P-Number, F-Number, and A-Number in Welding: The Definitive ASME IX Guide
Key Takeaways
- P-Numbers group base metals by weldability and chemical traits to reduce the number of required PQRs.
- F-Numbers categorize filler metals based on their usability characteristics and the skill required by the welder.
- A-Numbers define the chemical composition of the deposited weld metal, critical for corrosion and strength integrity.
What are P, F, and A Numbers?
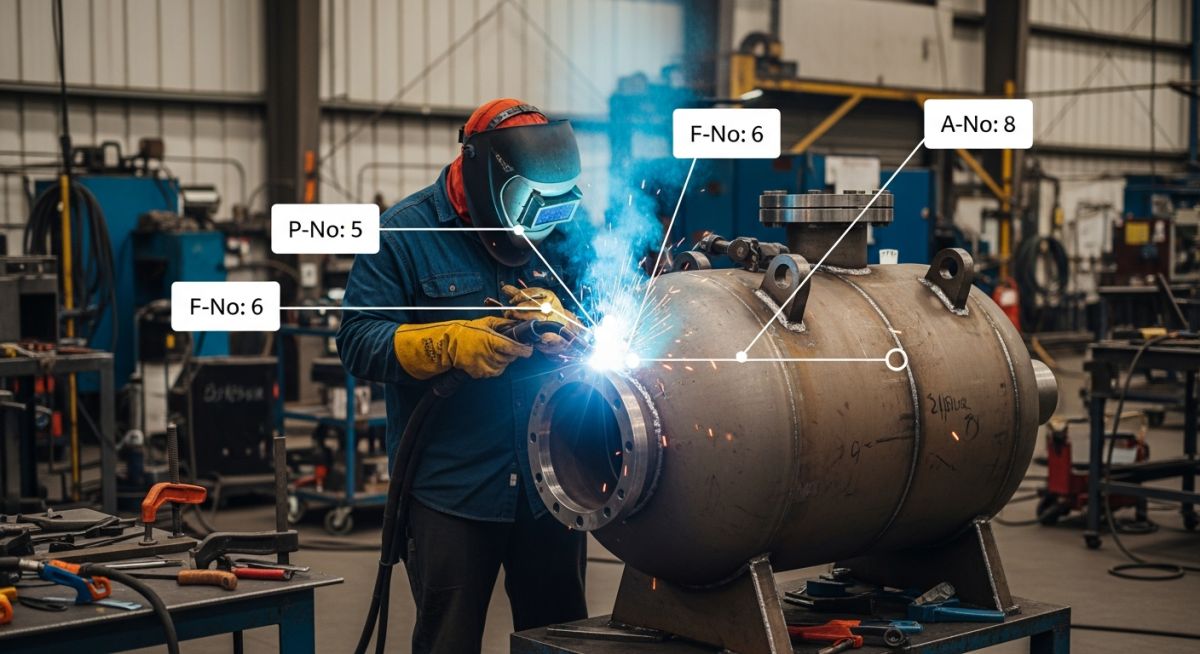
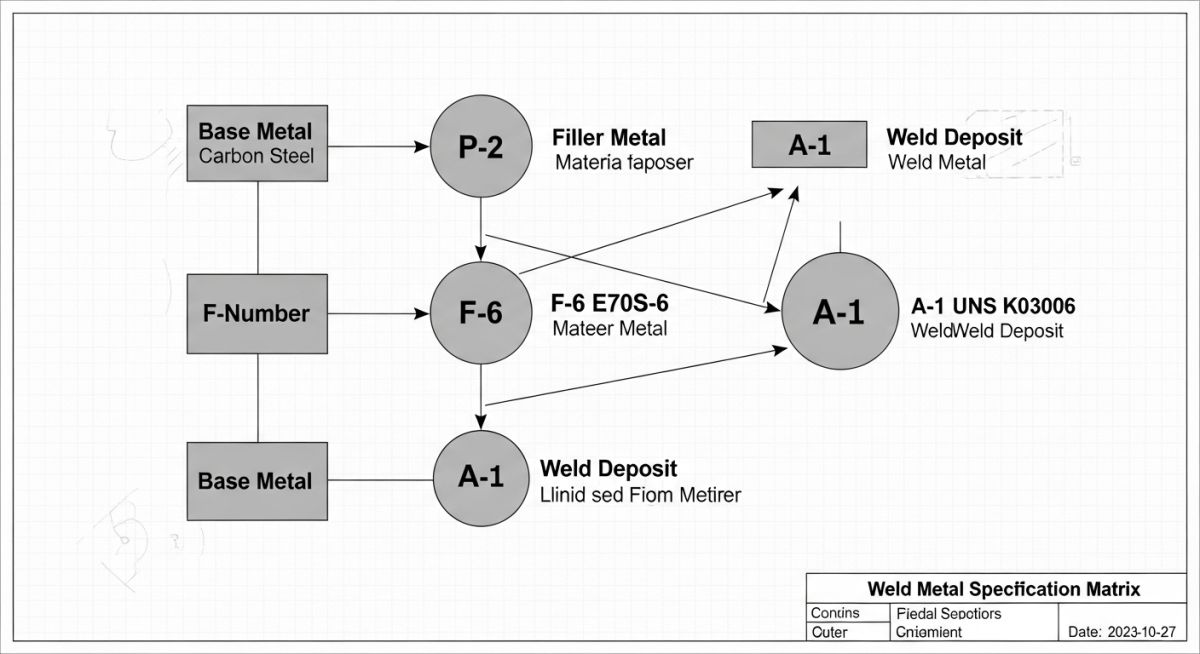
In ASME Section IX, P-Number, F-Number, and A-Number in Welding are alphanumeric designations used to group base metals, filler metals, and weld deposits. These groupings are essential variables that allow a single welding qualification (PQR) to support multiple material combinations, significantly reducing the cost and time of procedure qualification.
“While most engineers focus only on P-Numbers, the real risk often lies in the A-Number. A slight change in filler metal chemistry can shift your deposit out of its qualified A-Number range, potentially invalidating your entire WPS during a third-party audit.”
– Atul Singla, Founder of EPCLand
Table of Contents
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Engineering Knowledge Check: P, F, & A Numbers
Question 1 of 5Which ASME Section IX variable groups base metals to reduce the number of welding procedure qualifications?
Understanding the P-Number, F-Number, and A-Number in Welding Framework
The logic behind P-Number, F-Number, and A-Number in Welding is rooted in engineering economy and safety. In the absence of these groupings, an organization would be forced to qualify a new Welding Procedure Specification (WPS) for every single combination of base metal and filler metal brands. ASME Section IX solves this by categorizing materials with similar metallurgical characteristics. By understanding these variables, engineers can ensure that the essential properties—such as ductility, weldability, and corrosion resistance—remain consistent across a range of qualified materials. This framework is legally mandated for pressure vessel and piping fabrication under the ASME Boiler and Pressure Vessel Code (BPVC) Section IX.
What is the P-Number in Welding? (Base Metal Classification)
