Pipe Flushing: The Definitive Guide to Criteria, Methods, and Engineering Standards

Imagine completing a multi-million dollar piping installation, only to have a 5-cent piece of welding slag destroy a $2 million centrifugal compressor during the first five minutes of startup. This nightmare scenario happens more often than most project managers care to admit. In the world of industrial commissioning, Pipe Flushing is not just a “rinse and spin” cycle; it is a high-precision engineering operation designed to eliminate internal contaminants that threaten the mechanical integrity of your entire system.
Whether you are handling high-pressure steam lines or delicate lube oil consoles, understanding the specific Pipe Flushing velocities and Reynolds numbers required for “target-clean” results is the only way to safeguard your assets.
Key Takeaways
- Turbulent Flow is Mandatory: Successful Pipe Flushing requires a Reynolds Number (Nre) greater than 4,000 to effectively lift and transport debris.
- Standard Compliance: Lube oil systems must adhere to API 614 standards, while process piping typically follows ASME B31.3.
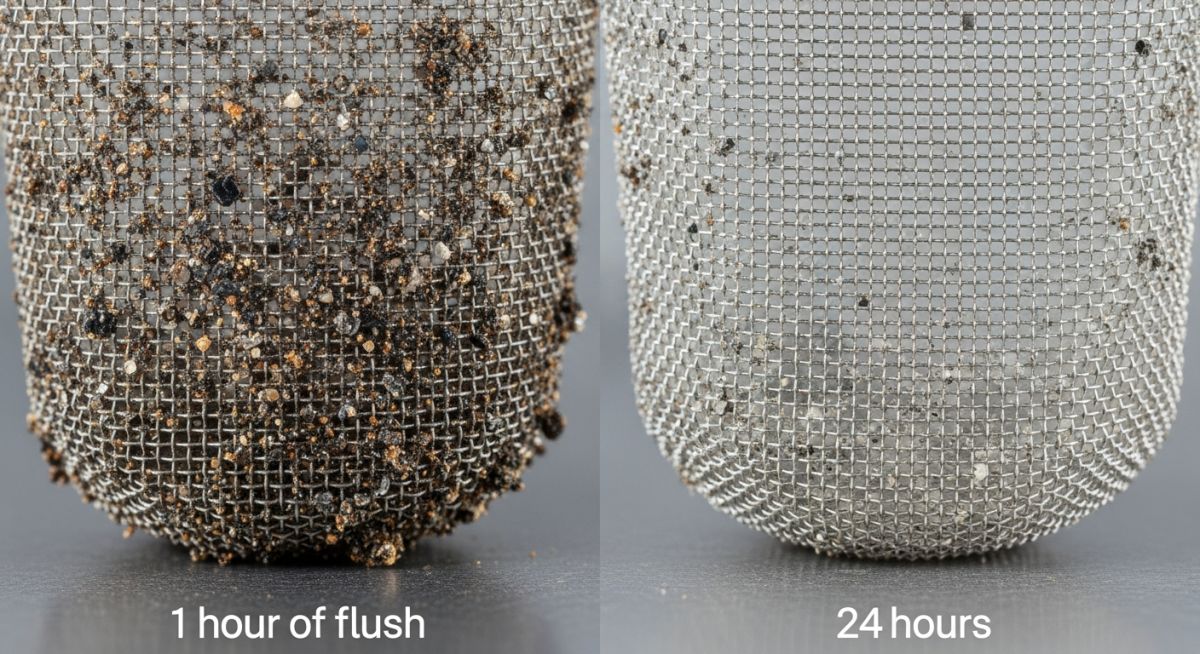
- Validation: Cleanliness is verified using 100-mesh temporary strainers or “target cloth” inspections over a defined duration.
What is Pipe Flushing?
Pipe Flushing is a pre-commissioning cleaning process where a fluid is pumped through piping at high velocities to remove construction debris, scale, and contaminants. To be effective, the flushing fluid must achieve turbulent flow—typically 1.5 to 2 times the operating velocity—ensuring the system meets ISO or NAS cleanliness grades.
