Table of Contents

What is ASME Certification? Procedure and Mark Explained
In my 20-plus years of managing piping systems and pressure vessel fabrication yards, I have seen many manufacturers struggle with compliance. The ASME certification mark is not just a sticker; it is a license to operate in high-risk environments. When you see that stamp on a vessel nameplate, it tells you that every weld, every material test report, and every design calculation has been scrutinized and approved.
Navigating this process requires a deep understanding of the ASME rules. It is a rigorous journey that tests your shop’s quality control manual, your welders’ qualifications, and your engineering calculations. Let us break down exactly what this certification entails, how you can obtain it, and why it is the gold standard in industrial safety.
Key Takeaways
- The ASME certification mark is globally recognized as proof of compliance with the ASME Boiler and Pressure Vessel Code (BPVC).
- Obtaining the certification requires a comprehensive joint review of your quality control system by ASME designees and Authorized Inspectors.
- Strict adherence to design formulas, material traceability, and welding qualifications is mandatory to maintain the stamp.
Why You Need ASME Certification for Pressure Vessels
ASME BPVC Compliance: The mandatory alignment of pressure vessel design and manufacturing processes with ASME Section VIII Division 1 or Division 2 rules to guarantee structural integrity. This compliance is verified through third-party Authorized Inspectors and validated by the application of the official certification mark.
When designing pressure vessels, safety is the absolute priority. Under ASME Section VIII Division 1, the minimum required thickness of a cylindrical shell under internal pressure is calculated using specific design formulas. Let us look at the standard shell thickness calculation under circumferential stress (longitudinal joints):
Where:
- t = Minimum required thickness of the shell (inches)
- P = Internal design pressure (psi)
- R = Inside radius of the shell course (inches)
- S = Maximum allowable stress value of the material (psi) from ASME Section II Part D
- E = Joint efficiency of the longitudinal weld joint (dimensionless, ranging from 0.70 to 1.00 based on radiography per UW-12)
Practical Engineering Calculation Example
Let us calculate the required thickness for a carbon steel pressure vessel shell with the following parameters:
- Design Pressure (P) = 300 psi
- Inside Radius (R) = 24 inches
- Material: SA-516 Grade 70 carbon steel at 500 degrees Fahrenheit
- Allowable Stress (S) = 20,000 psi (obtained from ASME Section II, Part D, Table 1A)
- Joint Efficiency (E) = 1.00 (fully radiographed longitudinal welds per UW-11)
Plugging these values into our formula:
t = 7200 / (20000 – 180)
t = 7200 / 19820
t = 0.363 inches
If we add a corrosion allowance of 0.125 inches, the nominal design thickness becomes 0.488 inches. Therefore, we would select a standard 0.5-inch nominal plate for fabrication. This calculation must be documented in the design report and verified by the Authorized Inspector (AI) during the certification process.
The certification process ensures that every step of this calculation, the material selection, the welding procedures, and the final hydrostatic testing are fully documented and traceable. Without this level of quality control, a vessel cannot legally bear the ASME certification mark.
ASME Code Sections and Stamp Designations
ASME Stamp Designations: The specific letters or symbols applied to equipment nameplates to indicate compliance with a particular section of the ASME Boiler and Pressure Vessel Code. These designators identify the exact scope of manufacturing authorization granted to the shop.
| ASME BPVC Section | Scope of Equipment | Stamp Designator | Common Materials Used |
|---|---|---|---|
| Section I | Power Boilers | S, A, M, PP | SA-106 Gr. B, SA-335 P11/P22 |
| Section IV | Heating Boilers | H, HLW | SA-285 Gr. C, Cast Iron |
| Section VIII Div. 1 | Pressure Vessels (Standard) | U, UM | SA-516 Gr. 70, SA-240 Type 316L |
| Section VIII Div. 2 | Pressure Vessels (Alternative Rules) | U2 | SA-537 Class 1, SA-387 Gr. 11 |
| Section XII | Transport Tanks | T | SA-240 Type 304, Aluminum 5083 |
Technical Mapping and Specifications Matrix
ASME Quality Mapping: The systematic alignment of organizational roles, technical procedures, and physical testing parameters with the requirements of the ASME Boiler and Pressure Vessel Code. This matrix ensures complete traceability and accountability throughout the fabrication lifecycle.
