
What is Petroleum Coke? Its Types, Applications, and Differences
In my 20-plus years of designing piping systems and process equipment for heavy oil refineries, I have spent countless hours dealing with the aftermath of delayed coking units (DCUs). Petroleum coke, or petcoke as we call it in the field, is not just a simple byproduct; it is a highly abrasive, carbon-dense material that presents unique engineering challenges. When heavy crude oil is heated to over 480 degrees Celsius, the volatile fractions vaporize, leaving behind a solid, rock-like carbon residue. Managing the transport, cooling, and processing of this material requires a deep understanding of its physical properties and chemical behavior.
From a process engineering perspective, petcoke represents both an economic opportunity and a mechanical headache. It is highly valued in industries like cement manufacturing and power generation due to its high calorific value, which often exceeds 8,000 kcal/kg. However, its high sulfur and heavy metal content (such as vanadium and nickel) requires strict environmental controls. In this guide, I will break down the technical nuances of petcoke, its various grades, and how it compares to traditional thermal coal.
Key Engineering Takeaways:
- Understand the critical differences between fuel-grade green petcoke and high-purity calcined petcoke (CPC) for material selection.
- Learn how to calculate the theoretical air requirements for petcoke combustion to optimize burner designs.
- Identify the primary piping wear mechanisms associated with pneumatic conveying of abrasive petcoke particles.
Understanding Petroleum Coke Production and Chemical Classifications
Petroleum Coke Classifications represent the distinct physical and chemical grades of carbon residues produced via thermal cracking, ranging from highly porous green petcoke to dense calcined carbon. These grades are strictly governed by ASTM D5056 and ASTM D5709 standards to determine their suitability for combustion or metallurgical applications.
The production of petroleum coke begins at the bottom of the refinery barrel. Vacuum residue—the heaviest fraction from the vacuum distillation unit—is routed to the delayed coking unit. Here, the feed is rapidly heated in a furnace and charged into large coke drums. Under high temperatures (480 to 515 degrees Celsius) and moderate pressures (15 to 90 psig), thermal cracking occurs. The volatile hydrocarbons flash off to be fractionated into gas oils and lighter products, while the remaining heavy carbon molecules polymerize into solid petroleum coke.
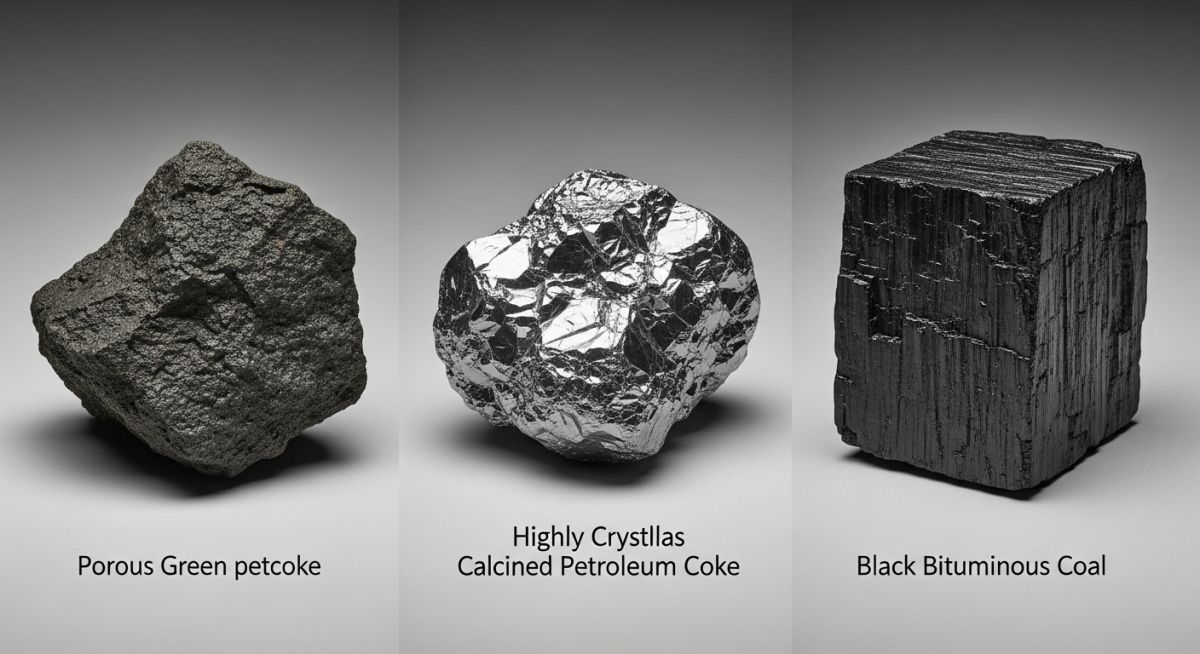
Once the drum is filled, the solid coke must be cut out using high-pressure water jets (operating at up to 4,000 psig). This raw, uncalcined material is known as “green petcoke.” Depending on the feed quality and operating parameters, green petcoke exhibits three distinct physical structures:
- Sponge Coke: Named for its porous, sponge-like appearance. It is the most common form and is primarily used as fuel or, if low in sulfur and metals, sent for calcining.
