Ultimate Guide to ASTM A333 Gr 6: Properties, Applications, and A106 Gr B Comparisons
ASTM A333 Gr 6 is the industry standard for seamless and welded carbon steel pipe intended for use at low temperatures, specifically designed to maintain notch toughness in sub-zero environments. Unlike standard carbon steel, this material undergoes rigorous impact testing to ensure structural integrity in critical process piping applications.
What is ASTM A333 Gr 6?
ASTM A333 Gr 6 is a Low-Temperature Carbon Steel (LTCS) used in piping systems where temperatures may drop as low as -45 degrees Celsius (-50 degrees Fahrenheit). It is characterized by its fine-grain structure, achieved through normalization, and mandatory Charpy V-notch impact testing to prevent brittle fracture.
In This Technical Guide
- What is ASTM A333 Gr 6 Carbon Steel?
- Critical Information Required to Purchase ASTM A333 Gr 6 Pipe
- Chemical Composition Requirements for ASTM A333 Gr 6
- Mechanical Properties and Tensile Strength
- Technical Differences: ASTM A106 Gr B vs. ASTM A333 Gr 6
- Low-Temperature Impact Testing Standards
- ASME B31.3 and ASTM A333 Gr 6 Compliance
- Sourcing and Manufacturers
Technical Competency Quiz: LTCS Materials
Question 1 of 5
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
What is ASTM A333 Gr 6 Carbon Steel for Low-Temperature Service?
The ASTM A333 Gr 6 specification covers seamless and welded nominal wall carbon and alloy steel pipe intended for use at low temperatures. In the hierarchy of industrial piping, this grade is classified as a Low-Temperature Carbon Steel (LTCS). Unlike standard A106 materials, Grade 6 is specifically engineered to resist brittle fracture, a phenomenon where steel loses ductility and fails suddenly when exposed to sub-zero conditions.
According to ASME B31.3 (Process Piping) and ASME Section VIII, materials used in refrigerated or cryogenic environments must demonstrate specific notch toughness. ASTM A333 Gr 6 meets these requirements through a controlled manufacturing process that emphasizes a fine-grain crystalline structure, typically achieved via normalizing heat treatments.
Critical Information Required to Purchase ASTM A333 Gr 6 Pipe
When procurement teams or piping engineers issue a purchase order for ASTM A333 Gr 6, specific technical parameters must be defined to ensure compliance with project specifications. Missing data can lead to the delivery of material that fails to meet safety codes for low-temperature service.
- Quantity and Dimensions: Total length (meters/feet), Nominal Pipe Size (NPS), and Schedule (e.g., SCH 40, SCH 80).
- Manufacturing Method: Specify “Seamless” or “Welded.” For critical high-pressure lines, seamless is often preferred.
- Heat Treatment: Ensure the Material Test Report (MTR) confirms the pipe was normalized or quenched and tempered.
- Impact Test Temperature: The standard temperature is -45 degrees C (-50 degrees F). If the project requires lower temperatures, additional testing may be needed.
- Supplementary Requirements: Mention any additional tests like Product Analysis or NACE MR0175 compliance for sour service.
Chemical Composition Requirements for ASTM A333 Gr 6 Material
The chemistry of ASTM A333 Gr 6 is meticulously balanced to provide a blend of strength and weldability while maintaining toughness. The inclusion of Manganese (Mn) is critical as it refines the grain size and improves the impact properties of the carbon steel.
| Element | Composition Limit (Percentage) |
|---|---|
| Carbon (C) max | 0.30 |
| Manganese (Mn) | 0.29 to 1.06 |
| Phosphorus (P) max | 0.025 |
| Sulfur (S) max | 0.025 |
| Silicon (Si) min | 0.10 |
Note: For each reduction of 0.01 percentage point below the specified carbon maximum, an increase of 0.05 percentage point manganese above the specified maximum is permitted up to a maximum of 1.35 percentage point manganese.