Founder’s Insight
“In my 20 years on-site, I’ve seen teams fail because they focused on ‘pressure’ rather than ‘flow.’ You don’t pressure-wash the inside of a pipe; you use kinetic energy to scrub it. If your Reynolds Number isn’t high enough, the debris stays on the bottom of the pipe, no matter how long you run the pump.”
— Atul Singla
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Pipe Flushing Engineering Assessment
Test your knowledge on Reynolds Numbers and Flushing Criteria
What is the minimum Reynolds Number (Nre) required to ensure turbulent flow for effective Pipe Flushing?
Types of Pipe Flushing Methods
Selecting the correct Pipe Flushing method depends entirely on the system’s metallurgy, the nature of the contaminants, and the final cleanliness requirements. Not all pipes can handle the same kinetic energy or chemical exposure. In modern engineering, we categorize these methods into four primary disciplines:
- 1. Water Flushing (Hydro-Flushing) The most common method for utility water, firewater, and general process lines. It utilizes high-volume pumps to drive water at velocities exceeding 3 m/s. While cost-effective, it requires meticulous drying to prevent microbiologically influenced corrosion (MIC) or flash rusting in carbon steel systems.
- 2. Oil Flushing (High Velocity) Critical for turbine lube oil and hydraulic systems. This method involves circulating the system’s actual working fluid (or a sacrificial flushing oil) through external filtration skids. Compliance with ISO 4406 cleanliness codes is typically the benchmark here.
- 3. Chemical Cleaning & Flushing When mill scale or heavy grease is present, hydraulic force alone is insufficient. Acid pickling or alkaline degreasing is used to chemically dissolve contaminants, followed by a neutralization flush. This is standard practice for high-pressure boiler tubes and oxygen-service piping.
- 4. Air/Gas Blowing Used for systems where moisture is a “poison,” such as instrument air lines or gas phase reactors. High-pressure air is suddenly released (pulsed) to create a shockwave that dislodges debris, which is then captured at the open discharge point.
Core Working Principle of Pipe Flushing
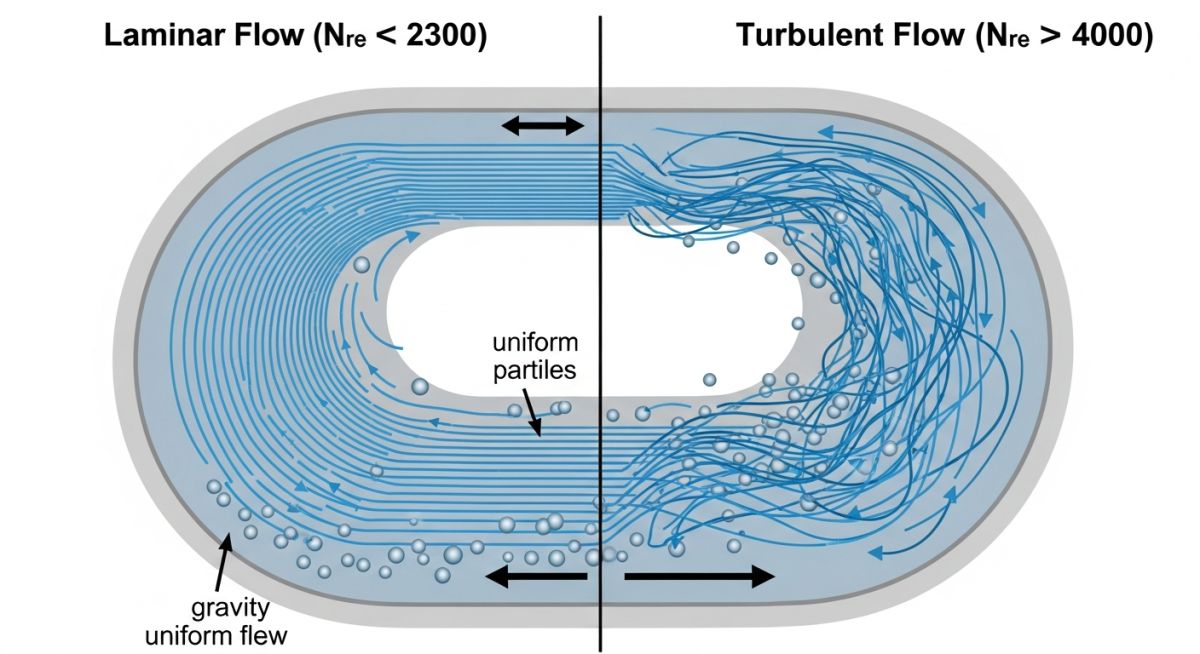
The fundamental science behind Pipe Flushing is the transition from laminar to turbulent flow. In a laminar state, the fluid moves in smooth layers; the fluid at the pipe wall is virtually stationary due to friction. This “boundary layer” protects debris from being moved. To “scrub” the pipe wall, we must achieve Turbulent Flow.
