The Ultimate Guide to Pipe Cold Cutting: Machines, Safety, and ASME Standards

Imagine you are on a live offshore platform. You need to replace a corroded 12-inch hydrocarbon riser, but a single spark could trigger a catastrophic event. Hot work is strictly prohibited, and the production clock is ticking. This is where Pipe Cold Cutting becomes the difference between a safe turnaround and a disaster.
In modern oil, gas, and petrochemical engineering, the ability to sever and bevel piping without introducing heat or ignition sources is a non-negotiable requirement. This guide explores the mechanical precision, equipment types, and rigorous safety protocols that define Pipe Cold Cutting in 2026.
Key Takeaways
- Elimination of the Heat Affected Zone (HAZ) ensures material integrity for high-pressure welding.
- Clamshell and split-frame machines allow for simultaneous cutting and beveling.
- Compliance with ASME B31.3 and API 2201 standards for safe piping modifications.
What is Pipe Cold Cutting?
Pipe Cold Cutting is a mechanical process used to sever or bevel pipes without generating sparks or heat. By using portable lathes, saws, or high-pressure water jets, it removes metal mechanically. This ensures no Heat Affected Zone (HAZ) is created, making it essential for explosive environments and precision welding.
Founder’s Insight
“Throughout my 20 years in EPC projects, I’ve seen that the most overlooked benefit of Pipe Cold Cutting isn’t just safety—it’s the weld prep quality. A cold-cut edge is machined to a mirror finish, significantly reducing the failure rate of subsequent X-ray inspections.”
– Atul Singla
Table of Contents
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Engineering Knowledge Check: Pipe Cold Cutting
1. Why is Pipe Cold Cutting preferred over thermal cutting in hazardous zones?
What is Pipe Cold Cutting and Why is it Critical for Site Safety?
In the high-stakes environment of petrochemical maintenance, Pipe Cold Cutting is defined as the mechanical removal of metal to sever or shape a pipe without creating a spark or a significant temperature rise. Unlike traditional oxy-acetylene or plasma cutting, which rely on localized melting (thermal energy), cold cutting utilizes mechanical force—essentially a specialized lathe process—to peel away layers of metal. This distinction is vital because thermal cutting creates a “Heat Affected Zone” (HAZ), which can alter the grain structure of the steel, potentially leading to stress corrosion cracking or hydrogen embrittlement in high-pressure service.
Safety managers prioritize this method because it eliminates the need for “Hot Work” permits in many “Live” plant scenarios. By using pneumatic or hydraulic drives, the risk of igniting fugitive hydrocarbon vapors is virtually zero. For engineers, the priority is the weld-ready finish; because the pipe isn’t warped by heat, the dimensional tolerances remain within the tight specifications required by the ASME B31.3 Process Piping Standard.
The Science of Sparkless Operation: Why Pipe Cold Cutting Beats Thermal Methods
The physics of Pipe Cold Cutting revolves around the concept of “Chip Formation.” Much like a machinist’s lathe, the cutting tool (or “bit”) is harder than the pipe material. As it rotates around the circumference, it applies localized shear stress. This process generates heat, but the heat is predominantly carried away by the metal chips themselves or controlled via a continuous flow of water-based coolant. This keeps the base metal at a temperature far below the critical transformation point.