The P-Number in Welding is an alphanumeric designation assigned to base metals to reduce the number of welding procedure qualifications required. Materials are grouped based on their weldability, chemical composition, and mechanical properties. For example, carbon steels are typically assigned P-Number 1, while high-alloy stainless steels might fall under P-Number 8. When a procedure is qualified for a specific P-Number, it often covers all other materials within that same group, provided other essential variables remain unchanged.
It is critical to note that while P-Numbers group materials for procedure qualification, they do not imply that base metals are interchangeable from a design or structural standpoint. Engineers must still consult Table QW-422 in ASME Section IX to identify the specific P-Number and Group Number (used for impact testing requirements) for their specific alloy.
What is the F-Number in Welding? (Filler Metal Usability)
The F-Number in Welding is used to group filler metals based on their usability characteristics. This grouping primarily reflects the level of skill required by a welder to produce a sound weld with a specific electrode or rod. For instance, F-Number 4 refers to low-hydrogen electrodes like E7018, which require more sophisticated handling than F-Number 1 heavy-coated electrodes.
The primary goal of the F-Number system is to reduce the number of welder performance qualifications. In many instances, if a welder demonstrates proficiency with a difficult F-Number electrode, they are automatically qualified to weld with "easier" filler metals within a specific hierarchy defined in Table QW-432. This allows for massive flexibility in workforce management during large-scale industrial projects.
What is the A-Number in Welding? (Deposit Chemical Analysis)
The A-Number in Welding is a critical variable that focuses exclusively on the chemical composition of the deposited weld metal. Unlike the F-Number, which looks at how the electrode handles, the A-Number ensures that the final "as-welded" deposit matches the intended metallurgical properties of the joint. This is particularly vital in service environments involving high temperatures or corrosive media. For instance, A-Number 1 signifies a plain carbon steel deposit, while A-Number 8 indicates an austenitic stainless steel deposit.