- Shot Coke: Formed as small, hard spheres (resembling BB pellets). This structure occurs when processing highly asphaltic feeds under high temperatures and low pressures. It is highly abrasive and difficult to grind, making it a challenging fuel source.
- Needle Coke: A highly crystalline, anisotropic coke produced from low-sulfur, low-asphaltene aromatic feeds. It is highly prized for manufacturing graphite electrodes used in electric arc steel furnaces.
Combustion Chemistry and Air Calculations
When designing combustion systems for fuel-grade petcoke, engineers must account for its high carbon density and low volatile matter. To illustrate this, let us perform a theoretical combustion air calculation for a typical batch of fuel-grade petcoke.
Assume the elemental mass composition of the petcoke is as follows:
- Carbon (C) = 88.0%
- Hydrogen (H) = 4.0%
- Sulfur (S) = 3.0%
- Oxygen (O) = 1.0%
- Nitrogen (N) = 1.0%
- Ash = 3.0%
To calculate the theoretical oxygen required per kilogram of petcoke, we use the standard stoichiometric mass balance equations:
Where:
– 2.667 is the mass of O2 required to burn 1 kg of Carbon to CO2 (32/12)
– 8.0 is the mass of O2 required to burn 1 kg of Hydrogen to H2O (16/2)
– 1.0 is the mass of O2 required to burn 1 kg of Sulfur to SO2 (32/32)
– O is the oxygen already present in the fuel
Substituting our values into the equation:
Theoretical O2 = 2.347 + 0.320 + 0.030 – 0.010 = 2.687 kg of O2 per kg of petcoke
Since dry air contains approximately 23.2% oxygen by weight, we can calculate the theoretical dry air requirement:
In actual industrial boiler operations, we must provide excess air (typically 15% to 20% for pulverized petcoke burners) to ensure complete combustion and prevent carbon monoxide formation. This brings the actual air requirement to approximately 13.3 to 13.9 kg of air per kg of fuel.
High-velocity pneumatic transport of petroleum coke causes severe erosive wear on piping elbows. In my experience, standard carbon steel elbows fail within months; you must specify ceramic-lined fittings, induction-hardened pipe, or concrete-backed wear wraps complying with ASME B31.3 process piping guidelines.
The table below outlines the typical physical and chemical properties of different petcoke grades compared to standard thermal coal. These values are critical for process engineers when designing fuel handling systems, burners, and emissions control equipment.
| Property | Sponge Coke (Green) | Shot Coke (Green) | Needle Coke (Green) | Calcined Petcoke (CPC) |
|---|---|---|---|---|
| Fixed Carbon (%) | 80.0 – 88.0 | 85.0 – 90.0 | 92.0 – 95.0 | 97.0 – 99.5 |
| Volatile Matter (%) | 8.0 – 15.0 | 6.0 – 10.0 | 4.0 – 7.0 | 0.1 – 0.5 |
| Sulfur Content (%) | 1.5 – 6.0 | 3.5 – 8.0 | 0.2 – 0.8 | 1.0 – 3.5 |
| Ash Content (%) | 0.2 – 1.0 | 0.5 – 1.5 | 0.1 – 0.3 | 0.1 – 0.4 |
| Calorific Value (kcal/kg) | 7,800 – 8,500 | 7,500 – 8,200 | 8,200 – 8,700 | 8,000 – 8,400 |
| Hardgrove Grindability Index (HGI) | 60 – 80 | 35 – 50 | 70 – 90 | 30 – 40 |
This matrix maps specific industrial applications to their corresponding petcoke grades, referencing the governing standards and recommended piping materials for handling.
