What is a Stud Bolt? Types, Selection, Materials, and Standards of Stud-Bolt

You are standing on a high-pressure offshore platform during a scheduled turnaround. A single seized Stud Bolt on a critical flange is the only thing standing between a successful restart and a multi-million dollar delay. Selecting the wrong material or thread pitch isn’t just a technical oversight; it is a recipe for catastrophic joint failure.
This guide cuts through the academic jargon to provide a field-ready deep dive into Stud Bolt technology. We will explore the nuances of ASTM standards, material chemistry, and the precise calculations required to ensure your bolted connections remain leak-free under extreme stress.
Key Engineering Takeaways
- Identify the critical differences between continuous, tap-end, and double-end Stud Bolt designs.
- Master the selection process for Stud Bolt materials based on temperature and pressure ratings.
- Implement the latest 2026 ASME B16.5 and ASTM A193/A194 compliance standards for fasteners.
What is a Stud Bolt?
A Stud Bolt is a headless threaded fastener used to join two components, typically piping flanges. Unlike a standard bolt, it consists of a threaded rod where nuts are applied on both ends. This design allows for more uniform torque distribution and easier maintenance in high-pressure industrial applications.
Founder’s Engineering Perspective
“In my 20 years of piping design, I have seen more leaks caused by incorrect Stud Bolt length and material mismatch than by actual gasket failure. Always ensure your stud extends at least two full threads beyond the nut for a safe, code-compliant engagement.”
— Atul Singla
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Stud Bolt Engineering Quiz
Question 1/5According to ASME B16.5, how many threads should typically be visible beyond the nut for a safe Stud Bolt engagement?
What is a Stud Bolt?
In the world of industrial piping and mechanical assembly, a Stud Bolt is a specialized fastener designed for high-integrity joints. Unlike a standard machine bolt with a fixed head, a Stud Bolt is a threaded rod that accepts a nut on both ends. This symmetrical design is critical for flange connections because it allows for uniform tensioning and easier removal during maintenance. In a typical flange assembly, the Stud Bolt passes through the bolt holes of two mating flanges, secured by heavy hex nuts to compress a gasket and create a leak-proof seal.
The engineering advantage of using a Stud Bolt over a headed bolt lies in its load distribution. Because the Stud Bolt is essentially a constant-diameter rod, it eliminates the stress concentration points typically found at the junction of a bolt head and its shank. For engineers following ASME B16.5 standards, the Stud Bolt is the preferred choice for all pressure-rated piping systems.
Primary Types of Stud Bolt Designs
Understanding the specific geometry of a Stud Bolt is essential for proper procurement and installation. There are three primary configurations used in 2026 industrial projects:
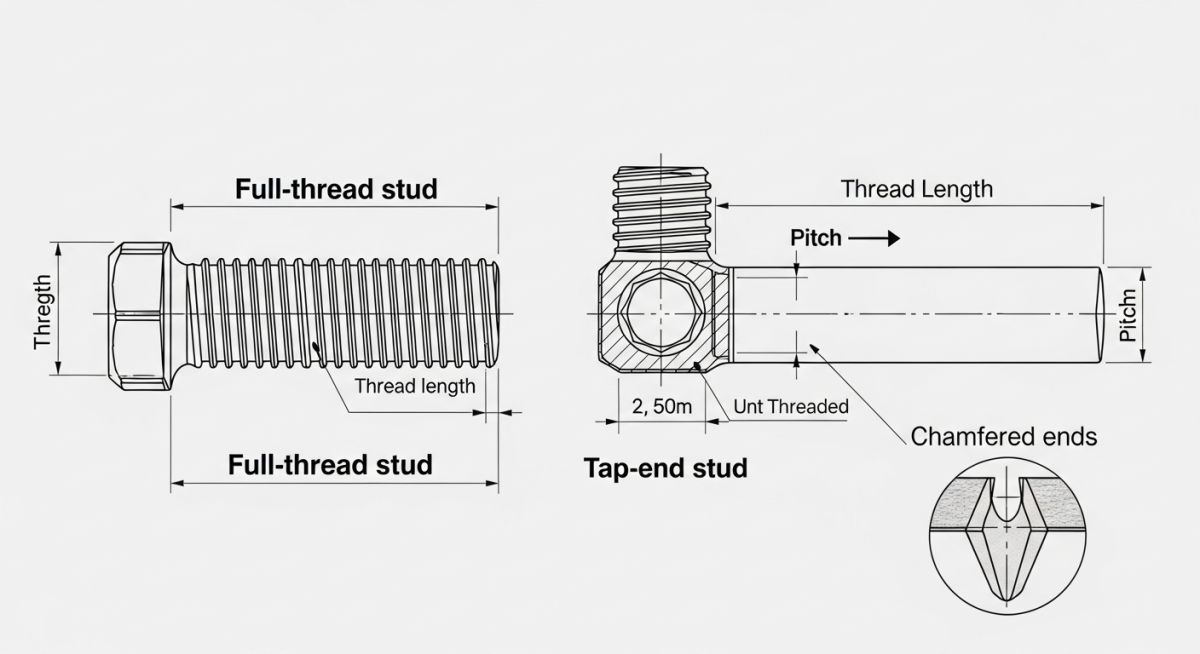
- 1. Continuous Thread Stud Bolt: This is the most common type used for flange bolting. It features threads running the entire length of the rod. It is versatile because it can be cut to custom lengths in the field while maintaining full functionality.
