What is Hot Bolting Procedure? Hazards, Best Practices, and Advantages

Key Takeaways
- Risk Mitigation: Hot bolting should only be performed after a rigorous risk assessment and never on systems exceeding 50% of their design pressure.
- Standard Compliance: Following ASME PCC-2 Article 3.6 is mandatory for maintaining flange joint integrity.
- Operational Continuity: Successful execution avoids costly downtime by allowing bolt replacement or gasket preparation during live operations.
What is a Hot Bolting Procedure? It is the practice of removing and replacing bolts on live, pressurized piping or equipment. The primary goal is to replace corroded fasteners or prepare a joint for a future shutdown, ensuring that at least 80% of the required clamping force is maintained throughout the operation to prevent gasket blowout.
Founder’s Insight
“In my 20 years of field experience, I’ve seen ‘simple’ hot bolting jobs turn into emergencies because of hidden flange misalignment. Never start a hot bolting procedure without a backup set of clamps and a dedicated safety watch standing by with a fire monitor.”
— Atul Singla
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Challenge: Hot Bolting Proficiency
According to ASME PCC-2, what is the minimum number of bolts that must remain tight during a Hot Bolting Procedure?
Critical Reasons for Executing a Hot Bolting Procedure
The decision to perform a Hot Bolting Procedure is never taken lightly. In heavy industries like oil and gas, fasteners are subjected to extreme thermal cycling and corrosive atmospheres, leading to significant degradation over time. Executing this procedure is often a reactive necessity or a proactive strategic move to maintain plant availability. The most common driver is the presence of seized or heavily corroded bolts that would prevent a safe and timely disassembly during a scheduled turnaround. If these bolts are not addressed while the plant is live, the "breaking" of the flange during a shutdown could lead to unexpected delays, extending the outage and resulting in massive revenue loss.
Another critical reason involves maintaining the integrity of the sealing face. Over years of operation, the initial bolt load can relax due to creep or vibration. A controlled Hot Bolting Procedure allows engineers to restore the necessary clamping force or replace old gaskets with superior materials without depressurizing the entire system. This is particularly vital for flare headers or high-pressure steam lines where a total shutdown is logistically complex and economically staggering. By utilizing the guidelines found on the official Energy Institute portal, operators can ensure that every bolt replacement maintains the minimum required residual load to keep the process fluid contained.
Primary Advantages of the Hot Bolting Procedure in Live Plants
The primary advantage of a Hot Bolting Procedure is the preservation of operational uptime. By addressing flange issues while the unit is online, companies avoid the "thermal shock" associated with cooling down and reheating massive pressure vessels and piping systems. This not only protects the equipment's mechanical lifespan but also eliminates the carbon emissions and product waste typically associated with flaring during plant startups and shutdowns. Furthermore, it allows for a more leveled workload for maintenance crews, reducing the peak man-hour requirements during congested turnaround windows.
Safety Considerations Prior to a Hot Bolting Procedure
Safety is the cornerstone of any Hot Bolting Procedure. Before a single wrench is applied, a comprehensive Job Safety Analysis (JSA) must be performed. Engineers must verify that the piping system is not subject to external bending moments or significant vibrations that could cause the flange to shift once a bolt is loosened. It is a non-negotiable requirement that the system pressure be reduced to a safe level—typically below 50% of the maximum allowable working pressure (MAWP)—and that the process temperature remains stable throughout the operation.
Furthermore, the Hot Bolting Procedure requires specialized PPE beyond standard coveralls. Depending on the process fluid, technicians may require flash-fire suits, breathing apparatus, or chemical-resistant gear. A dedicated "fire watch" or safety standby person must be positioned with immediate access to emergency shutdown valves (ESVs). The structural integrity of the remaining bolts must be ultrasonically tested (UT) to ensure they can carry the additional load transferred to them during the one-by-one replacement process.