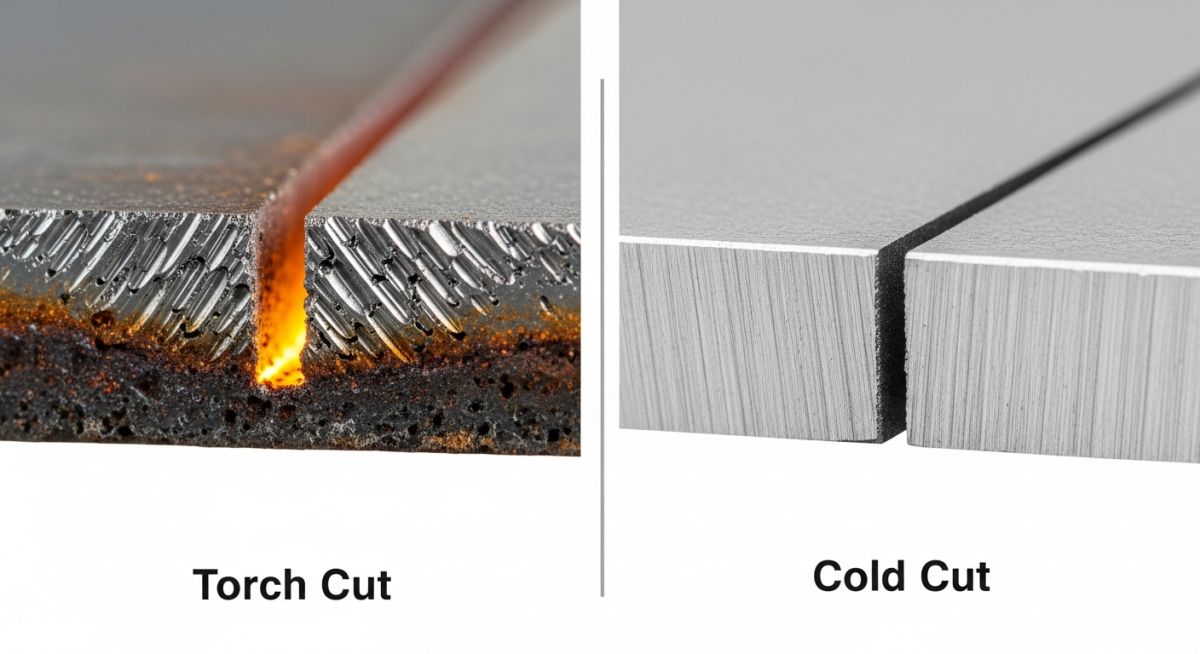
Furthermore, the mechanical stability of the split-frame machines used in Pipe Cold Cutting allows for “Simultaneous Cut and Bevel.” While a thermal torch leaves a jagged, oxidized edge that must be ground down (creating more sparks), a cold cutter produces a perfect 37.5-degree or J-prep bevel in a single pass. This dual-action capability significantly reduces man-hours and ensures that the pipe geometry is perfectly circular, preventing “out-of-round” issues during fit-up.
Key Advantages of Pipe Cold Cutting in Explosive Environments
Operating in a “Zone 1” or “Zone 2” hazardous area requires equipment that is intrinsically safe or follows strict ignition control. Pipe Cold Cutting offers three primary advantages:
- Zero Spark Generation: Essential for refineries where volatile organic compounds (VOCs) may be present in the atmosphere.
- Structural Integrity: By avoiding the HAZ, the metallurgical properties of expensive alloys—like Duplex Stainless Steel or Chrome-Moly—remain untouched, as per API Standards for Refinery Maintenance.
- High Precision: Achieves tolerances within 0.005 inches, ensuring perfect alignment for automated orbital welding systems.
Essential Pipe Cold Cutting Machines: An Engineering Overview
In the field, selecting the right Pipe Cold Cutting equipment depends on pipe diameter, wall thickness, and available clearance. For most midstream and downstream applications, engineers adhere to ASME B31.3 tolerances, which necessitate high-rigidity machines to prevent tool chatter. Pneumatic drives remain the industry standard for portability, while hydraulic systems are deployed for heavy-wall “Schedule 160” or “XXS” piping where torque requirements exceed 1,500 Nm.
The precision of these machines is governed by the tracking system. Modern split-frame lathes utilize a star-wheel feed mechanism that advances the cutting tool by a fixed increment (typically 0.004 to 0.010 inches) per revolution. This controlled “feed rate” is what ensures the Pipe Cold Cutting process remains cool and produces uniform chips rather than dangerous dust.
Primary Types of Pipe Cold Cutting Machines Used in the Field
While the “Clamshell” is the workhorse of the industry, other specialized tools are utilized based on the specific constraints of the project. For instance, when working on a tie-in where the pipe is already fixed at both ends, a split-frame is mandatory. However, for shop environments or large-scale decommissioning, alternative Pipe Cold Cutting methods are often more efficient.
| Machine Type | Best Use Case | Power Source | Advantage |
|---|---|---|---|
| Split-Frame (Clamshell) | In-line cutting/beveling | Pneumatic/Hydraulic | Simultaneous cut & bevel |
| Diamond Wire Saw | Subsea/Large Diameter | Hydraulic | Low clearance required |
| Abrasive Water Jet | Hazardous/Explosive Tank | Ultra-High Pressure | Zero mechanical stress |
| Reciprocating Saw | Small bore/Utility lines | Electric/Pneumatic | Rapid setup, light weight |
Step-by-Step Pipe Cold Cutting Procedure for High-Pressure Lines
A standard operating procedure (SOP) for Pipe Cold Cutting must align with ISO 9001 quality management and site-specific safety protocols. The process typically follows these critical steps:
- Site Verification: Ultrasonic thickness (UT) testing to confirm pipe wall integrity before clamping.
