What is ASTM A106? Different Grades of ASTM A106 and their Differences

Imagine you are overseeing the commissioning of a high-pressure steam header in a power plant. The internal temperature is climbing toward 450 degrees Celsius. In this environment, a single longitudinal weld seam is a potential point of catastrophic failure. This is exactly why ASTM A106 exists.
As the industry standard for seamless carbon steel pipe, ASTM A106 is the “workhorse” of high-temperature industrial piping. However, simply specifying “A106” is not enough. Choosing between Grade A, B, or C—or confusing it with its cousin, ASTM A53—can lead to severe design flaws or procurement delays. In this 2026 guide, we break down the metallurgical DNA of this critical material.
Key Takeaways
- Seamless Reliability: Why A106 is exclusively a seamless pipe specification, unlike A53 which allows welded versions.
- Grade Selection: Understanding that Grade B is the industry standard, offering the best balance of strength and weldability.
- The “Killed Steel” Mandate: Why deoxidation is a non-negotiable requirement for all ASTM A106 pipes.
Quick Answer
ASTM A106 is the standard specification for seamless carbon steel pipe for high-temperature service. It is available in three grades: Grade A (lowest strength), Grade B (most common), and Grade C (highest strength). Unlike ASTM A53, A106 is always seamless and must be “Killed Steel,” making it superior for high-pressure, high-heat applications like refineries and power plants.
“During my 20 years in EPC projects, I have seen numerous site errors where ASTM A53 Grade B was installed instead of ASTM A106 Grade B. In a ambient water line, it’s a minor issue. In a high-temperature steam bypass, it’s a safety hazard. Always check the stencil—if it doesn’t say A106, it shouldn’t be in your high-temp rack.”
— Atul Singla, Founder of Epcland
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
ASTM A106 Engineering Knowledge Check
Test your expertise in seamless carbon steel piping specifications and applications.
1. Which manufacturing process is exclusively permitted for pipe produced under the ASTM A106 specification?
Definition: What is ASTM A106 Seamless Carbon Steel Pipe?
In the industrial landscape of 2026, ASTM A106 stands as the definitive global standard for seamless carbon steel pipe intended for high-temperature service. Whether it is in a petrochemical refinery, a natural gas processing plant, or a high-pressure power generation facility, A106 is the “gold standard” for transporting fluids and gases under extreme thermal stress. Unlike general-purpose pipes, A106 is manufactured specifically to maintain its structural integrity at temperatures that would cause other carbon steels to lose their mechanical properties or suffer from accelerated oxidation.
The most critical characteristic of ASTM A106 is its “Seamless” nature. The manufacturing process involves piercing a solid steel billet to create the pipe shell, ensuring there is no longitudinal or spiral weld seam. This absence of a weld is vital because weld seams are historically the weakest point in a piping system, prone to localized corrosion and stress-induced cracking. By utilizing a seamless design, A106 provides a uniform hoop strength and superior pressure-containing capabilities, making it the preferred choice for ASME B31.3 (Process Piping) and ASME B31.1 (Power Piping) designs.
Exploring the ASTM A106 Grades: Differences Between Grade A, B, and C
The ASTM A106 specification is divided into three distinct grades: A, B, and C. While they may appear identical on a storage rack, their metallurgical composition and mechanical performance vary significantly. Selecting the wrong grade can result in a piping system that is either over-engineered and costly or under-engineered and dangerous.
-
A
Grade A: This grade has the lowest carbon content (maximum 0.25%) and the lowest tensile strength. It is exceptionally ductile and easy to bend or coil. It is typically used for less critical applications or where extreme cold-forming is required.
-
B
Grade B: The industry standard. Approximately 95% of all ASTM A106 pipe sold globally is Grade B. It offers an optimal balance of tensile strength (60,000 psi minimum) and weldability. It is the default specification for most oil and gas piping classes.
-
C
Grade C: The highest strength grade with a maximum carbon content of 0.35%. It offers a minimum tensile strength of 70,000 psi. However, the higher carbon content makes it more difficult to weld and more prone to hardening in the heat-affected zone (HAZ), requiring strict pre-heat and post-weld heat treatment (PWHT).

