Spiral Welded Pipes: Applications, Manufacturing, and 2026 Standards

Imagine managing a cross-country water transmission project where a traditional longitudinal pipe fails to meet the diameter requirements or exceeds the project budget due to shipping constraints. This is the exact moment project managers turn to the helical seam.
In this deep dive, we bypass basic definitions to explore the high-stress performance of Spiral Welded Pipes. You will gain a technical edge by understanding why the helical weld path is not just a manufacturing quirk, but a calculated engineering advantage for large-scale infrastructure in 2026.
Key Takeaways
- Diameter Versatility: Unlike longitudinal pipes, Spiral Welded Pipes allow for massive diameters (up to 3000mm) produced from relatively narrow steel strips.
- Stress Distribution: The helical seam ensures that internal pressure stresses are distributed across the weld at an angle, reducing the risk of catastrophic crack propagation.
- Economic Efficiency: Significant cost savings in material logistics and production for low-to-medium pressure applications in water and piling.
What are Spiral Welded Pipes?
Spiral Welded Pipes (SSAW) are steel pipes manufactured by forming a hot-rolled steel strip into a helical shape and welding the edges using Submerged Arc Welding. This process allows for large-diameter pipe production from narrow strips, making them ideal for water transmission, structural piling, and low-pressure fluid transport.
Founder’s Technical Insight
“In 20 years of EPC contracting, I have seen engineers over-specify longitudinal pipes where Spiral Welded Pipes would have saved 15% on procurement costs without compromising structural integrity. The secret lies in verifying the SAW flux quality during the double-sided welding phase.”
– Atul Singla
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Knowledge Check: Spiral Welded Pipes
Question 1 of 51. What is the primary manufacturing advantage of Spiral Welded Pipes over Longitudinal ones?
Critical Applications of Spiral Welded Pipes in Modern Infrastructure
In the engineering landscape of 2026, Spiral Welded Pipes have transcended their reputation as mere water conduits. Their unique helical seam construction provides a high strength-to-weight ratio that is indispensable for large-scale civil and industrial projects. Unlike longitudinal pipes, which are limited by the width of the steel plate, the spiral process allows engineers to specify massive diameters necessary for high-volume transport.
One of the most critical sectors utilizing these pipes is Offshore and Marine Engineering. Because the spiral weld acts as a natural reinforcement against hoop stress, these pipes are the primary choice for structural piling in deep-sea ports and bridge foundations. Furthermore, in the energy sector, they are increasingly used for low-to-medium pressure natural gas transmission lines, provided they meet the rigorous American Petroleum Institute (API) standards for weld integrity.
- Municipal Water Systems: Large-diameter mains for urban distribution.
- Structural Piling: Foundation support for skyscrapers and marine piers.
- Industrial Chimneys: Use as structural shells for thermal power plants.
- Agriculture: Extensive irrigation networks requiring cost-effective piping solutions.
The Spiral Welded Pipes Manufacturing Process: Step-by-Step
The manufacturing of Spiral Welded Pipes is a continuous process that transforms a flat steel coil into a finished cylindrical product. This process is technically known as SSAW (Spiral Submerged Arc Welding). The precision of the "forming angle" is what dictates the final diameter of the pipe. A smaller angle relative to the strip direction results in a larger diameter, allowing a single width of steel strip to produce various pipe sizes.