Mechanical Properties and Tensile Strength of A333 Gr 6 Pipe Material
The mechanical properties of ASTM A333 Gr 6 are designed to ensure that the piping can withstand both internal pressure and external mechanical loads at reduced temperatures. These properties are verified through tensile testing and elongation measurements as per ASTM A370 standards.
| Property | Value (Imperial) | Value (Metric) |
|---|---|---|
| Tensile Strength, min | 60,000 psi | 415 MPa |
| Yield Strength, min | 35,000 psi | 240 MPa |
| Elongation in 2 in (50mm) | 30 percent | 30 percent |
Technical Differences: ASTM A106 Gr B vs. ASTM A333 Gr 6 Pipe Material
A common question in piping engineering is whether ASTM A106 Gr B can be substituted for ASTM A333 Gr 6. While their tensile strengths are nearly identical, their performance in cold climates is vastly different.
| Feature | ASTM A106 Grade B | ASTM A333 Grade 6 |
|---|---|---|
| Primary Service | High-Temperature Service | Low-Temperature Service (LTCS) |
| Impact Testing | Not Required | Mandatory (Charpy V-Notch) |
| Min. Temp Rating | -29 degrees C (-20 degrees F) | -45 degrees C (-50 degrees F) |
| Heat Treatment | Hot Finished / Annealed | Normalized (Grain Controlled) |
Calculations and Impact Energy for ASTM A333 Gr 6
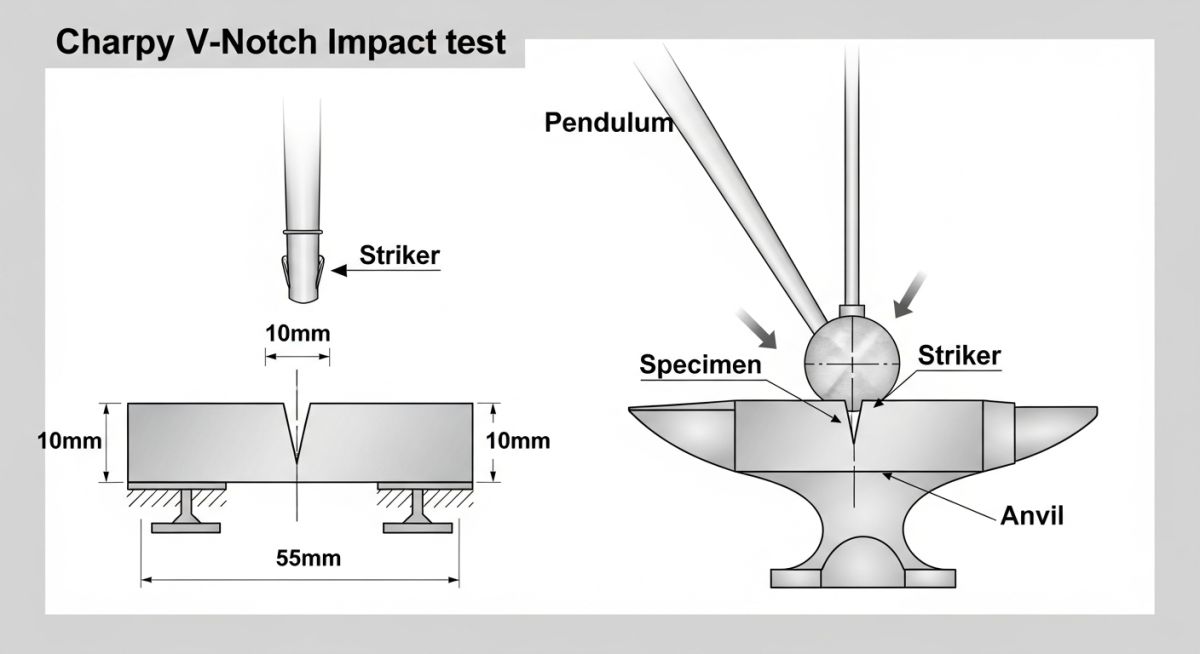
For engineering design, the impact energy absorbed by the material is calculated using Charpy V-notch tests. The impact energy requirement is a function of the specimen size. If sub-size specimens are used due to wall thickness limitations, the energy requirements are adjusted proportionally.