Mechanical and Chemical Properties of ASTM A106
The reliability of ASTM A106 is rooted in its chemistry. Beyond just carbon, the presence of Manganese (Mn), Silicon (Si), and trace elements like Chromium (Cr) and Nickel (Ni) are strictly controlled. One of the most important chemical requirements is the Silicon content, which must be at least 0.10% to ensure the steel is fully “Killed” (deoxidized), preventing internal gas bubbles during solidification.
| Property (Grade B) | Requirement |
|---|---|
| Carbon (Max %) | 0.30 |
| Manganese (%) | 0.29 – 1.06 |
| Silicon (Min %) | 0.10 (Killed Steel requirement) |
| Tensile Strength (Min) | 60,000 psi (415 MPa) |
| Yield Strength (Min) | 35,000 psi (240 MPa) |
Mechanically, ASTM A106 is tested not just for how much tension it can hold, but how it behaves under deformation. The specification requires flattening tests, bending tests (for 2-inch and smaller diameters), and a hydrostatic test or a non-destructive electric test (like Eddy Current or Ultrasonic) for every single length of pipe. This ensures that when the pipe is pressurized in a refinery, there are zero latent manufacturing defects.
Comparative Analysis: ASTM A106 vs. ASTM A53
The most frequent debate in piping procurement is whether to use ASTM A106 or ASTM A53. While both cover carbon steel pipe and share similar chemical ranges for Grade B, their application envelopes are vastly different. ASTM A53 is a general-purpose pipe specification that allows for both seamless and welded (ERW) manufacturing. It is primarily intended for low-pressure applications like water, air, and steam lines where the temperature remains relatively moderate.
In contrast, ASTM A106 is exclusively a seamless specification and is specifically engineered for high-temperature service. In 2026, engineering standards like ASME B31.3 mandate the use of A106 over A53 when the service temperature exceeds 400 degrees Celsius. Furthermore, A106 requires the steel to be “Killed,” providing a more stable crystalline structure than the semi-killed or rimmed steel often found in A53 Type F (furnace-welded) pipes.
Understanding the Designation: ASTM A106 vs. ASME SA106
Engineers often see these two terms used interchangeably, but there is a legal and technical distinction. ASTM A106 is the standard published by the American Society for Testing and Materials. However, when a project falls under the jurisdiction of the ASME Boiler and Pressure Vessel Code (BPVC), the material must comply with the ASME version, designated as SA106.
While the two are identical in most revisions, the “SA” designation signifies that the material has been formally adopted by ASME for use in pressure-retaining equipment like boilers and heat exchangers. If you are building a system according to ASME Section I or Section VIII, your material test reports (MTRs) must specifically reference the SA106 designation to ensure code compliance.
Technical Audit: Is ASTM A106 Always a Killed Carbon Steel?
Yes. According to the mandatory requirements of the specification, ASTM A106 must be produced as “Killed Steel.” In metallurgical terms, “killing” the steel means deoxidizing it during the melting process, typically by adding Silicon or Aluminum. This process removes dissolved oxygen that would otherwise create gas pockets (blowholes) as the steel solidifies.
For ASTM A106, Silicon is the primary deoxidizer, with a minimum requirement of 0.10%. This deoxidation ensures that the pipe has a uniform chemical composition and high degree of cleanliness. From a field perspective, killed steel is far superior for welding; it prevents “porosity” in the weld bead, which is a common failure point in high-pressure steam service.
Material Selection: ASTM A106 Grade B vs. ASTM A333 Grade 6
While ASTM A106 is the king of high temperatures, it has a significant weakness: low-temperature brittleness. As temperatures drop below -29 degrees Celsius (-20 degrees Fahrenheit), A106 steel undergoes a “ductile-to-brittle transition.” If the pipe is subjected to impact or sudden pressure at these temperatures, it can shatter rather than deform.
This is where ASTM A333 Grade 6 becomes necessary. A333 is the low-temperature equivalent of A106. It undergoes mandatory Charpy V-Notch impact testing to ensure it remains tough and ductile down to -45 degrees Celsius (-50 degrees Fahrenheit). For 2026 EPC projects in cold climates or cryogenic-adjacent processes, substituting A106 for A333 is a fundamental engineering requirement.
| Feature | ASTM A106 Grade B | ASTM A333 Grade 6 |
|---|---|---|
| Service Focus | High Temperature | Low Temperature |
| Lower Temp Limit | -29°C | -45°C |
| Impact Testing | Optional / Rare | Mandatory (CVN) |
| Deoxidation | Silicon-Killed | Killed Steel |
Don’t miss this video related to ASTM A106
Summary: What is ASTM A106 and why is it the gold standard for high-temperature service? In Part 1 of this master class, we break down the ……
ASTM A106 Grade B: Internal Pressure Estimator
Estimate the maximum allowable working pressure (MAWP) for seamless pipes based on ASME B31.3 design logic.