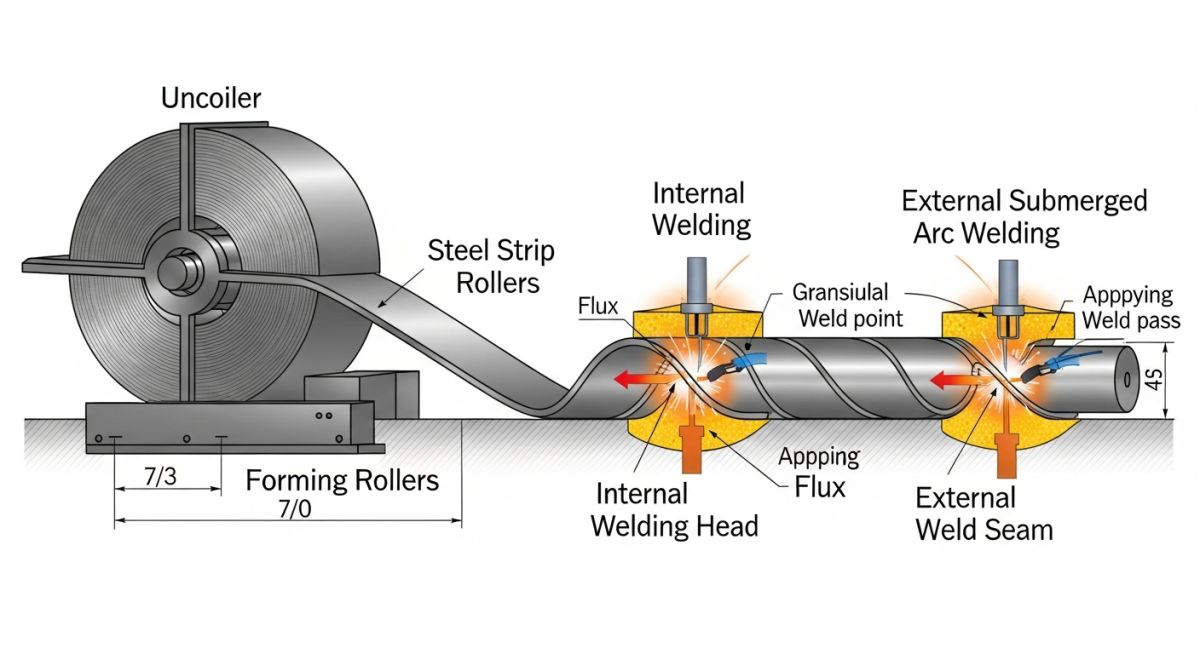
The process begins with Uncoiling and Leveling, where the steel strip is flattened to remove any residual stress from the coil. The edges are then milled to ensure a clean surface for the welding heads. The core of the technology lies in the Double-Sided Submerged Arc Welding stage. Here, the pipe is welded first from the inside and then from the outside. This dual-pass system ensures maximum penetration and eliminates the risk of slag inclusion, which is a common failure point in inferior welding methods.
Professional Surface Treatment for Spiral Welded Pipes
To ensure a service life of 50+ years, Spiral Welded Pipes must undergo rigorous surface preparation before any protective coating is applied. This is not merely for aesthetics; it is a fundamental requirement to prevent localized corrosion at the helical seam.
1. Cleaning & Degreasing
The initial phase involves using organic solvents or alkaline solutions to remove oil, grease, and dust. While cleaning does not remove rust or scale, it is essential for the effectiveness of subsequent chemical treatments.
2. Mechanical Rust Removal Tools
Wire brushes and power grinders are utilized to achieve a "Power Tool Cleaning" grade (such as St 2 or St 3). This step is vital for removing loose scale and weld spatter that could compromise the adherence of epoxy or bitumen coatings.
3. Chemical Pickling Standards
Pickling involves submerging the pipe in an acid bath (usually hydrochloric or sulfuric acid). This process removes the tight mill scale and rust through a chemical reaction. It is often the preferred method for high-spec Spiral Welded Pipes used in corrosive environments, as it reaches every crevice of the helical weld.
4. Abrasive Blasting Protocols
The most advanced treatment is abrasive blasting (sand or shot blasting). This creates a specific "anchor profile" on the steel surface, significantly increasing the mechanical bond between the steel and the anti-corrosion coating. In 2026, Sa 2.5 is the standard cleanliness level required for most oil and gas applications.
Why Engineers Choose Spiral Welded Pipes: Key Advantages
The engineering preference for Spiral Welded Pipes in 2026 stems from their unique geometric properties. Unlike longitudinal pipes where the weld length equals the pipe length, the helical weld is longer, which paradoxically acts as a structural reinforcement. Under internal pressure, the principal stress is resolved into two components: one perpendicular to the weld and one parallel to it. This reduces the actual stress experienced by the weld seam compared to a straight longitudinal seam.
Furthermore, the production flexibility is unmatched. A single production line can manufacture multiple diameters simply by adjusting the forming angle. This "on-demand" diameter capability is vital for bespoke civil engineering projects. According to the American Society of Mechanical Engineers (ASME), the fracture toughness of modern SSAW pipes has improved significantly due to advanced thermo-mechanical controlled processing (TMCP) of the base steel coils.
Technical Limitations and Disadvantages
Despite their versatility, Spiral Welded Pipes have specific limitations. The primary concern is the "weld length." Because the seam is helical, it is significantly longer than a longitudinal seam, increasing the statistical probability of welding defects such as porosity or slag inclusion. Additionally, the geometric tolerances for "out-of-roundness" can be harder to control in spiral manufacturing compared to the UOE (Uing-Oing-Expanding) process used for longitudinal pipes.