- Machine Mounting: The split-frame is “squared” to the pipe axis to ensure a perpendicular cut.
- Tool Bit Alignment: Positioning the severance and beveling bits according to the required weld gap.
- The Cutting Phase: Engaging the drive motor and monitoring chip color—blue chips indicate too much heat/speed.
- Final Inspection: Using a bevel gauge to verify the angle (e.g., 30° or 37.5°) matches the WPS (Welding Procedure Specification).
Pipe Cold Cutting: Estimated Cutting Time Calculator
Estimate the duration for a standard Clamshell machine to complete a severance and bevel based on pipe parameters.
Estimated Machining Time
Note: Includes 15% allowance for tool cooling and chip clearance. Excludes setup/rigging time.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Field Application: Subsea Riser Decommissioning

The Challenge
An offshore operator needed to remove a 36-inch hydrocarbon riser section located at a depth of 45 meters. The presence of residual gas pockets made traditional thermal cutting impossible. Furthermore, the pipe was encrusted with 4 inches of marine growth, and the clearance between the riser and the primary jacket leg was less than 12 inches, ruling out standard large-diameter Clamshell cutters.
The Pipe Cold Cutting Strategy
The engineering team deployed a custom-engineered Hydraulic Diamond Wire Saw. This Pipe Cold Cutting method was selected because the wire loop can be fed through extremely tight gaps where a rotating lathe cannot fit. The hydraulic power unit (HPU) remained on the surface vessel, providing spark-free mechanical energy to the submerged saw.
Technical Outcome:
- Execution Time: Total cut time of 145 minutes for 36″ OD, 1.5″ WT pipe.
- Safety: Zero gas ignition risk; monitored via ROV throughout the process.
- Finish: Achieved a clean, square cut surface ready for subsea connector installation without further machining.
Don’t miss this video related to Cold Cutting

Summary: Cold cutting can be defined as a material cutting procedure without using flame or heat, and without producing any spark….
Expert Insights: Lessons from 20 years in the field
Drawing from decades of onsite execution, these high-level technical nuances often dictate the success of a Pipe Cold Cutting campaign:
- Chip Morphology Monitoring: Always watch the shape and color of the metal shavings. Stringy, silver chips indicate optimal feed rates, while blue or purple “discoloration” indicates excessive friction heat, requiring immediate adjustment of the lubricant flow or RPM.
- The “Out-of-Round” Factor: On large diameter pipes (over 24 inches), pipes are rarely perfectly circular. Using a “Tracking Tool Slide” that follows the pipe’s actual contour is essential to maintain a consistent bevel depth and prevent tool breakage.
- Pneumatic Icing: In humid environments, the high air consumption of Pipe Cold Cutting motors can cause the exhaust ports to freeze. Ensure your air supply includes an inline lubricator/dryer to prevent stalls mid-cut.
- Torque Reaction Safety: Ensure the “Dead Man” anchor or torque arm is securely fixed to a structural member. The rotational force generated when cutting heavy-wall pipe can easily shift the machine if not properly braced.
References & Standards
The procedures and safety protocols discussed in this guide are governed by the following international engineering standards:
Frequently Asked Questions: Pipe Cold Cutting
How does Pipe Cold Cutting differ from hot cutting? ▼
Can Pipe Cold Cutting be used on all materials? ▼
Is a hot work permit required for cold cutting? ▼
What is the “Human Factor” in ensuring a perfect bevel? ▼
How do you handle “Pipe Spring” during a cold cut? ▼
Why does Atul Singla recommend cold cutting for high-alloy pipes? ▼
📚 Recommended Resources: Cold Cutting
Read these Guides



Related posts:
![Outdoor pipeline block valve station with large isolation valves and actuators.]()
What are Pipeline Block Valves and How to Design Stations
![3D CAD model of an industrial process plant showing equipment clearances and access platforms.]()
A Guide to Plant Clearances and Access Requirements
![Engineering technical bid evaluation spreadsheet comparing vendor specifications and compliance metrics.]()
How to Master Technical Bid Evaluation for Complex Engineering Procurement
![Large-diameter steel pipes with protective blue anti-corrosive epoxy coating stacked in an industrial facility.]()
Protecting Steel Pipes with Anti-Corrosive Steel Pipe Coatings
![3D CAD model of industrial piping showing stress intensification factor heatmaps at elbows and tees.]()
Why Stress Intensification Factor in Piping Dictates Fatigue Life
![A collection of different industrial pipe flange gaskets on a workbench]()
How to Select the Best Pipe Flange Gaskets for Piping Systems