Allowable Stress (S)
138 MPa
Values per ASME B31.3 for A106 Gr. B
Estimated MAWP
182.4
BAR
2645 PSI
Engineering Note: Calculation assumes 12.5% mill tolerance and 0mm corrosion allowance. Formula: P = (2SEt) / (D – 2Yt). This is for estimation only in 2026 projects.
ASTM A106 Failure Case Study: The Danger of High-Temperature Creep
The Incident: Superheated Steam Pipe Rupture
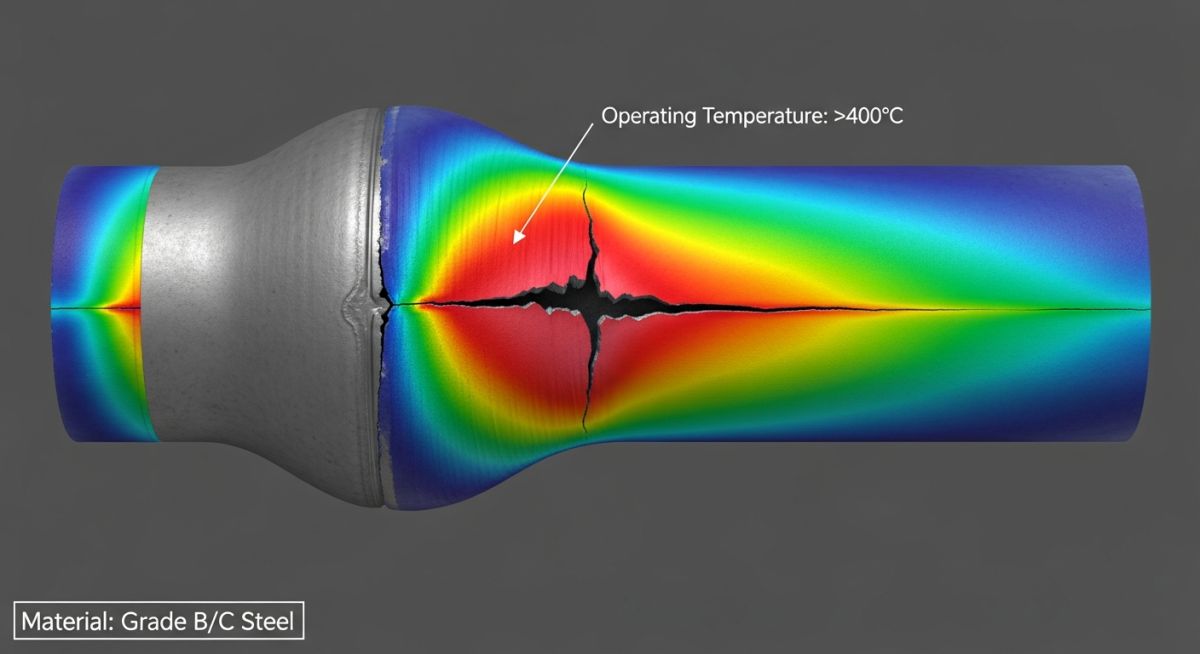
In 2026, a thermal power plant experienced a localized rupture in a superheated steam bypass line. The line was operating at a constant temperature of 440°C (824°F) and a pressure of 110 BAR. The rupture occurred without warning, causing a high-velocity steam release that damaged adjacent electrical trays. Initial field inspection showed significant "bulging" or diametrical expansion of the pipe section prior to the breach.
The Engineering Analysis
The forensic metallurgy team identified the material as ASTM A106 Grade B. Upon further investigation, several critical factors were identified:
- Creep Mechanism: At 440°C, carbon steel enters the "creep range," where it slowly and permanently deforms under constant stress. The ASTM A106 Grade B, while rated for high temperatures, reached its design life limit faster than expected due to localized "hot spots" exceeding 460°C.
- Grade Comparison: Metallurgical testing confirmed that the carbon content was at the lower end of the Grade B threshold. While compliant, it lacked the additional creep resistance that ASTM A106 Grade C would have provided through its higher carbon and manganese content.
