profilometer on a test block before signing off on a sanitary spool.
Engineering Knowledge Check
1. You are preparing a carbon steel pump casing for a coating. The inspector wants casting pits removed. Which process should you perform FIRST?
2. According to ASME BPE standards, what is the primary purpose of applying a buffing process to sanitary 316L piping?
3. Which wheel type is typically used during the “Cut Buffing” stage?
4. What is the danger of using “Red Rouge” buffing compound on a 304 Stainless Steel pressure vessel?
Field Case Study: Atul Singla
The Bioreactor Reject: Fixing a Failed Surface Finish Inspection
When I was working on a major biopharma facility expansion a few years ago, we hit a massive roadblock during the final mechanical completion phase. The client’s third-party QA inspector rejected an entire skid of custom 316L stainless steel bioreactor manifolds. The drawing specified an ASME BPE SF4 finish (15 µ-in Ra maximum, mechanically polished).

The fabrication shop insisted they had “buffed it all day.” I flew out to the shop, took out my profilometer, and pulled readings. The internal surfaces were clocking in at 25 to 30 µ-in Ra. Looking closely with a flashlight, I could see distinct, uniform directional scratches.
I pulled the shop foreman aside and asked to see their tooling. The problem was immediately obvious. They had polished the internal diameters with 240-grit flap wheels. Then, to save time, they tried to jump straight to a loose cotton wheel with a fine green rouge compound for the final buffing stage.
I had to explain the core difference between buffing vs polishing right then and there. The green rouge compound was way too fine to iron out the deep scratches left by a 240-grit wheel. You cannot skip steps.
- Step 1 (Polishing): We went back and re-polished the IDs, stepping up to a 320-grit flap wheel to reduce the depth of the initial scratches.
- Step 2 (Cut Buffing): We introduced a tightly sewn spiral wheel loaded with a coarse, aggressive cut compound meant for stainless steel. This effectively erased the 320-grit lines.
- Step 3 (Color Buffing): Finally, we went back to the loose cotton wheel with the green rouge.
Result? The next morning, the profilometer read a flawless 12 µ-in Ra. The skid passed inspection. The lesson is simple: Buffing is a magic eraser, but only if you have polished the surface properly first.
What Exactly is Buffing in Metal Finishing?
I see engineers write “buff to a mirror finish” on isometric drawings all the time, completely misunderstanding the physical mechanics of the operation. Buffing is not a metal removal process. It is a surface smoothing and blending operation.
When we buff a metal surface—whether it is an aluminum heat sink or a sanitary stainless steel pipe fitting—we are using a soft cloth wheel (usually cotton or sisal) coated in a very fine, loose abrasive compound. The friction and heat generated by the spinning wheel melt the micro-peaks of the metal surface and smear them into the micro-valleys. We are not grinding the base metal away; we are essentially ironing it flat at a microscopic level.
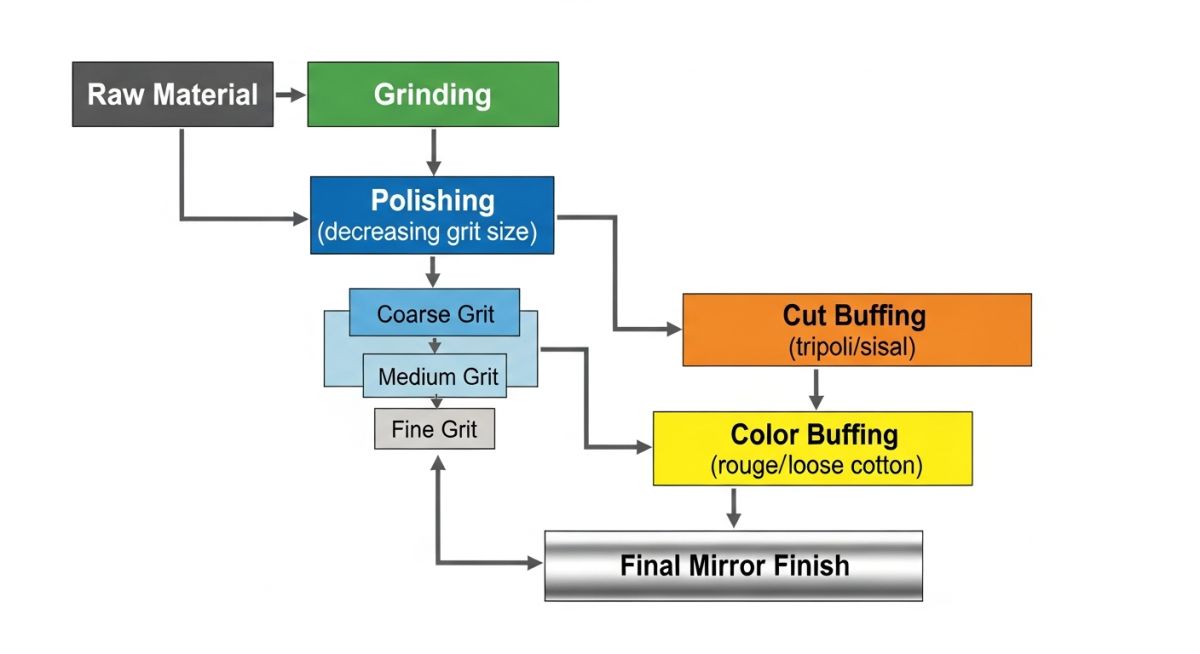
The Buffing Process: Cut Buffing vs Finish Buffing