Notch Toughness Requirement (Full Size: 10mm x 10mm)
Minimum Average of 3 Specimens: 18 Joules (13 ft-lb)
Minimum for 1 Individual Specimen: 14 Joules (10 ft-lb)
Impact Energy Correction for Sub-size Specimens:
Energyrequired = Energyfull × (Actual Width / 10mm)
Engineers must verify that the ASTM A333 Gr 6 pipe supplied has been tested at the correct temperature specified in the design. If the project operating temperature is lower than -45 degrees C, the pipe may require re-testing or an upgrade to A333 Grade 8 (liquid nitrogen service).
ASTM A333 Gr 6 Impact Energy Calculator
Use this tool to calculate the required Charpy V-notch impact energy values for sub-size specimens. As per ASTM A333, when pipe wall thickness prevents the use of full-size (10mm x 10mm) specimens, the required energy values must be reduced proportionally.
Adjusted Requirements:
Minimum Average (3 Specimens): — Joules
Minimum for 1 Individual Specimen: — Joules
Calculation based on linear reduction ratio: (Sub-size Width / 10mm) as specified in ASTM A333 / A370.
Don't miss this video related to ASTM A333

Summary: Understand Tensile Requirements (Section 7) and Mechanical Testing (Section 12) for ASTM A333 pipes. Learn about yield ......
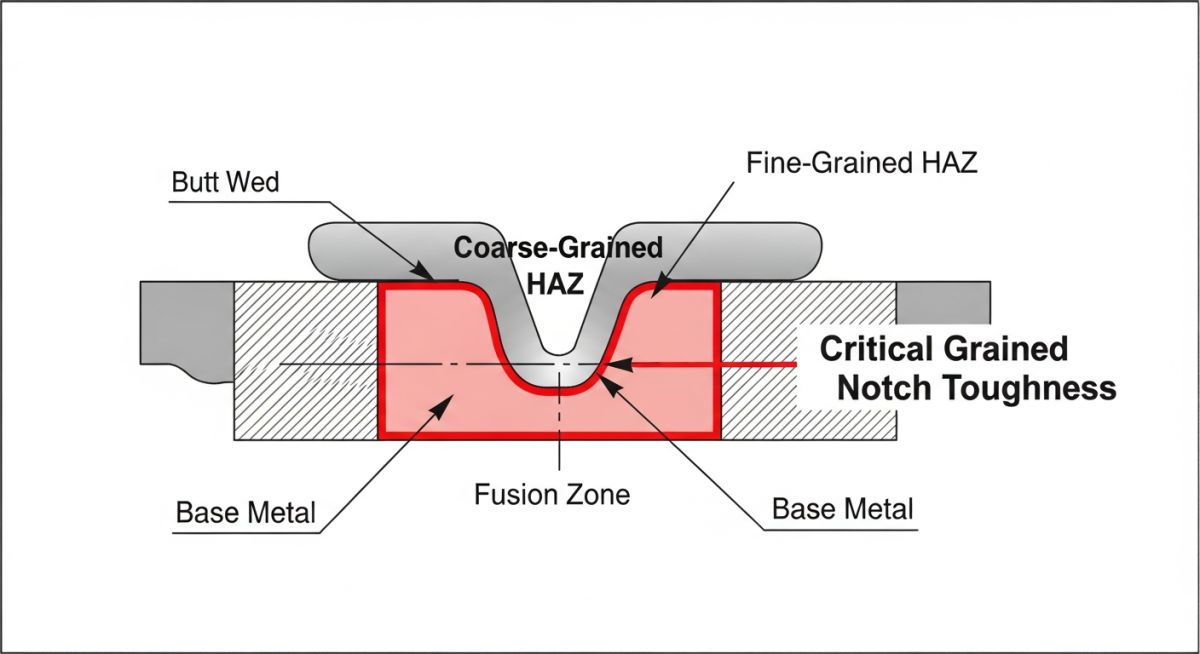
Welding Metallurgy and Heat Affected Zone (HAZ) in ASTM A333 Gr 6
The primary challenge when welding ASTM A333 Gr 6 is not just joining the metal, but preserving the low-temperature notch toughness within the Heat Affected Zone (HAZ). During welding, the high heat input can cause grain coarsening, which significantly raises the Ductile-to-Brittle Transition Temperature (DBTT), potentially making the weld area susceptible to brittle failure at -45 degrees Celsius.