Step-by-Step Hot Bolting Procedure and Execution
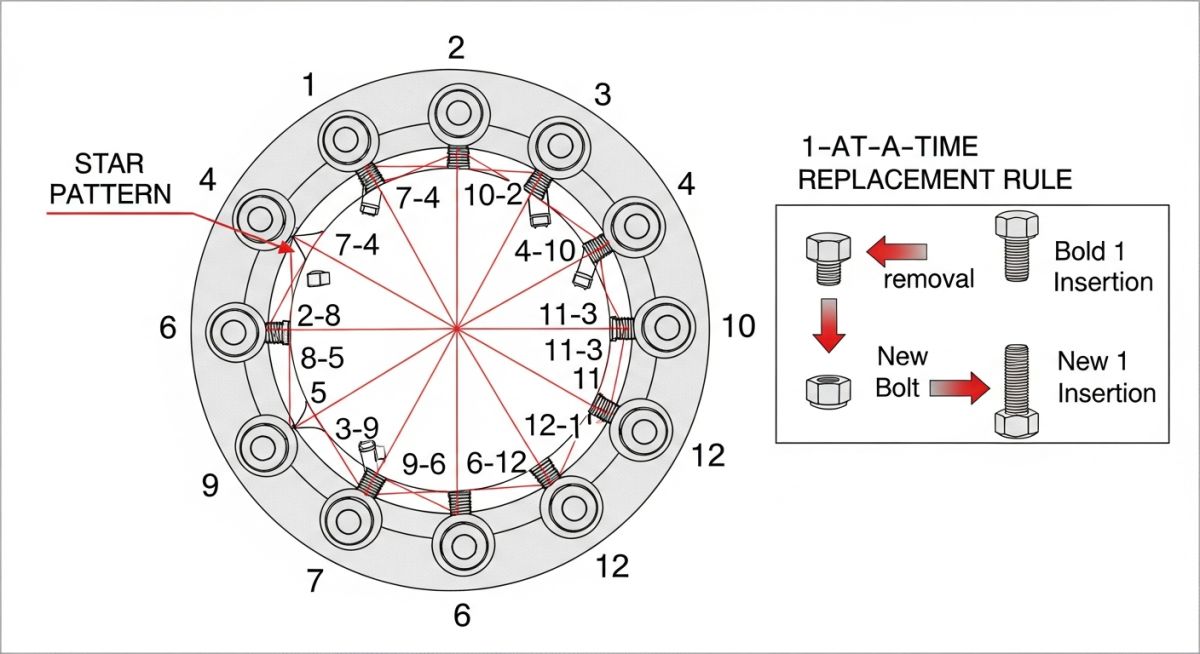
Executing a Hot Bolting Procedure requires surgical precision and strict adherence to sequential steps. The process begins with the "cleaning and lubrication" phase, where the threads of the existing bolts are wire-brushed and treated with high-temperature anti-seize compounds. Once the preparation is complete, the technician follows the "One-at-a-Time" replacement rule. This means a single bolt is loosened, removed, and replaced with a new fastener, which is then tightened to the target torque before the technician moves to the next bolt in the pre-defined cross-pattern sequence.
During the Hot Bolting Procedure, it is critical to use hydraulic tensioning or calibrated torque wrenches. Manual tightening is strictly prohibited as it does not provide the verifiable load accuracy required for live systems. Engineers often refer to ISO 27509 for specialized flange joint requirements in high-pressure applications to ensure the gasket stress remains within the "sealing window" throughout the transition. If any sign of leakage occurs, the procedure is immediately suspended, and the emergency response team is activated.
Industrial Best Practices for a Successful Hot Bolting Procedure
The gold standard for a Hot Bolting Procedure involves the use of "Hot Bolt Clamps" or external safety restraints. these mechanical devices bridge the flange gap, providing an auxiliary load path that ensures the joint cannot separate even if multiple bolts fail simultaneously. Another best practice is the implementation of Ultrasonic Bolt Load Verification. This technology measures the actual elongation of the bolt, providing a direct measurement of the clamping force rather than relying on torque values, which can be skewed by friction.
| Parameter | Standard Requirement (ASME PCC-2) | Recommended Best Practice |
|---|---|---|
| Operating Pressure | Max 50% of Design Pressure | Max 33% of Design Pressure |
| Bolt Replacement | One-at-a-time sequence | Use of external safety clamps |
| Tooling Type | Calibrated Torque/Tensioning | Hydraulic with Ultrasonic Load Sensing |
| Personnel | Qualified Technician | Certified Flange Integrity Specialist |
Global Engineering Standards for Hot Bolting Procedure
The most authoritative document governing this activity is ASME PCC-2, Article 3.6, titled "Hot Bolting." This standard outlines the calculation methods for determining if a flange joint is a candidate for the procedure based on the gasket type, bolt material, and process conditions. Additionally, API 570 provides guidance on the inspection intervals and the necessity of bolt replacement when localized corrosion is detected. Adhering to these standards is not just a safety requirement; it is a legal necessity in many jurisdictions to maintain the plant's "License to Operate."