In the field, we actually do this in two distinct stages. You cannot just grab a rag wheel, slap some compound on it, and expect an ASME BPE compliant finish. The process is broken down into “cutting” and “coloring.”
1. Cut Buffing (The Heavy Lifting)
Cut buffing is the aggressive first step. We use a stiffer wheel—usually a tightly spiral-sewn cotton or a treated sisal wheel. The compound here is coarser, like a brown Tripoli. The goal is to aggressively rub out the fine directional scratch lines left behind by the final grit of the polishing stage (usually a 320 or 400 grit).
2. Color Buffing (The Final Mirror Finish)
Once the scratch lines are gone, the metal looks smooth but slightly cloudy. This is where color buffing comes in. We swap the tool out for a loose, un-sewn cotton wheel. We apply a much finer compound, like a jeweler’s rouge or white aluminum oxide. The loose wheel conforms perfectly to the geometry of the part, wiping away the cloudy haze and bringing out the metal’s true “color” and maximum reflectivity.
Complete Course on Piping Engineering
Stop guessing about surface finishes, material selection, and ASME codes. Master industrial piping design directly from my years of hands-on field experience.
Enroll in the Full Course NowWhat is Polishing? (And How It Sets Up Buffing)
You cannot buff a rough piece of metal. If you take a raw steel casting and push it into a buffing wheel, you will just end up with a shiny, pitted piece of garbage. You have to polish it first.
Polishing is a strictly subtractive process. We use fixed abrasives—like aluminum oxide belts, flap wheels, or abrasive discs—to violently shear off the top layer of the base metal. The objective here is to remove deep pits, mill scale, weld spatter, and deep scratches. We usually start with a coarse grit (like 60 or 80) and step our way up (120, 240, 320) until the surface is uniform enough to hand over to the buffing wheel.
Core Differences Between Buffing and Polishing (Buffing vs Polishing Comparison)
When I train new QA inspectors, I make them memorize the table below. The distinction between buffing vs polishing is critical when verifying compliance with API standards for pump casings or ISO standards for structural finish.
| Feature | Polishing | Buffing |
|---|---|---|
| Primary Objective | Remove base metal to level surface defects (pits, scale). | Smooth and blend micro-scratches for high reflectivity. |
| Process Type | Subtractive (Removes stock). | Smoothing/Ironing (Minimal to no stock removal). |
| Abrasive Medium | Fixed abrasives (belts, flap wheels, discs). | Loose abrasive compounds (tripoli, rouge). |
| Tool Material | Rigid backing (resin-bonded cloth/paper). | Soft backing (cotton cloth, sisal, felt). |
| Visual Result | Brushed, uniform directional lines (matte to satin). | Bright, highly reflective mirror finish. |
Buffing Wheels and Compounds We Use on the Shop Floor
Matching the right wheel and compound to the base metal is where the real skill lies. Here is a quick cheat sheet based on my field experience:
- Aluminum & Brass: I start with a spiral-sewn wheel and Brown Tripoli compound for the cut. Then, I finish with a loose cotton wheel and White Rouge for color buffing.