This transition is governed by the Reynolds Number (Nre). For engineering purposes, we target an Nre of at least 4,000, though high-stakes lube oil flushing often targets 10,000 or higher to ensure even the smallest microscopic particles are swept into the filtration stream. The kinetic energy of the fluid must overcome the gravitational and adhesive forces holding debris to the pipe’s internal surface.
Furthermore, the principle of Mass Flow Rate dictates that the flushing medium must be dense enough and fast enough to transport the largest expected particle. This is why we often use a “Target Velocity” that is 1.5 to 2 times the normal operating velocity of the system. If the system is designed to run at 2 m/s, we flush at 4 m/s to ensure a “cleaner-than-operating” environment.
Technical Pipe Flushing Criteria & Velocity Calculations
Engineering a successful Pipe Flushing operation requires more than just a large pump; it requires precise calculation of the minimum flushing velocity. To ensure that debris is not just moved but successfully transported to the filter, we utilize the Reynolds Number (Nre) formula. The goal is to reach a state of high turbulence where the inertial forces significantly outweigh the viscous forces of the fluid.
For critical systems like turbine lube oil consoles, the criteria are governed by Nre = (ρ × v × D) / μ, where:
- ρ (rho): Density of the flushing fluid (kg/m3).
- v: Velocity of the fluid (m/s).
- D: Internal diameter of the pipe (m).
- μ (mu): Dynamic viscosity of the fluid (Pa·s).
Standard engineering practice dictates that for Pipe Flushing to be effective, a target velocity of 1.5 to 2.0 times the normal operating velocity is required. This ensures that the shear stress at the pipe wall is sufficient to dislodge “welding berries” and heavy oxides.
Global Pipe Flushing Standards
Compliance with international standards is non-negotiable for project acceptance. For process piping, ASME B31.3 provides the framework for testing and cleaning, while specialized machinery systems follow more rigorous protocols.
| System Type | Governing Standard | Cleanliness Target | Verification Method |
|---|---|---|---|
| Lube Oil Systems | API 614 / API 610 | ISO 4406 15/13/10 | 100-Mesh Strainer / Particle Count |
| Process Piping | ASME B31.3 | Visual / “Target” Polish | External Inspection |
| Hydraulic Lines | ISO 23369 | NAS 1638 Class 6 | Fluid Sampling & Lab Analysis |
| Steam Lines | ASME B31.1 | No Pitting on Target | Polished Copper/Steel Target |
Basic Pipe Flushing Guidelines for Field Engineering
Executing Pipe Flushing in the field requires a structured step-by-step approach to prevent system damage and ensure the removal of all loose material. The following guidelines are considered industry best practices for commissioning engineers:
- 1. Isolate Sensitive Equipment: Never flush through control valves, flow meters, or bearings. Install temporary bypass “jumpers” to protect high-value components.
