Learn the step-by-step spring hanger pipe support selection procedure for piping stress analysis to manage thermal expansion and load distribution.

Learn the step-by-step spring hanger pipe support selection procedure for piping stress analysis to manage thermal expansion and load distribution.

Learn how slip joints in piping accommodate thermal expansion, prevent pipe damage, and ensure system integrity in industrial piping systems.

Learn how to verify if your pipe stress range calculation is correct and compliant with ASME B31.3 engineering standards.

Thermal Relief Valve (TRV): A specialized overpressure protection device designed to release small volumes of fluid expanded by thermal energy in blocked-in piping or vessels, ensuring compliance with ASME Section VIII and API Standard 520.
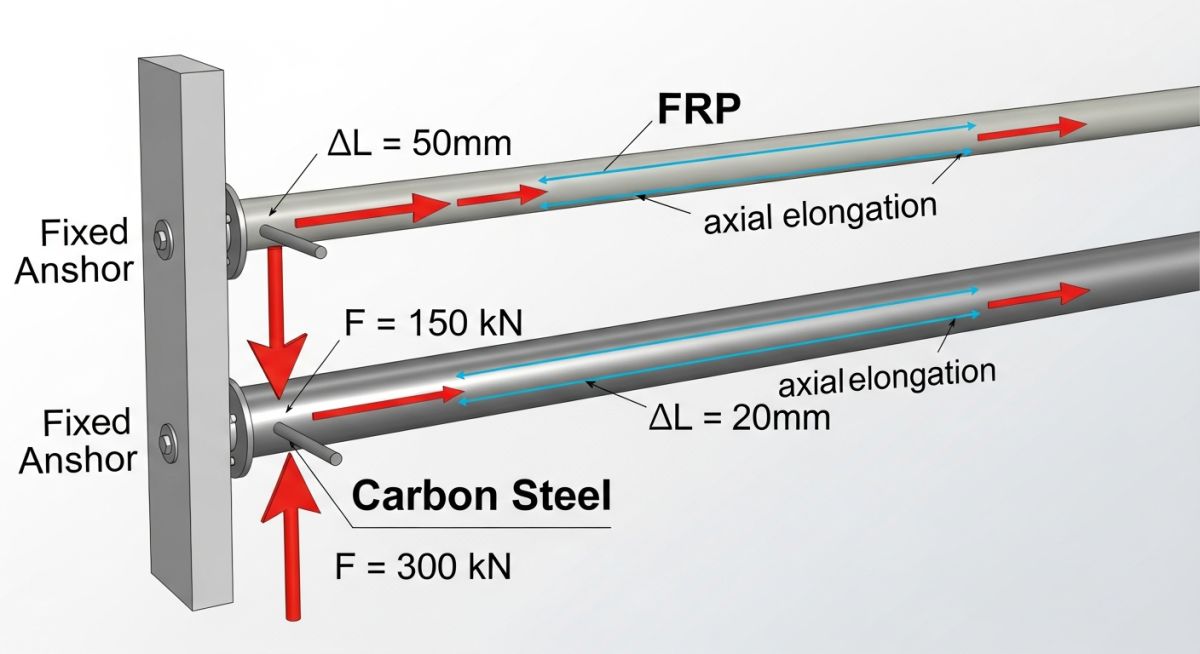
Compare thermal elongation and anchor loads between FRP and carbon steel piping systems to optimize your industrial piping design.
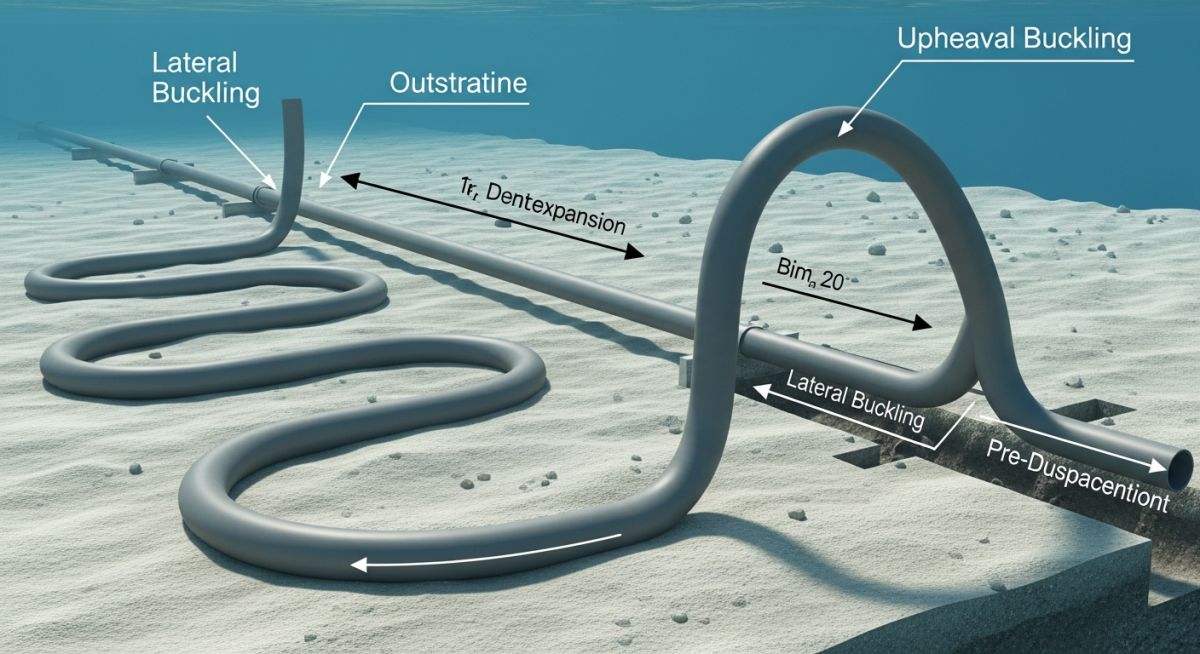
Learn the key differences, causes, and mitigation strategies for lateral buckling and upheaval buckling in high-pressure subsea pipelines.

Learn what a pipe anchor is from a senior piping engineer. Discover fixed and directional anchors, exact locations, ASME B31.3 compliance, and field-tested design rules.

Comprehensive technical analysis of High Temperature and High-Pressure Piping systems. Includes 2026 ASME standards, material selection, and stress calculations.

Test Your Knowledge: The Ultimate Piping Thermal Expansion Quiz for Engineers. Before diving into this

Preventing Thermal Expansion Pipe Buckling: Real-World Lessons from a Steam Pipeline Failure. Piping failures due

Anchor evaluation in piping systems addresses thermal expansion impacts, differentiating between ideal and real anchors to ensure reliable, stress-optimized designs.