- Stainless Steel (304/316L): Stainless is hard. I use an aggressively treated sisal wheel with a Black Emery or heavily abrasive compound to cut the 320-grit polish lines. For the final ASME mirror finish, I use a loose wheel with Green Rouge (Chromium Oxide). Never use Red Rouge on stainless; the iron oxide will cause rust.
- Plastics & Acrylics: Extreme care is needed to avoid melting. Use very soft, un-sewn muslin wheels at low speeds with Blue or specialized plastic compounds.
Calculating Surface Speed (SFPM) for Buffing vs Polishing
You can have the right wheel and the right compound, but if your Surface Feet Per Minute (SFPM) is wrong, the job will fail. Polishing usually requires higher speeds to cut efficiently. Buffing relies on specific speed windows; if you run a buffing wheel too slow, the compound won’t melt and will just drag across the part. Run it too fast, and you will burn the metal or warp thin-walled piping.
For most hard metals, the buffing sweet spot is between 5,000 and 8,000 SFPM. Use the calculator below to ensure your motor RPM and wheel diameter match your target SFPM.
SFPM Calculator for Buffing Wheels
Resulting Surface Feet Per Minute
Warning: Speed is too high for general buffing. Risk of burning metal.
Industrial Applications of the Buffing and Polishing Process
Why do we spend so much money and man-hours on these processes? In my line of work, it is rarely just to make things look pretty.
1. Pharmaceutical and Food Grade Piping (ASME BPE): This is the most critical application I handle. Buffing drops the surface roughness (Ra) down to 15 micro-inches or less. This eliminates microscopic crevices where bacteria can anchor and grow, ensuring the system can be effectively sterilized (CIP/SIP).
2. High-Performance Coating Preparation: When preparing carbon steel tanks for heavy epoxy coatings, we rely heavily on the polishing stage. We need to create a specific mechanical anchor profile so the paint adheres, but we intentionally skip the buffing stage because paint will not stick to a mirror finish.
3. Medical Implants: Joints and orthopedic implants must be polished and color-buffed to flawless perfection to prevent friction and tissue rejection inside the human body.

Atul Singla
Piping Engineering Expert
I have spent my career designing, inspecting, and troubleshooting industrial piping systems across the globe. My mission is to bridge the gap between academic theory and actual shop-floor execution. Whether you are dealing with ASME codes, material selection, or surface finishing, I share exactly what works in the field. Let's connect and build your engineering authority.
References and Official Standards
To ensure your surface finishing operations meet international codes, consult the official standards governing mechanical surface finishes:
📚 Recommended Resources: Piping Field
Read these Guides
🎓 Advanced Training



Related posts:
![Split view of liquid pipeline terminal and gas compressor station representing ASME B31.4 vs B31.8 design standards.]()
B31.4 vs B31.8: Comparing ASME Pipeline Design Standards
![3D engineering visualization showing primary gravity loads on pipe supports versus secondary thermal expansion loads in a process plant.]()
Primary vs Secondary Loads in Piping Systems: Engineering Design Guide
![3D cross-section of a steel pipe undergoing mechanical stress and material strain analysis for industrial piping design.]()
Stress or Strain: Which Comes First in Piping Design?
![Technical diagram of the RFNBO-based sustainable aviation fuel production process for ReFuelEU Aviation compliance.]()
ReFuelEU Aviation and RFNBO-Based Sustainable Aviation Fuel Compliance Guide
![Process flow diagram of an e-Methanol plant showing green hydrogen and CO2 capture inputs meeting RFNBO compliance standards.]()
RFNBO Requirements for e-Methanol Projects: A Technical Compliance Guide
![Technical diagram of a mass balance accounting system for RFNBO production facilities under EU renewable energy directives.]()
Mass Balance Approach in RFNBO Certification: A Technical Guide