- 2. Tap-End Stud Bolt: Designed with a short threaded end intended to be permanently screwed into a tapped hole in a piece of equipment (like a pump casing), while the longer threaded end accepts a nut.
- 3. Double-End Stud Bolt: Features threads on both ends with a smooth, unthreaded shank in the center. These are often used in automotive or specific mechanical assemblies where the central shank acts as a dowel or guide.
Types of Stud Bolt Threads and Pitch Profiles
The thread profile of a Stud Bolt determines its resistance to vibration and its ease of assembly. Most industrial fasteners utilize the Unified Inch Screw Thread system. For a Stud Bolt with a diameter of 1 inch or smaller, the UNC (Coarse) thread series is standard, providing deep threads that are resistant to stripping.
However, for a Stud Bolt larger than 1 inch in diameter, the 8-UN (8-Thread Series) is the engineering requirement per ASME B1.1. This ensures that regardless of the bolt diameter, the thread pitch remains constant at 8 threads per inch. This consistency is vital for high-pressure applications where finer threads allow for higher tensioning and better torque-to-load conversion.
Critical Stud Bolt Standards (ASME & ASTM)
Standardization is the backbone of fastener safety. A Stud Bolt is governed by two primary organizations: ASME (for dimensions) and ASTM (for material properties).
Dimensional Standards
- ASME B18.31.2: Continuous Thread Studs
- ASME B16.5: Flange Bolting Dimensions
- ASME B1.1: Thread Profiles
Material Standards
- ASTM A193: High-Temperature Service
- ASTM A320: Low-Temperature (Cryogenic) Service
- ASTM A194: Nut Material Specifications
Engineering Stud Bolt Materials for Critical Service
Selecting the correct metallurgical composition for a Stud Bolt is a balance between tensile strength, ductility, and corrosion resistance. The most prevalent specification in the oil, gas, and power industries is ASTM A193. This standard covers alloy and stainless steel bolting materials for high-temperature or high-pressure service. Within this standard, Grade B7—a chromium-molybdenum steel—is the workhorse for temperatures ranging from -20°F to 800°F.
For corrosive or high-temperature environments, engineers often specify ASTM A193 Grade B8 (SS304) or B8M (SS316). It is critical to note that "Class 2" Stud Bolt variants are strain-hardened to achieve significantly higher yield strengths than their "Class 1" counterparts. When working with sub-zero temperatures, such as in LNG processing, ASTM A320 Grade L7 is mandatory, requiring Charpy V-Notch impact testing to ensure the Stud Bolt does not undergo brittle fracture at low temperatures.
Technical Selection of Stud Bolt Materials
The selection of a Stud Bolt must be paired correctly with its nut. According to ASTM A194 standards, the nut should generally have a higher proof load than the bolt to ensure that if a failure occurs, the bolt threads strip rather than the nut fracturing, which is safer for pressure containment.
| Material Grade | Temp Range (°F) | Common Application | Matching Nut (ASTM A194) |
|---|---|---|---|
| ASTM A193 B7 | -20 to 800 | General Piping, Refining | Grade 2H |
| ASTM A193 B16 | Steam Turbines, Boilers | Up to 1100 | Grade 4 or 7 |
| ASTM A320 L7 | -150 to 800 | Low Temp/Cryogenic | Grade 7 or 7M |
| ASTM A193 B8M | -325 to 1500 | Chemical, Offshore | Grade 8M |
Stud Bolt Ends and Length Measurement
Proper length calculation is the difference between a secure joint and a safety violation. For a Stud Bolt used in flange connections, ASME B16.5 defines the length (L) as the distance from first thread to first thread, excluding the chamfered points. Common end finishes include Flat, Chamfered (most common), Round, or Conical. The chamfer facilitates easy nut starting, especially when using pneumatic torque wrenches in tight spaces.