| Material Entity | Primary Standard | Key Physical Parameter | Industrial Application | Piping/Handling Material |
|---|---|---|---|---|
| Fuel Grade Petcoke | ASTM D5709 | High Sulfur, High Calorific Value | Cement Kilns, Power Plants | Carbon Steel with Wear-Resistant Liners |
| Calcined Petcoke (CPC) | ASTM D5056 | Low Volatiles, High Fixed Carbon | Aluminum Anodes, Titanium Dioxide | Stainless Steel 304/316 for High Purity |
| Needle Coke | ASTM Petroleum Standards | Low Coefficient of Thermal Expansion | Graphite Electrodes for Steel Arc Furnaces | Pneumatic Conveying with Ceramic Elbows |
| Bituminous Coal | ASTM D388 | High Volatiles, Moderate Ash | Electricity Generation, Steelmaking | Standard Carbon Steel (Sch 40/80) |
Site Verification Protocols for Petroleum Coke Handling
Petcoke Site Verification is the systematic inspection of storage, conveying, and safety systems to prevent dust explosions and structural failures. These protocols are aligned with NFPA 652 and OSHA 1910 standards to ensure safe handling of combustible industrial solids.
When conducting a site walkdown or commissioning a new petcoke handling facility, I always use a structured checklist. Petcoke dust is highly combustible and extremely abrasive. Neglecting these checks can lead to catastrophic dust explosions or rapid equipment wear.
Engineering Checklist:
-
Dust Mitigation & Suppression: Verify that water spray systems or dry fogging systems are operational at all conveyor transfer points to comply with NFPA 652.
-
Piping Elbow Geometry: Ensure all pneumatic conveying lines utilize long-radius elbows (minimum 5D or 10D radius) or target tees to minimize erosive wear.
-
Electrical Area Classification: Confirm that all electrical equipment within 15 meters of petcoke storage or handling is rated for Class II, Division 1 or 2, Group F hazardous locations.
-
Grounding and Bonding: Inspect all metallic piping, silos, and structural steel to ensure continuous electrical grounding to prevent static charge buildup.
-
Silo Venting & Explosion Relief: Verify that storage silos are equipped with properly sized explosion venting panels designed in accordance with NFPA 68.
Field Case Study: Real-World Application
At a major Gulf Coast refinery, the 8-inch blowdown line handling high-temperature petcoke slurry experienced repeated wall-thinning and pinhole leaks at the 90-degree elbows. The operating temperature was 450 degrees Celsius, and the abrasive nature of the shot coke particles eroded standard Schedule 80 carbon steel piping within 180 days, risking catastrophic hydrocarbon release.
As the lead piping consultant, I redesigned the piping layout to replace the standard elbows with long-radius (3D) target tees and specified ASTM A217 Grade C12A (9Cr-1Mo-V) alloy steel with a tungsten carbide internal cladding. Additionally, we recalculated the slurry velocity to maintain a non-settling flow of 2.1 meters per second while staying below the erosive threshold of 3.0 meters per second. The redesigned system has operated for over 4 years without a single recorded wall-thinning incident, saving the refinery over 320,000 dollars in unscheduled maintenance shutdowns.
This case highlights the importance of combining proper material selection with fluid dynamics calculations. When dealing with abrasive solids like petroleum coke, simply increasing wall thickness is rarely a long-term solution. You must address the root cause by optimizing flow velocities and utilizing wear-resistant materials.
Frequently Asked Engineering Questions
Key Engineering Questions on Petroleum Coke
Petcoke Engineering FAQs address the critical operational, environmental, and material selection questions encountered during the design and maintenance of petcoke processing facilities. These answers are grounded in ASME B31.3, API 570, and EPA regulations to provide actionable engineering guidance.
What is the primary difference between petroleum coke and coal?
Why is calcined petroleum coke (CPC) preferred over green petcoke for anodes?
What are the environmental challenges of burning fuel-grade petcoke?
How does the Hardgrove Grindability Index (HGI) affect petcoke processing?
What piping materials are recommended for handling petcoke slurries?
How is needle coke utilized in the steel industry?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