- 2. Pulsating & Thermal Cycles: For oil systems, vary the temperature between 40°C and 70°C. The resulting expansion and contraction of the pipework (thermal shock) helps break the bond of internal scale.
- 3. Mechanical Assistance: Use “pneumatic hammers” or manual “tapping” on pipe welds and elbows during the flush. Vibrations assist the fluid in carrying away stubborn welding slag.
Engineering Calculator: Flushing Velocity & Reynolds Number
Verify if your Pipe Flushing parameters achieve the required Turbulent Flow (Nre > 4000).
Note: Water is ~1 cSt at 20°C. Lube oil varies by grade (VG32/46/68).
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Troubleshooting Debris: Lessons from Pipe Flushing Field Reports
Case Study: 48-Hour High-Velocity Lube Oil Flush
Project Profile
A newly installed $4.5M Nitrogen Compressor lube oil system failed to meet the required ISO 14/12 cleanliness grade after three days of continuous circulation. Initial inspections showed “black pepper” contaminants (magnetite) persisting in the header.
Engineering Intervention
The team recalculated the Pipe Flushing velocity and realized the pump was operating in the transition zone (Nre = 2,800). The viscosity was too high because the oil heater was undersized.
The Solution & Result
- Thermal Cycling: Fluid was heated to 75°C (lowering viscosity) and then rapidly cooled to 35°C to dislodge scale.
- External Filtration: A 3-micron absolute-rated kidney-loop filter was introduced.
- Outcome: Cleanliness reached ISO 13/11/08 (Better than OEM spec) within 14 hours of the intervention.
Expert Insights: Lessons from 20 Years in the Field
After overseeing Pipe Flushing operations across dozens of refineries and power plants, several “hidden” technical factors consistently determine the difference between a successful commission and a catastrophic mechanical failure. These insights move beyond the textbook and into the reality of field engineering:
1. The Temperature-Viscosity Paradox
Most field teams focus on increasing pump pressure, but in oil systems, temperature is your greatest lever. By heating the flushing oil to 60°C – 70°C, you lower the dynamic viscosity (μ), which exponentially increases your Reynolds Number. This allows you to achieve the required turbulence (Nre > 4,000) without needing a larger, more expensive pump skid.
2. Stagnant “Dead-Legs” and Branch Lines
The most common cause of Pipe Flushing failure is ignoring “dead-legs” in the piping manifold. Debris trapped in these stagnant branches will eventually migrate into the main stream during long-term operation. Every branch must be individually valved and flushed at full velocity to ensure the entire system meets the target cleanliness.
3. Strategic Temporary Strainer Management
Don’t wait 24 hours for the first inspection. In the initial phase of a Pipe Flushing run, 100-mesh strainers can plug in minutes. Constant monitoring in the first 4 hours prevents pump cavitation and potential damage to temporary filtration skids. If the pressure drop across the strainer increases rapidly, stop and clean immediately to maintain your flow velocity.
4. Mechanical Agitation (Tapping)
Even at high Reynolds numbers, heavy welding slag can remain lodged in elbows. During the flush, use pneumatic vibrators or manual “dead-blow” hammers to tap the pipe exterior near welds and fittings. This mechanical shock helps suspend particles in the turbulent stream for transport to the filter.
References & Engineering Standards
For technical compliance and certified procedural requirements, refer to the following official industry standards and resources:
FAQ: Common Hurdles in Pipe Flushing and Cleaning
What is the standard Pipe Flushing duration for industrial systems? ▾
How do you calculate Pipe Flushing velocity? ▾
What is the difference between Pipe Blowing and Pipe Flushing? ▾
Why does my system still show debris after flushing at design pressure? ▾
Can I flush through control valves if they are fully open? ▾
What is “Thermal Shaking” in oil flushing? ▾
📚 Recommended Resources: Pipe Flushing
Read these Guides

Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





