What is ASTM A53 Pipe? Engineering Guide to Composition, Standards, and Applications

The ASTM A53 Pipe specification covers seamless and welded black and hot-dipped galvanized steel pipe in NPS 1/8 to NPS 26. This standard is intended for mechanical and pressure applications and is also acceptable for ordinary uses in steam, water, gas, and air lines. Understanding the nuances between its types (S, E, and F) and grades (A and B) is essential for ensuring the structural integrity and cost-efficiency of industrial piping systems.
Defining the ASTM A53 Pipe Standard
ASTM A53 Pipe is a standard alloy of carbon steel used primarily for low-pressure plumbing and structural applications. It is available in three types: Type F (Furnace Butt-Welded), Type E (Electric Resistance Welded), and Type S (Seamless). Grade B is the most common industrial variant, offering a higher tensile strength (60,000 PSI) compared to Grade A (48,000 PSI).
Table of Contents
- Technical Types and Industrial Applications
- Chemical Composition and Mechanical Properties
- Engineering Advantages of ASTM A53
- ASTM A53 Pipe Specification and Procurement
- Standard Dimensions: Schedule 40 Table
- Comparison: ASTM A53 vs. ASTM A106
- Interactive Calculator: Pressure and Weight
- Case Study: High-Temp Service Failure
- Frequently Asked Questions
Test Your Knowledge: ASTM A53 Fundamentals
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Technical Types and Industrial Applications of ASTM A53 Pipe
The versatility of ASTM A53 Pipe stems from its categorization into three distinct fabrication types. Each type is engineered for specific structural or pressure-containing capabilities. As per the 2026 updated standards, these types are defined by their manufacturing process and the resulting integrity of the pipe wall.
Type S (Seamless): High-Pressure ASTM A53 Pipe Applications
Type S ASTM A53 Pipe is produced by the seamless extrusion process. Because it has no longitudinal weld seam, it offers the highest level of structural uniformity. It is typically utilized in high-pressure steam lines, refineries, and complex mechanical systems where the risk of weld failure must be eliminated. Engineers specify Type S when the pipe is subject to severe bending or flanging operations.
Type E (ERW) and Type F (Furnace Butt-Welded) Variants
Type E (Electric Resistance Welded): This ASTM A53 Pipe contains a longitudinal weld joint produced without the addition of filler metal. The weld seam is heat-treated to a minimum of 1000 degrees Fahrenheit (540 degrees Celsius) to ensure no untempered martensite remains. It is widely used in water distribution and structural supports.
Type F (Furnace Butt-Welded): This is the most basic form of ASTM A53 Pipe, where a continuous coil is heated in a furnace and joined by mechanical pressure. Due to its lower weld integrity compared to ERW, it is restricted to Grade A only and is primarily used for low-pressure gas or liquid transport.

Chemical Composition and Mechanical Properties of ASTM A53 Pipe
The performance of ASTM A53 Pipe is strictly governed by its chemical makeup. The standard defines maximum allowable percentages for elements that affect weldability, ductility, and strength. Grade B is the most common choice for industrial projects due to its higher carbon and manganese content, which provides superior mechanical strength.
| Element (Max %) | Grade A | Grade B |
|---|---|---|
| Carbon (C) | 0.25 | 0.30 |
| Manganese (Mn) | 0.95 | 1.20 |
| Phosphorus (P) | 0.05 | 0.05 |
| Sulfur (S) | 0.045 | 0.045 |
| Copper (Cu)* | 0.40 | 0.40 |
*Note: Combined total of Cu, Ni, Cr, Mo, and V shall not exceed 1.00%.
Mechanical Limits: Grade A
- Tensile Strength: 48,000 PSI (330 MPa)
- Yield Strength: 30,000 PSI (205 MPa)
- Common Use: Close coiling and bending applications.
Mechanical Limits: Grade B
- Tensile Strength: 60,000 PSI (415 MPa)
- Yield Strength: 35,000 PSI (240 MPa)
- Common Use: Structural columns and pressure piping.
Engineering Advantages of Selecting ASTM A53 Pipe
Engineers and contractors specify ASTM A53 Pipe because it offers a unique combination of mechanical flexibility and economic value. As of 2026, it remains the most specified pipe for non-critical pressure services and structural frameworks.
Atmospheric Corrosion Resistance
One of the primary advantages of ASTM A53 Pipe is its ability to be hot-dipped galvanized. This zinc coating provides superior protection in outdoor environments, preventing rust and extending the service life of piping in HVAC and plumbing systems.
Fabrication Flexibility
Whether using Type S or Type E, ASTM A53 Pipe is highly weldable and ductile. Grade A is particularly suited for applications requiring close coiling or cold bending, while Grade B provides the structural rigidity needed for supports and columns.