Managing Heat Input for ASTM A333 Gr 6
To maintain a fine-grain structure, engineers must strictly control the Heat Input (HI). High heat input leads to slow cooling rates, which promotes the growth of large grains. The heat input is calculated using the following formula:
HI = (Voltage × Amperage × 60) / (Travel Speed × 1000)
Units: HI in kJ/mm; Voltage in Volts; Amperage in Amps; Travel Speed in mm/min.
Essential Welding Procedures
According to ASME Section IX, the Welding Procedure Specification (WPS) for LTCS materials must be qualified with impact testing of both the weld metal and the HAZ. Key technical requirements include:
| Requirement | Engineering Guideline |
|---|---|
| Preheat Temperature | Typically 100 to 150 degrees C to remove moisture and prevent hydrogen cracking. |
| Interpass Temperature | Maximum 250 degrees C recommended to prevent excessive grain growth in ASTM A333 Gr 6. |
| Filler Metal Class | AWS A5.1 E7018-1 (SMAW) or AWS A5.18 ER70S-2 (GTAW). |
| Post-Weld Heat Treatment (PWHT) | Required for heavy wall thicknesses (typically > 19mm) per ASME B31.3 to relieve residual stresses. |
Failure to control these variables can result in "local brittle zones" where the absorbed impact energy falls below the mandatory 18 Joules, necessitating costly cut-outs and re-welding. Always ensure that the ASTM A333 Gr 6 base metal chemistry, specifically the Carbon Equivalent (CE), is compatible with the intended welding heat input.
Case Study: ASTM A333 Gr 6 Implementation in Arctic LPG Storage
Project Data
- Location: Prudhoe Bay, Alaska
- Application: Liquid Petroleum Gas (LPG) Transfer Lines
- Design Temperature: -40 degrees Celsius
- Material: ASTM A333 Gr 6 Seamless Pipe
Failure Analysis (Hypothetical)
Prior to the 2026 upgrade, the facility utilized standard A106 Grade B piping. During a record cold snap, a thermal shock event led to a brittle fracture near a flange weld. The absence of verified impact toughness in the A106 material allowed a micro-crack to propagate at sonic speeds, resulting in a total containment loss.

Engineering Fix & Lessons Learned
The entire piping circuit was replaced with ASTM A333 Gr 6. The engineering team enforced 100 percent Charpy V-notch testing at -45 degrees Celsius to ensure a safety margin against the design temperature of -40 degrees Celsius.
- Normalized heat treatment is non-negotiable for sub-zero weld integrity.
- Manganese-to-Carbon ratios must be strictly audited in Material Test Reports (MTRs).
- Welding procedures (WPS) must utilize low-hydrogen electrodes (e.g., E7018-1) to match the base metal toughness.
Frequently Asked Questions: ASTM A333 Gr 6
Can ASTM A333 Gr 6 be used for sour service (NACE MR0175)?
What is the difference between ASTM A333 Grade 6 and Grade 3?
Is Charpy V-notch testing required for every heat of ASTM A333 Gr 6?
What welding filler metal is recommended for A333 Gr 6 pipe?
Conclusion
Understanding the technical nuances of ASTM A333 Gr 6 is vital for any engineer working in the midstream, downstream, or cryogenic sectors. By prioritizing notch toughness and adhering to ASME B31.3 standards, facilities can mitigate the risks of brittle fracture in sub-zero environments. Whether you are comparing Grade 6 to A106 or calculating sub-size impact energy, this material remains the cornerstone of safe, low-temperature piping design in 2026.
This concludes the technical documentation for ASTM A333 Gr 6. All data points are cross-referenced with current ASME/ASTM standards.
📚 Recommended Resources: ASTM A333
Read these Guides
🎓 Advanced Training




Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