| Entity / Acronym | Technical Definition | Physical Parameter / Metric | Reference Standard |
|---|---|---|---|
| AIA | Authorized Inspection Agency | Third-party insurance or state agency | ASME QAI-1 |
| AI | Authorized Inspector | National Board commissioned inspector | NB-263 Rules for Commission |
| WPS | Welding Procedure Specification | Travel speed, voltage, amperage limits | ASME Section IX |
| PQR | Procedure Qualification Record | Tensile strength, bend test results | ASME Section IX |
| MDR | Manufacturer’s Data Report | Form U-1 or U-1A signed by AI | ASME Section VIII Div. 1 |
Preparing for the ASME Joint Review
ASME Joint Review: A comprehensive on-site assessment conducted by an ASME designee, an Authorized Inspection Agency representative, and the manufacturer to audit the quality control manual and its implementation. This process verifies that the shop can successfully execute code-compliant fabrication and testing.
Before the ASME team arrives at your facility, you must ensure that every element of your quality control system is fully functional. In my experience, the joint review is won or lost on the shop floor during the demonstration of the mock-up vessel. Use this checklist to verify your readiness.
ASME Joint Review Readiness Checklist
-
Quality Control Manual: Ensure the manual is fully written, approved by the Authorized Inspector, and matches the actual workflow of your shop.
-
Design Calculations: Verify that the design calculations for the demonstration vessel are complete, checked, and signed off per ASME Section VIII Division 1.
-
Material Traceability: Confirm that all materials used for the mock-up vessel have valid Material Test Reports (MTRs) and that heat numbers are clearly transferred to all cut parts.
-
Welding Documentation: Check that the WPS, PQR, and WPQ documents are fully qualified under ASME Section IX and that the welders are stamped for the specific positions used.
-
Calibration Records: Ensure all pressure gauges, weld measuring tools, and heat treatment recorders have active calibration certificates traceable to national standards.
-
NDE Procedures: Verify that your Nondestructive Examination procedures (RT, UT, PT, MT) are qualified and that the Level II/III examiners have active certifications.
Field Case Study: Real-World Application
The Problem: Traceability Failure During Hydrotest
A heavy fabrication shop in Houston was undergoing its initial joint review for the ASME “U” stamp. During the hydrostatic test demonstration of the mock-up vessel, the ASME team leader noticed that a nozzle neck material did not match the heat number listed on the travel sheet.
The shop had used a piece of scrap SA-106 Grade B pipe from a non-code project. Because the material was not traceable to a certified Material Test Report (MTR), the entire quality control system was deemed non-compliant, putting the certification at risk of immediate denial.
The Outcome: System Overhaul and Successful Audit
I was brought in to help the shop recover. We immediately implemented a strict material control system. We color-coded all incoming raw materials, established a dedicated “ASME Only” storage area, and trained the material handlers on heat number transfer procedures.
We fabricated a new mock-up vessel with 100% traceable materials. During the follow-up joint review three months later, the shop demonstrated flawless material traceability from receiving to final assembly. The ASME team approved the quality system, and the shop successfully received its ASME “U” Certificate of Authorization.
This case highlights that ASME certification is not about passing a one-time test; it is about establishing a repeatable, bulletproof quality system. If your shop floor personnel do not understand the “why” behind material traceability, the system will eventually break down.
