Pipe Spool Fabrication: The Complete Engineering Guide

Pipe Spool Fabrication is the critical process of pre-manufacturing piping segments in a controlled shop environment before shipping them to the construction site for final assembly. By moving welding and testing off-site, projects significantly reduce field labor hours, improve quality control under ASME codes, and mitigate weather-related delays.
What is a Pipe Spool?
A “spool” is a prefabricated assembly of pipes and fittings (flanges, elbows, tees) welded together based on isometric drawings. It allows for high-precision prefabricated pipe spools advantages like tighter tolerances and rigorous NDT (Non-Destructive Testing) before the component ever reaches the installation site.
⚡ Quick Navigation
Test Your Knowledge: Spool Fabrication
1. What is the primary advantage of shop fabrication over field fabrication?
Spool Piece vs. Pipe Spool
In industry terms, “Spool Piece” and “Pipe Spool” are used interchangeably. However, “Spool Piece” often specifically refers to a removable segment (like a flanged spool) designed for maintenance access or flow metering, whereas “Pipe Spool” is the general term for any prefabricated section.
What is “Pipe Spooling”?
Pipe Spooling is the engineering phase where the main piping system is virtually “sliced” into manufacturable sections. This involves adding field weld points and defining supports. A key part of this process is precision pipe spools and support structure fabrication, ensuring pipe shoes and trunnions are welded in the shop, not the field.
Common Types of Pipe Spools
Pipe Spool Fabrication is not a “one-size-fits-all” process. Spools are categorized by their geometry and function within the piping isometric. Understanding these types helps in planning transport logistics, as complex geometries (like “Tee Spools”) take up significantly more volume in shipping containers than “Straight Spools.”
Straight Spools
The simplest form, consisting of a single pipe length with flanges or beveled ends. Used for long linear runs (e.g., pipe racks). They are the cheapest to fabricate and easiest to transport.
Elbow Spools
Incorporate 45° or 90° elbows to change the routing direction. Critical for navigating around structural steel. Dimensional control is vital here to prevent “stress” on the connecting nozzle.
Tee Spools
Feature a branching connection (Tee or Olet). These allow fluid distribution to multiple lines. Fabricators must pay close attention to the branch perpendicularity tolerances.
Valve/Flanged Spools
Designed for removability. These spools often include integrated valves or flow meters. They are essential for maintenance zones where equipment needs regular removal without cutting the pipe.
Digital Fabrication & Software
Modern fabrication relies on “Digital Twins” before the first cut is made. Specialized software generates the Pipe spool drawing symbols and Bill of Materials (BOM) automatically, reducing human error.
| Software Tool | Primary Function | Fabrication Benefit |
|---|---|---|
| AutoCAD Plant 3D | 3D Modeling & Orthographics | Standard industry tool for generating quick isometric drawings. |
| AVEVA E3D | Clash Detection & Integration | Ensures spools do not clash with cable trays or structural steel. |
| SpoolCAD | Spool-Specific Drafting | Optimizes weld maps and heat numbers for QA/QC tracking. |
💰 What Drives Pipe Spool Pricing?
The cost is not just about the steel. When estimating Pipe Spool Fabrication, three main factors drive the price per diameter-inch (DI):
- Material Grade: Stainless Steel (304/316) or Duplex alloys can cost 3x-5x more than standard Carbon Steel (A106).
- Complexity (Fittings/Weld Ratio): A spool with 5 elbows (many welds) costs significantly more than a straight spool of the same length due to labor hours.
- NDT Requirements: High-pressure lines requiring 100% Radiography (RT) or Post-Weld Heat Treatment (PWHT) add significant time and cost.
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Engineering Standards & ASME B31.3 Compliance
The backbone of high-integrity Pipe Spool Fabrication lies in adherence to international codes. While structural steel might follow AWS D1.1, process piping is almost exclusively governed by the ASME B31.3 piping code requirements (Process Piping). This code dictates the specific formulas for pressure design, material selection, and, crucially, the acceptance criteria for weld defects.
Engineers prefer shop fabrication over field installation for several reasons. The primary prefabricated pipe spools advantages include:
- Controlled Environment: Welding in a shop eliminates wind and moisture, the two biggest enemies of low-hydrogen electrodes.
- Ergonomics: Rotators (positioners) allow welders to perform “down-hand” (1G) welding, which has the highest deposition rate and quality, whereas field welds often require difficult overhead (4G) or fixed (6G) positions.