ASTM A53 Pipe Specification and Procurement Guide
To ensure safety in pressure applications, ASTM A53 Pipe must pass several mechanical and hydrostatic tests before leaving the mill. These tests are mandatory for all Type E and Type S variants.
-
1
Hydrostatic Testing: Each length of pipe is subjected to internal fluid pressure to verify wall integrity. The test pressure (P) is calculated using the formula: P = 2St / D, where S is 60 percent of the specified minimum yield strength, t is the wall thickness, and D is the outside diameter.
-
2
Nondestructive Electric Test: For Type E (ERW) pipes, the weld seam must be inspected using ultrasonic or electromagnetic methods to ensure a full-penetration, defect-free joint.
-
3
Flattening Test: A sample of the pipe is flattened between two plates. For welded pipes, the weld must not show any cracks until the distance between the plates is less than a specified value.
Standard Dimensions: ASTM A53 Pipe Schedule 40 Table
The table below outlines the Nominal Pipe Size (NPS), Outside Diameter (OD), and wall thickness for common ASTM A53 Pipe Schedule 40 configurations.
| NPS (Inches) | OD (Inches) | Wall Thickness (In) | Weight (lb/ft) |
|---|---|---|---|
| 1/2 | 0.840 | 0.109 | 0.85 |
| 1 | 1.315 | 0.133 | 1.68 |
| 2 | 2.375 | 0.154 | 3.66 |
| 4 | 4.500 | 0.237 | 10.80 |
| 6 | 6.625 | 0.280 | 18.99 |
Engineering Comparison: ASTM A53 Pipe vs. ASTM A106
A common point of confusion for piping engineers is whether to specify ASTM A53 Pipe or ASTM A106. While they appear similar, their application envelopes are significantly different.
The Critical Selection Logic
- ● Service Temperature: ASTM A106 is intended for high-temperature service (up to 800 degrees Fahrenheit). ASTM A53 Pipe is better suited for low-to-medium temperature transport and mechanical applications.
- ● Fabrication: A106 is exclusively seamless. ASTM A53 Pipe can be seamless or welded.
- ● Chemical Analysis: A106 has higher silicon content (minimum 0.10 percent) to improve performance at high temperatures, whereas A53 does not have a mandatory silicon requirement.
ASTM A53 Pipe Calculator
Calculate the theoretical Weight per Foot and Internal Pressure Capacity for different Schedule sizes of ASTM A53 Pipe based on Barlow’s Formula.
Values are based on standard 2026 safety factors for ASTM A53 Pipe at ambient temperature.
Hot-Dipped Galvanizing Process and Zinc Coating for ASTM A53 Pipe
A defining feature of the ASTM A53 Pipe specification is the provision for hot-dipped galvanizing. This process involves coating the carbon steel with a layer of zinc to provide sacrificial protection against atmospheric corrosion. According to the 2026 engineering standards, galvanized A53 pipe is the preferred choice for HVAC, chilled water systems, and outdoor structural supports.

The galvanizing of ASTM A53 Pipe is not merely a surface spray; it is a metallurgical reaction. The pipe is cleaned in an acid bath (pickling) and then submerged in a kettle of molten zinc at approximately 840 degrees Fahrenheit (450 degrees Celsius). This creates a series of zinc-iron alloy layers topped with a final layer of pure zinc.
Zinc Coating Weight Requirements
ASTM A53 mandates specific coating weights to ensure durability. The weight of the zinc coating is typically expressed in ounces per square foot (oz/sq ft) of surface area.
| Requirement Type | Minimum Weight (oz/sq ft) | Average Weight (oz/sq ft) |
|---|---|---|
| Individual Specimen | 1.60 | 1.80 |
| Average of Samples | 1.80 | 2.00 |
Engineering Note: Galvanized Pipe Welding
When welding galvanized ASTM A53 Pipe, the zinc coating must be removed (ground off) at least 1 to 2 inches back from the weld area. Welding over zinc produces toxic zinc oxide fumes and can lead to weld porosity and embrittlement. Once the weld is complete and cooled, the area should be repaired using a zinc-rich cold galvanizing spray to maintain corrosion resistance.
Don’t miss this video related to ASTM A53 Pipe
Summary: How do you prove the strength of the pipe? Module 3 covers the mechanical property requirements and destructive testing ……
Case Study: Failure Analysis of ASTM A53 Pipe in High-Temperature Service
1. Project Data and Background
In early 2026, a mechanical contractor installed a 6-inch condensate return line for a district heating system in the Midwest. The design specified ASTM A53 Pipe Type E (Electric Resistance Welded), Grade B. The system operated at 150 PSI with localized steam spikes reaching 400 degrees Fahrenheit. Although the pressure was within the pipe’s rated limit, the environment proved too severe for the welded seam over time.