- Graphitization: Microscopic analysis revealed that long-term exposure to temperatures above 425°C had caused the carbides in the steel to convert into graphite nodules, significantly weakening the grain boundaries.
The Rectification Strategy
The facility management immediately replaced the failed bypass section. However, rather than simply replacing it with identical ASTM A106 Grade B, the engineering team opted for a two-tier upgrade:
- Sections operating consistently above 425°C were upgraded to Alloy Steel (ASTM A335 P11), which contains Chromium and Molybdenum specifically to inhibit graphitization and improve creep strength.
- Critical segments remaining in ASTM A106 service were switched to Grade C to provide a higher tensile safety margin and better resistance to thermal fatigue.
The Outcome
Following the replacement and the implementation of a more rigorous "Creep Life Monitoring Program," the plant has operated for 18 months without any detectable pipe deformation. This case study highlights that while ASTM A106 is a robust material, its application near the 425°C-450°C threshold requires careful grade selection and an understanding of long-term metallurgical shifts like graphitization.
Expert Insights: Lessons from 20 Years in Piping Engineering
Weldability of Grade C: While ASTM A106 Grade C offers higher strength, its increased carbon content makes it susceptible to hydrogen cracking. Always mandate a minimum pre-heat of 100°C for wall thicknesses exceeding 20mm to ensure a safe Heat Affected Zone (HAZ).
The Double Certification Trap: You will often see pipes marked as "A106/A53/API 5L." While this simplifies inventory for suppliers, as an engineer, you must verify that the ASTM A106 requirements (specifically the Silicon content for Killed Steel) are explicitly met on the MTR.
Bending Radius limits: For ASTM A106 Grade B, if you are performing cold bending, ensure the radius is at least 5 times the outside diameter (5D). For tighter bends, switch to Grade A or perform hot bending with subsequent normalizing to restore ductility.
Hydrostatic Testing at Site: Never assume the mill hydrotest is sufficient. Always perform a field hydrotest at 1.5 times the design pressure. ASTM A106 is incredibly reliable, but transit damage or improper storage can create micro-fractures that only appear under load.
Frequently Asked Questions
What is the main difference between ASTM A106 Grade A and Grade B?
Can ASTM A106 pipe be welded?
Why is A106 preferred over A53 for high-temperature service?
Is ASTM A106 suitable for cryogenic or sub-zero temperatures?
What is "Killed Carbon Steel" in the context of A106?
What does the "SA" in ASME SA106 stand for?
References & Standards
- → ASTM A106 / A106M: Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service
- → ASME B31.3: Process Piping Standard for Refineries and Chemical Plants
- → ASME B31.1: Power Piping Standard for Electric Power Generating Stations
- → ASME BPVC Section II Part A: Ferrous Material Specifications (SA106)
📚 Recommended Resources: ASTM A106
Read these Guides
- 📄 From Discrepancy to Delivery: Resolving ASTM A106 Grade A Pipe Quality Issues in High-Pressure Service – An Expert’s Account
- 📄 ASTM A333 Gr 6 Guide: Properties, Comparison vs A106 & Specs
- 📄 What is ASTM A105 Material? Properties, A105 vs A105N (2026 Guide)
- 📄 What is ASTM A53 Pipe? Standards, Composition, and Applications (2026)
🎓 Advanced Training




Related posts:
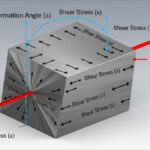
![3D engineering diagram illustrating shear modulus deformation on a solid block with force vectors.]()
Understanding Shear Modulus and Modulus of Rigidity in Piping Design
![3D render of a protective chromium oxide film forming on a stainless steel surface.]()
How Does Stainless Steel Oxide Film Formation Prevent Corrosion?
![Side-by-side comparison of industrial metal casting and metal forging processes.]()
Casting vs Forging: Key Differences for Industrial Piping Systems
![Various types of industrial pumps displayed in a modern engineering facility.]()
Guide to Types of Pumps and Their Working Principles
![3D digital GIS map overlay showing petroleum pipeline routes across a terrain]()
Why GIS in Petroleum and Pipeline Industry is Absolutely Critical
![CAESAR II Version 14 pipe stress analysis software interface displaying a 3D piping model.]()
What Is New in CAESAR II Version 14 Pipe Stress Analysis