Comparative Analysis: Spiral vs. Longitudinal Welded Pipes
Choosing between Spiral (SSAW) and Longitudinal (LSAW) involves balancing cost, pressure requirements, and diameter needs. While LSAW is often preferred for ultra-high-pressure critical gas mains, SSAW dominates in high-diameter, medium-pressure water and structural applications.
| Feature | Spiral Welded (SSAW) | Longitudinal (LSAW) |
|---|---|---|
| Raw Material | Steel Coils (Strips) | Heavy Steel Plates |
| Diameter Range | Very Wide (Up to 3000mm+) | Limited by Plate Width |
| Wall Thickness | Typically up to 25mm | Heavy Wall (Up to 100mm+) |
| Production Cost | Lower (Continuous Process) | Higher (Batch Process) |
| Residual Stress | Higher (due to forming) | Lower (Expanded/UOE) |
Specifications and ASME/API Grade Compliance
Modern Spiral Welded Pipes are governed by stringent international standards to ensure safety. For fluid transport, API 5L (Grades B through X80) is the benchmark. For structural uses, ASTM A252 is commonly cited. In 2026, the focus has shifted toward "Product Specification Level 2" (PSL2), which mandates mandatory non-destructive testing (NDT) and chemical heat analysis for every batch.
Quality Control: Identifying Common Defects
Quality assurance for Spiral Welded Pipes relies heavily on automated Ultrasonic Testing (UT) and X-ray inspection of the helical seam. Common defects to watch for include:
- Undercutting: A groove melted into the base metal adjacent to the weld toe.
- Incomplete Penetration: Where the internal and external SAW beads do not meet in the center of the wall.
- Offset (Mismatch): Misalignment of the strip edges during the forming process.
- Porosity: Gas pockets trapped in the weld metal during solidification.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Spiral Welded Pipe: Weight & Theoretical Burst Pressure Calculator
Note: Calculations are based on 2026 industry standard formulas for Spiral Welded Pipes. Always verify with ASME B31.3 codes.
Engineering Case Study: Marine Structural Piling
Project Overview: Port Expansion 2026
A major port expansion project required the installation of 450 deep-sea foundation piles. The primary challenge was the requirement for a 1420mm diameter with a 20mm wall thickness, capable of withstanding lateral tidal forces and vertical structural loads of the container terminal.
Spiral Welded Pipes were selected over longitudinal alternatives due to a 22% reduction in lead time and a significant cost saving in logistics. By manufacturing the pipes from high-strength steel coils, the project avoided the delays associated with heavy plate procurement.
Technical Decision Factors:
- Weld Geometry: The helical seam provides inherent stiffness against buckling during pile driving.
- Length Versatility: Pipes were produced in 24-meter single joints, reducing the number of field girth welds.
- Compliance: Pipes met ASTM A252 Grade 3 specifications with 100% UT weld inspection.

Outcome & Lessons Learned
The use of SSAW technology allowed for a continuous production flow that matched the pace of the pile-driving rigs. Post-installation sonic integrity tests confirmed that the helical seams maintained 100% structural integrity even after high-energy impact driving into basaltic seabed layers. This project solidified the role of Spiral Welded Pipes as the go-to solution for large-diameter structural requirements in 2026 infrastructure.
Expert Insights: Lessons from 20 Years in the Field
Beware of Grade B Specification Ambiguity
While modern procurement often dual-certifies Grade B with ASTM A106, for high-pressure gas applications using Spiral Welded Pipes, the Mill Test Certificate must confirm the API 5L monogram and PSL level, as standard ASTM grades may not satisfy API's fracture toughness needs.
Field Weldability vs. Strength Bottlenecks
When using X80 and X100 grades for Spiral Welded Pipes, the carbon equivalent (CEq) can be a limiting factor. To enhance field productivity, keep the CEq at or below 0.43 to minimize pre-heating requirements during installation.
Residual Stress Management
For helical seams, manufacturers should employ full-body normalizing or specific weld-seam heat treatment to manage residual stresses, a key contributor to stress corrosion cracking in long-term infrastructure.
References & Standards
The technical data presented in this guide is grounded in the following official 2026 regulatory frameworks:
- API Spec 5L (46th Ed.) Global standard for Line Pipe manufacturing and testing protocols.
- ASME B31.8 (2025 Edition) Mandatory for gas transmission and distribution systems using Spiral Welded Pipes.
- ISO 3183:2019 International standard for petroleum and natural gas pipeline transport systems.
- ASTM A252 Standard The benchmark for welded and seamless steel pipe piles in structural foundations.
Frequently Asked Questions: Spiral Welded Pipes Mastery
What are the main applications of Spiral Welded Pipes in 2026?
How does SSAW differ from LSAW pipe manufacturing?
What surface treatment is best for Spiral Welded Pipes?
Can Spiral Welded Pipes safely transport high-pressure flammable gas?
Why do project managers prefer Spiral Welded Pipes for structural piling?
Is the 'Weld Seam Length' a safety risk in Spiral Welded Pipes?

📚 Recommended Resources: Spiral Welded Pipes
Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