- NDT Access: Radiography (RT) and Ultrasonic Testing (UT) can be performed safely in bunkers without halting other site activities.
The Manufacturing Workflow
Efficiency in Pipe Spool Fabrication is achieved through a linear production line. Understanding the Pipe spool manufacturing flow chart is essential for project managers to identify bottlenecks.
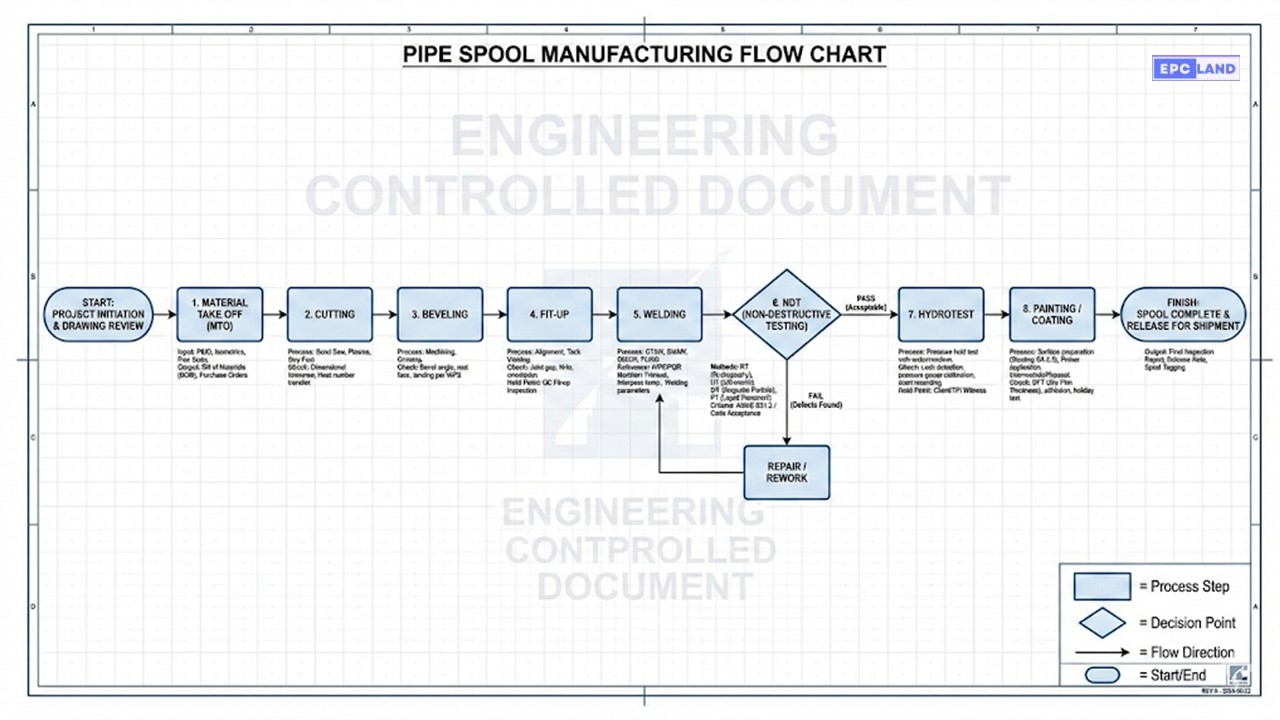
1. Engineering & Spooling
Before metal is cut, the piping isometric (ISO) is converted into a “Spool Sheet.” Fabricators must accurately interpret Pipe spool drawing symbols regarding weld types (butt weld vs. socket weld), valve orientations, and flow direction. A single error in reading these symbols can result in a spool that clashes with structural steel on site.
2. Cutting & Beveling
Pipes are cut to length allowing for “weld gaps” (typically 3mm to 4mm). The ends are then beveled (usually 37.5 degrees) to ensure proper fusion.
3. Fit-up & Dimensional Control
This is the most critical phase for dimensional accuracy. Fitters tack-weld components together. Maintaining Pipe spool fit-up tolerances is non-negotiable. If the “Hi-Lo” (internal misalignment) exceeds ASME limits (usually 1.6mm), the root weld will fail radiographic inspection due to lack of fusion or incomplete penetration.