🧮 Hot Bolting Safety Limit Calculator (ASME PCC-2 Basis)
Enter the flange design parameters to check if your Hot Bolting Procedure meets the standard safety threshold (Maximum 50% Design Pressure).
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Engineering Case Study
Refinery Operations | 2026 Analysis

The Challenge
A 24-inch Main Flare Header flange showed 80% fastener section loss due to atmospheric corrosion, risking a major gas release during live production.
The Solution
Implementation of a Hot Bolting Procedure using hydraulic tensioners and external safety clamps to replace 24 studs while maintaining 350 PSI.
The Result
Zero leakage recorded. Avoided a 4-day total plant shutdown, saving the operator an estimated $12 Million in lost production revenue.
Technical Post-Mortem
The success of this Hot Bolting Procedure hinged on the pre-job UT (Ultrasonic Testing) of the flange thickness. It was discovered that while the bolts were corroded, the flange hub remained within its corrosion allowance. Using a star-pattern sequence, technicians replaced one stud every 45 minutes, allowing for thermal stabilization of the gasket between each swap.
This case study proves that when aligned with API 510/570 inspection standards and executed by a certified team, the Hot Bolting Procedure is a safe and highly effective tool for life-cycle management of aging assets.
Don't miss this video related to Hot Bolting

Summary: Welcome to our comprehensive 30-day course on ASME B31.3 - the code that governs process piping! 🛢️ In this single video, ......
Expert Insights: Lessons from 20 years in the field
Gasket Memory: Never attempt a Hot Bolting Procedure on a joint that has been leaking for more than 48 hours. The gasket likely has "wire-drawing" or steam-cut erosion, and changing the bolts won't stop the leak—it will likely exacerbate it.
Lubrication is King: Use a nickel-based anti-seize for stainless steel bolts to prevent galling during the live swap. In a Hot Bolting Procedure, a seized nut on a live line is a nightmare scenario that requires immediate escalation.
The "Ping" Test: Before starting, tap each bolt with a small hammer. If a bolt "thuds" instead of "rings," it is already loose or cracked. This bolt must be your priority for replacement under the highest safety supervision.
Frequently Asked Questions: Hot Bolting Procedure
What is the primary purpose of a Hot Bolting Procedure? ▼
Is hot bolting allowed under ASME standards? ▼
When should a Hot Bolting Procedure be avoided? ▼
Why do we replace bolts "One-at-a-Time" instead of in pairs? ▼
Can I use an impact wrench for a Hot Bolting Procedure? ▼
What is the "Human Hook" risk in hot bolting? ▼
📚 Recommended Resources: Hot Bolting
Read these Guides



Related posts:
![Isometric engineering rendering of a data centre campus featuring flood protection barriers and elevated utility infrastructure for disaster resilience.]()
Flood Protection Level Selection for Mission-Critical Data Centre Infrastructure
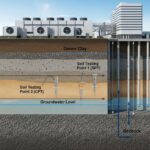
![Cross-section diagram of a data centre foundation showing soil strata, pile foundations, and groundwater monitoring wells for geotechnical analysis.]()
Geotechnical Requirements for Data Centres: A Structural Engineering Guide
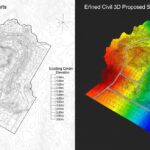
![Civil 3D interface showing a 3D site grading model with color-coded cut and fill zones for earthwork optimization.]()
Optimizing Cut and Fill Operations Using Civil 3D and GIS
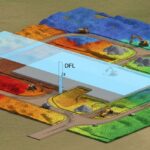
![3D digital terrain model showing site grading, flood protection levels, and cut-fill zones for industrial infrastructure development.]()
Establishing FPL and Estimating Cut Fill Quantities for Site Grading
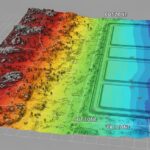
![3D engineering model showing cut and fill optimization for industrial site grading and earthwork balancing.]()
Cut and Fill Optimization: 8 Engineering Studies for Site Grading
![3D engineering visualization of industrial site grading showing cut and fill earthwork operations on uneven terrain.]()
Optimizing Cut and Fill Quantities for Industrial Site Development