Common Questions About Obtaining ASME Certification
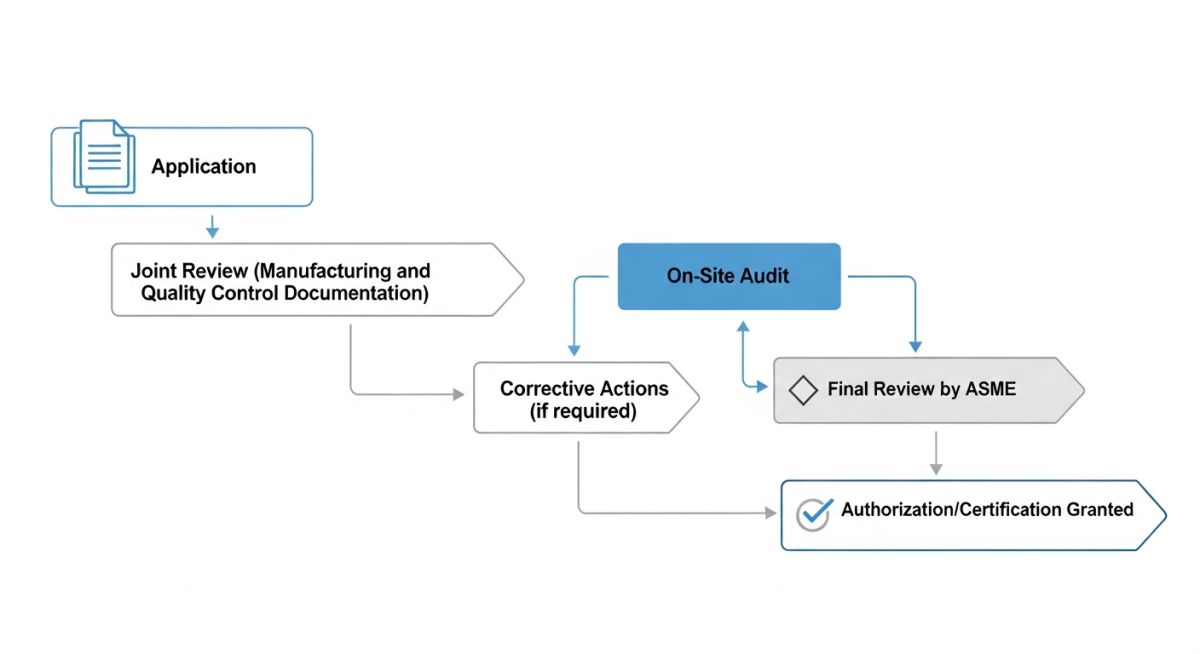
ASME Certification Process: The structured sequence of application, quality manual preparation, joint review, and authorization required to secure the ASME stamp. This pathway ensures that manufacturers maintain a traceable, audited quality system for pressure equipment.
What is the difference between ASME and National Board (NB) stamps?
How long does it take to get ASME certification?
Can a manufacturer use any third-party inspector for ASME work?
What is the validity period of an ASME certificate?
Is a mock-up vessel always required for the joint review?
What happens if a shop fails the ASME joint review?
===FINISH===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: ASME certification
Read these Guides
🎓 Advanced Training



Related posts:
![An engineer performing an API 579 fitness for service assessment on an industrial pressure vessel.]()
How to Perform API 579 Fitness for Service Assessment
![3D CAD render of a bolted flange joint assembly showing a compressed gasket.]()
Understanding Gasket m and y Factors in Flange Design
![PASS/START-PROF 4.86 pipe stress analysis software interface displaying a 3D piping model.]()
PASS/START-PROF 4.86 Released: Discover the New Pipe Stress Analysis Capabilities
![Professional technician inserting a high-pressure hydro jetting nozzle into a sewer pipe cleanout.]()
What is Hydro Jetting and How Does It Work?
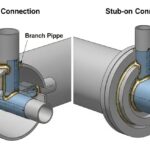
![Side-by-side comparison diagram of stub-in and stub-on piping branch connections.]()
Stub-in vs Stub-on Piping Connections: Engineering Design Guide
![A restriction orifice plate installed between pipe flanges in an industrial piping system.]()
What is a Restriction Orifice? Working, Types, and Sizing Guide