Engineers determine the A-Number by reviewing the filler metal manufacturer's certificate or by performing a chemical analysis of the test coupon as per ASME Section IX Table QW-442. If the chromium or molybdenum content shifts outside the specified range, the A-Number changes, necessitating a new procedure qualification to ensure the integrity of the P-Number, F-Number, and A-Number in Welding documentation.
Essential Variables: Managing P-Number, F-Number, and A-Number in a WPS
In the world of ASME Section IX, these three variables are classified as "Essential Variables." This means that any change in the P-Number, F-Number, and A-Number in Welding beyond the range qualified in the Procedure Qualification Record (PQR) requires a completely new qualification test. For example, you cannot use a WPS qualified for P-Number 1 (Carbon Steel) to weld P-Number 8 (Stainless Steel) without a new PQR, even if the welding process remains the same. Detailed groupings and specific material assignments can be cross-referenced via the ISO 15614 standards for those working on international or hybrid projects.
Advanced Engineering Comparison: P-Number, F-Number, and A-Number in Welding
| Classification | Focus Area | Governing ASME Table | Primary Purpose |
|---|---|---|---|
| P-Number | Base Metal | QW-422 | Group materials with similar weldability. |
| F-Number | Filler Metal | QW-432 | Group electrodes by usability and welder skill. |
| A-Number | Weld Deposit | QW-442 | Verify chemical composition of the final weld. |
Expert Summary of P-Number, F-Number, and A-Number in Welding
Mastering the P-Number, F-Number, and A-Number in Welding is the cornerstone of effective welding engineering. These variables provide the structural logic that allows ASME codes to be both safe and commercially viable. By correctly leveraging these groupings, you minimize unnecessary testing while maximizing the technical reach of your existing qualifications. Always ensure your WPS and PQR accurately reflect these values to remain compliant with 2026 industry standards.
🧮 Welding Variable Quick-Check Tool (ASME IX)
Select your material and filler attributes to identify the standard P-Number, F-Number, and A-Number in Welding groupings.
Engineering Case Study: Optimizing Qualification Costs
The Challenge
A piping contractor was tasked with welding SA-106 Grade B (Carbon Steel) and SA-333 Grade 6 (Low-Temperature Carbon Steel). Initially, the project manager planned two separate sets of P-Number, F-Number, and A-Number in Welding qualifications, assuming the different material grades required unique Procedure Qualification Records (PQRs).
The Solution
By auditing ASME Section IX Table QW-422, the engineering team identified that both materials are classified as P-Number 1. Furthermore, by selecting an E7018 electrode (F-Number 4), they ensured the A-Number 1 deposit chemistry met the requirements for both base metals.
Key Results & Savings:
- ✔ Cost Reduction: Saved approximately 4,500 USD by eliminating redundant laboratory testing.
- ✔ Timeline Optimization: Shaved 10 days off the mobilization phase by using existing P-Number 1 qualifications.
- ✔ Compliance: Successfully passed a third-party audit confirming the A-Number analysis on the PQR covered the entire range.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Don't miss this video related to P-Number F-Number and A-Number in Welding

Summary: Master Piping Engineering with our complete 125+ hour Certification Course: ......
Expert Insights: Lessons from 20 years in the field
- Watch the Group Numbers: While P-Number, F-Number, and A-Number in Welding are the primary variables, remember that P-Numbers are further divided into Group Numbers. If your project requires impact testing (Charpy V-Notch), a change in Group Number becomes an essential variable even if the P-Number remains the same.
- The A-Number Trap: Many junior engineers assume the A-Number is based on the filler metal trade name. It is actually based on the deposited weld metal analysis. Always verify the "as-welded" chemical composition against Table QW-442, especially when using shielding gases that might cause alloy burnout.
- F-Number Hierarchy: Leverage the flexibility of welder qualification. A welder qualified with an F-Number 4 (E7018) is typically qualified to weld with F-Numbers 1, 2, and 3 without additional testing, providing a significant advantage in resource allocation.
- Unlisted Materials: If a base metal does not have an assigned P-Number in Table QW-422, it is considered an "unassigned metal." You must qualify it specifically; it cannot be covered by a WPS using a standard P-Number qualification.
Frequently Asked Questions
What is the difference between P-Number and Group Number?
Can one WPS cover multiple F-Numbers?
How is the A-Number determined for a WPS?
Does a welder need to re-test if the P-Number changes?
What happens if my material has no P-Number assigned?
Why did ASME Section IX create the F-Number system?
📚 Recommended Resources: P-Number F-Number and A-Number in Welding
Read these Guides



Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