📐 Engineering Calculation: Rolling Offset
In Pipe Spool Fabrication, spools often route through complex 3D space. When a pipe changes elevation and direction simultaneously, it is called a “Rolling Offset.” Fabricators must calculate the true “Travel” length to cut the pipe correctly.
Formula for Travel (T):
Travel = √( Set2 + Run2 + Roll2 )
Where:
- Set: Vertical change in elevation.
- Run: Horizontal distance (North/South).
- Roll: Horizontal distance (East/West).
Example Scenario:
A 10-inch pipe spool drops 500mm (Set), moves North 800mm (Run), and moves East 600mm (Roll).
1. Square the values: 5002 = 250,000 | 8002 = 640,000 | 6002 = 360,000
2. Sum: 250,000 + 640,000 + 360,000 = 1,250,000
3. Square Root: √1,250,000 ≈ 1118 mm
Result: The cut length of the pipe (before subtracting fitting take-offs) is 1118 mm.
Standard Fabrication Tolerances
To ensure the spool fits into the site assembly without “forcing” (which introduces stress), fabrication shops must adhere to strict linear and angular limits.
| Dimension Type | Description | Tolerance Limit (mm) | Criticality |
|---|---|---|---|
| Overall Length (L) | Face-to-Face or Center-to-Face | ± 3.0 mm | High |
| Branch Location | Centerline of branch connection | ± 1.5 mm | Critical |
| Flange Rotation | Bolt hole alignment (Two-Hole) | ± 1.5 mm (max) | Critical |
| Lateral Alignment | Deviation from centerline | ± 3.0 mm | Medium |
| Root Gap | Gap between pipe ends for weld | 3.0 mm to 4.0 mm | High |
*Tolerances based on general Process Industry Practices (PIP) and may vary by project specifications.
Case Study: Pipe Spool Fabrication in a Brownfield Refinery Revamp

Figure 2: High-precision installation of a closing spool in a congested pipe rack.
Project Scope
520 CS Spools
ASTM A106 Gr. B
Critical Constraint
14-Day Shutdown
Zero Hot Work Permits
Outcome
99.8% Fit Rate
2 Days Ahead of Schedule
The Challenge: The “As-Built” Trap
In a major coastal refinery expansion, the engineering team was tasked with replacing a corroded condensate return line. The original plant data dated back to 2005. The primary risk in Pipe Spool Fabrication for brownfield sites is that the “As-Built” drawings rarely match reality. Over 20 years, pipes sag, structural steel shifts, and undocumented repairs alter the geometry.
If the fabricator had built the spools based solely on the old isometric drawings, the field crew would have encountered severe clashes. In a shutdown window where every hour costs $50,000 in lost production, “cutting and re-welding” on site was not an option.
The Solution: 3D Laser Scanning & Offsite Testing
To mitigate risk, the EPC contractor implemented a rigorous dimensional control strategy.
- Point Cloud Survey: A 3D laser scan of the existing pipe rack was overlayed with the new design model. This revealed a 45mm discrepancy in the tie-in point elevation—enough to make the new spool impossible to bolt up.
- Shop Adjustment: The fabrication drawings were updated before cutting began. The “Golden Spool” (the closing piece) was fabricated with an extra 100mm of “green” length to be field-verified, while all intermediate spools were built to exact scan dimensions.
- Advanced Testing: Instead of testing on-site, the team performed hydrostatic testing of pipe spools at the fabrication shop. Each spool was pressurized to 1.5x design pressure (45 bar), drained, dried, and preserved before shipping. This removed the risk of finding a leak during the critical startup phase.
Engineering ROI & Conclusion
The project concluded with zero significant field modifications. The decision to invest in front-end laser scanning and complete shop-based Pipe Spool Fabrication reduced the field installation crew size by 40%. By shifting the testing workload off-site, the mechanical completion was achieved 48 hours ahead of the shutdown deadline, saving the client an estimated $2.4M in potential lost production.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Frequently Asked Questions
What are the main prefabricated pipe spools advantages over field welding?
How do I interpret common Pipe spool drawing symbols?
What is the “Golden Spool” in fabrication?
How are pipe spools transported safely?
Mastering the Fabrication Process
Successful Pipe Spool Fabrication is the intersection of precise engineering, rigorous code compliance (ASME), and skilled craftsmanship. By shifting complex work from the field to the shop, EPC contractors can ensure safer, faster, and more cost-effective project delivery in 2026.
© 2026 Epcland Engineering. All rights reserved.

Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