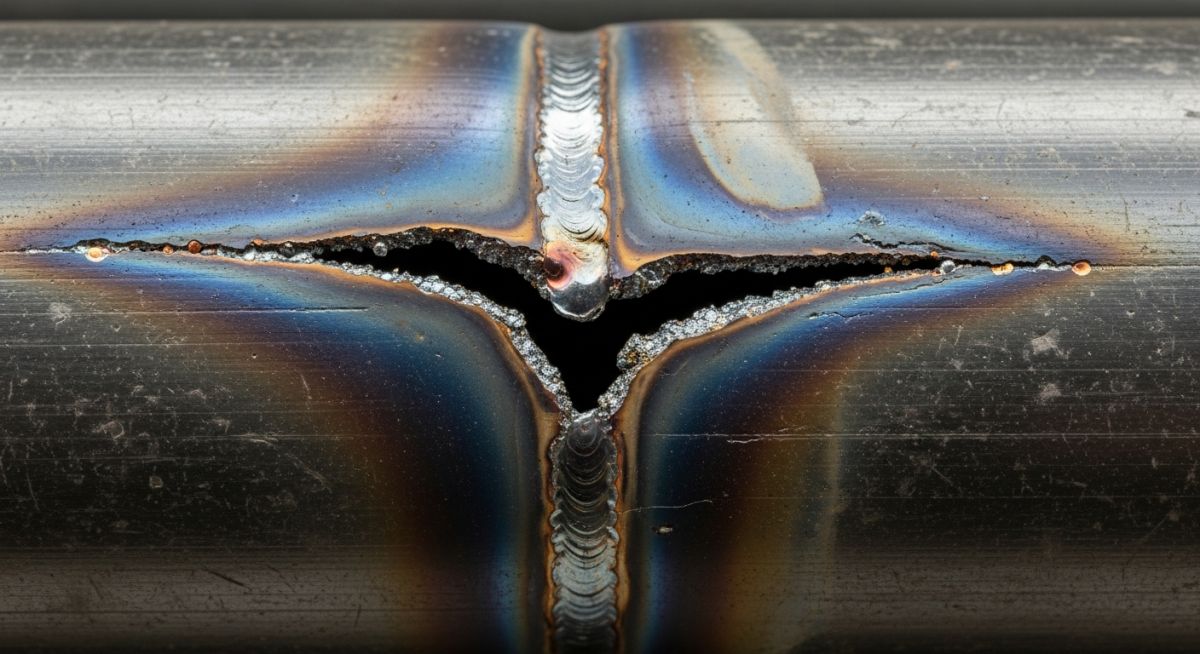
2. Failure Analysis
After 18 months of service, a “fish-mouth” rupture occurred along a 12-inch section of the longitudinal weld. Forensic engineering revealed that the failure was caused by Preferential Seam Corrosion combined with thermal fatigue. The Electric Resistance Weld (ERW) seam in the ASTM A53 Pipe exhibited a slightly different microstructure than the parent metal, making it a target for the corrosive condensate and the stresses of thermal expansion.
3. Engineering Fix and Remediation
The remediation strategy focused on material upgrading to eliminate the risk of seam failure. The following steps were taken:
- The entire welded section was replaced with ASTM A106 Grade B Seamless Pipe, which lacks a longitudinal joint.
- The system’s water chemistry was adjusted to maintain a higher pH, reducing the corrosivity of the condensate.
- Stress-absorbing expansion loops were added to the piping layout to reduce mechanical load on the pipe walls during startup cycles.
Lessons Learned for Engineers
While ASTM A53 Pipe is a cost-effective solution for general utility lines, it is not a universal substitute for seamless standards like A106 in high-temperature steam applications. When thermal cycling and corrosive condensate are present, the longitudinal weld of a Type E or Type F pipe becomes a critical point of failure. Engineers must prioritize seamless pipes for high-temperature pressure containment to ensure mechanical integrity.
Frequently Asked Questions about ASTM A53 Pipe
Can ASTM A53 Pipe be used for high-temperature steam applications?
What is the difference between black and galvanized ASTM A53 pipe?
Is ASTM A53 Grade B weldable in the field?
When should I choose Grade A over Grade B for A53 pipes?
Final Engineering Overview
The ASTM A53 Pipe standard remains the backbone of general-purpose piping in modern industry. Its availability in seamless (Type S) and welded (Type E/F) formats allows engineers to optimize material costs while meeting specific mechanical requirements. By understanding the chemical limits and testing mandates updated for 2026, project managers can ensure that every length of A53 pipe provides the necessary safety and durability for long-term service.
📚 Recommended Resources: ASTM A53 Pipe
Read these Guides
🎓 Advanced Training



Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