Determining Stud Bolt Size and Dimension
The nominal diameter of a Stud Bolt is determined by the pressure class (150# to 2500#) and the pipe size. In 2026, many EPC firms utilize automated bolting charts to ensure compliance, but the manual formula remains:
Length = (2 × Nut Thickness) + (2 × Gasket Thickness) + (2 × Flange Thickness) + (Minimum 3 Threads).
🧮 Stud Bolt Length Estimator (ASME B16.5)
Use this tool to estimate the required length for a Stud Bolt based on standard flange assembly components.
Note: Calculation assumes two flanges, two nuts, one gasket, and specified extension. Round up to the nearest 1/4" or 5mm per project specs.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Engineering Case Study: Material Failure Analysis
The Cost of "Equivalent" Substitution in Offshore Environments

An offshore gas platform substituted standard ASTM A193 B7 Stud Bolt units for B8M (Stainless) during a repair to save costs on coating.
Within 14 months, the Stud Bolt assemblies showed severe galvanic corrosion and chloride stress cracking in the splash zone.
Replaced with PTFE-coated Stud Bolt B7 grades, providing both the required tensile strength and chemical isolation.
Technical Analysis:
The failure occurred because the project team overlooked the Electrochemical Series. While B8M is "corrosion resistant," it has a significantly different electrical potential than the carbon steel flange. This created a battery effect in the presence of saltwater. Furthermore, the lower yield strength of the SS316 Stud Bolt led to "bolt relaxation" under thermal cycling, resulting in a minor gas leak.
Don't miss this video related to Stud Bolt
Summary: Master Piping Engineering with our complete 125+ hour Certification Course: ......
Expert Insights: Lessons from 20 years in the field
-
●
The Hidden Trap of Yield Strength: Never assume Stud Bolt grades B7 and B7M are interchangeable. The "M" variant has lower hardness and tensile requirements specifically for sour service (H2S), and using it in high-pressure steam can lead to unexpected elongation.
-
●
Lubrication Physics: Torque is a poor proxy for tension. Always use a consistent K-factor (Nut Factor) lubricant. An unlubricated Stud Bolt can lose up to 50% of its intended preload to friction alone, leading to flange leaks during the first thermal cycle.
-
●
Thread Galling Prevention: When using stainless steel Stud Bolt materials (B8/B8M), always specify different hardness levels for the nut and bolt or use an anti-seize compound like nickel-based paste to prevent cold welding during installation.
References & Standards
For precise engineering calculations and compliance, refer to the following official authorities:
Frequently Asked Questions
What is the standard length of a Stud Bolt for piping?
Why are Stud Bolts used instead of Hex Bolts in flanges?
Which ASTM standard covers Stud Bolt materials?
Can I reuse a Stud Bolt after a flange breakout?
What is the difference between a Stud Bolt Grade B7 and B7M?
How does PTFE coating affect Stud Bolt torque?
📚 Recommended Resources: Stud Bolt
Read these Guides
- 📄 Types of Anchor Bolts: Selection, Engineering & Standards 2026
- 📄 Engineering Guide to Through Bolting: Anchor Bolts vs Through Bolts (2026)
- 📄 ASTM A193: The Complete Guide to High-Temperature Bolting Material Grades (2026)
- 📄 ASME PCC-1 Bolt Torque Calculation: Formula, K-Factors & Calculator (2026)
🎓 Advanced Training



Related posts:
![Comparison of raw PTFE material and an industrial PTFE-lined steel pipe flange]()
Teflon vs PTFE: Major Differences in Industrial Piping Applications
![Severe metal galling damage on a stainless steel threaded bolt and nut.]()
What is Metal Galling and How to Prevent It
![Certified welder performing structural welding repair on a heavy steel beam with sparks flying.]()
Mastering Industrial Welding Repair Procedures for Structural Integrity
![A fully assembled industrial pump skid system with stainless steel piping and control panels in a factory.]()
What is an Industrial Pump Skid and Its Key Advantages?
![Side-by-side comparison of an industrial flow meter and a digital flow transmitter installed on a pipeline.]()
Flow Transmitter vs Flow Meter: Key Differences Explained
![Wireless vibration sensor mounted on an industrial electric motor for condition monitoring.]()
What is Vibration Monitoring and Why is it Important?